一种阀总成焊接气动压力夹具的制作方法
本技术属于精密零件制造,具体为一种阀总成焊接气动压力夹具。
背景技术:
1、熔模浇铸是一种历史比较久远的浇注方式。熔模铸造工艺过程较复杂,且不易控制,使用和消耗的材料较贵,故它适用于生产形状复杂、精度要求高、或很难进行其它加工的小型零件,如涡轮发动机的叶片等。熔模铸造又称失蜡铸造,包括压蜡、修蜡、组树、沾浆、熔蜡、浇铸金属液及后处理等工序。
2、阀总成,作为汽车涡轮增压器中的配件产品,关乎到涡轮增压运行中的气密性,显得尤为重要。阀总成在依次装配完成后需要对其进行焊接成为最终的产品,而激光进行焊接过程中则需要在机器上设置相应的夹具以固定阀总成。
3、现有的夹具仅用于固定阀总成使之不发生径向上的位移,以防止激光焊接时发生歪斜。但阀总成产品对其部件之间的间隙具有一定要求,仅通过现有的夹具无法控制这个问题,阀总成一旦焊接完成其部件之间的间隙便被固定则不方便更改,产品完成率较低,因此如何在焊接时利用夹具达到在轴向上固定的同时使得间隙维持在标准范围内是需要解决的问题,专利号为202011218211.4的专利虽然在一定程度上解决了该问题,但是手动锁定的夹具由于每次锁定压力存在一定的差值,间歇变化大仍会存在间隙不稳定的问题。
技术实现思路
1、本实用新型要解决的技术问题是提供一种阀总成焊接气动压力夹具,通过气动工具驱动压板实现连续的标准化的固定,使得焊接时间隙更为稳定。
2、本实用新型通过以下技术方案实现:
3、一种阀总成焊接气动压力夹具,包括,
4、底板;
5、气缸,所述气缸垂直固定连接于底板上;
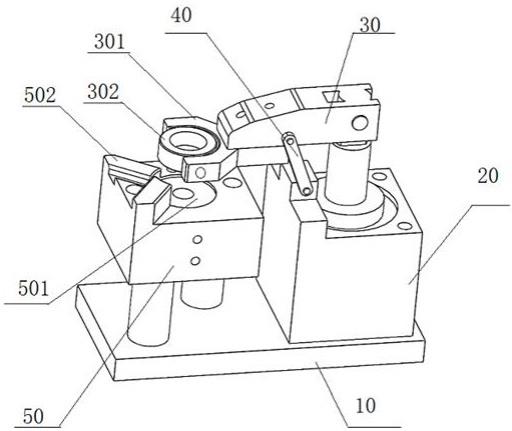
6、压板,所述压板一端竖直方向铰接于气缸活塞杆自由端,另一端固定连接有阀总成压环,所述压板中部铰接于连接杆a一端,所述连接杆a另一端铰接于气缸;
7、阀总成座,所述阀总成座固定连接于底板上,所述阀总成座上设有与待焊接阀总成端面大小匹配的阀总成槽,所述阀总成压环下压到位时,位于阀总成槽正上方。
8、进一步地,所述阀总成槽一侧设有限位挡块,所述限位挡块固定连接于阀总成座上表面。
9、进一步地,所述压板固定连接有连接杆b,所述连接杆b自由端呈“u”形,所述阀总成压环铰接于连接杆b的“u”形端。
10、进一步地,所述气缸通过气管联通控制阀。
11、进一步地,所述控制阀联通有气压压力表。
12、本实用新型的有益效果是;
13、一、本实用新型通过设置气缸推动压板,使得压板所连接的阀总成压环压接于阀总成槽上,使得焊接时阀总成放置更为迅速,同时,利用气压可控,使得下压的压力一致,不易损伤焊接待焊接的阀总成。
14、二、通过设置限位挡块能够更为准确的对待焊接阀总成位置进行定位。
15、三、通过设置连接杆b,连接杆自由端呈“u”形设置,阀总成压环铰接于连接杆b“u”形端,使得在阀总成压环下压阀总成时,能够对下压位置进行适应性调整,确保阀总成下端面进入阀总成槽内。
16、四、所述气缸通过气管联通控制阀,能够操作夹具的快速闭合或张开。
17、五、通过设置气压压力表,可以有效的监测夹具装夹时的压力,使得阀总成装夹后间隙保持一致。
技术特征:
1.一种阀总成焊接气动压力夹具,其特征在于,包括,
2.根据权利要求1所述的一种阀总成焊接气动压力夹具,其特征在于,所述阀总成槽(501)一侧设有限位挡块(502),所述限位挡块(502)固定连接于阀总成座(50)上表面。
3.根据权利要求1所述的一种阀总成焊接气动压力夹具,其特征在于,所述压板(30)固定连接有连接杆b(302),所述连接杆b(302)自由端呈“u”形,所述阀总成压环(301)铰接于连接杆b(302)的“u”形端。
4.根据权利要求1所述的一种阀总成焊接气动压力夹具,其特征在于,所述气缸(20)通过气管联通控制阀(60)。
5.根据权利要求4所述的一种阀总成焊接气动压力夹具,其特征在于,所述控制阀(60)联通有气压压力表(70)。
技术总结
本技术一种阀总成焊接气动压力夹具,包括,底板;气缸,所述气缸垂直固定连接于底板上;压板,所述压板一端竖直方向铰接于气缸活塞杆自由端,另一端固定连接有阀总成压环,所述压板中部铰接于连接杆A一端,所述连接杆A另一端铰接于气缸;阀总成座,所述阀总成座固定连接于底板上,所述阀总成座上设有与待焊接阀总成端面大小匹配的阀总成槽,所述阀总成压环下压到位时,位于阀总成槽正上方。本技术通过设置气缸推动压板,使得压板所连接的阀总成压环压接于阀总成槽上,使得焊接时阀总成放置更为迅速,同时,利用气压可控,使得下压的压力一致,不易损伤焊接待焊接的阀总成。
技术研发人员:许振声
受保护的技术使用者:连云港冠钰精密工业有限公司
技术研发日:20210831
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!