便于调节的多宽度抱箍冲压模具的制作方法
1.本实用新型涉及冲压模具领域,尤其是涉及一种便于调节的多宽度抱箍冲压模具。
背景技术:
2.抱箍是用一种材料抱住或箍住另外一种材料的构件,它属于紧固件的一种,其主要是由两半片状抱箍对合联接而成,两半片状抱箍均呈半圆环状。
3.相关技术中一种抱箍成型用成型模具,参照图1,包括定模板1和动模板2,动模板2朝向定模板1的一侧连接有用于对板料实现冲压的冲压凸起3,定模板1朝向动模板2的一侧设有两块相互平行的定位板4,一个定位板4与定模板1固定连接,另一个定位板4与定模板1滑动连接,两块定位板4之间夹设有多个凹模分板5,两个定位板4之间还滑动穿设有紧固螺杆7,紧固螺杆7滑动穿过凹模分板5,紧固螺杆7的两端分别螺纹连接有用于抵紧对应定位板4的紧固螺母8。
4.为实现适用于不同宽度板料的冲压而对模具进行调节时,工人首先需要将紧固螺母从紧固螺杆上拆下,然后将与定模板滑动连接的定位板从紧固螺杆上拆卸,然后才能增减凹模分板的数量,此后还需将定位板和紧固螺母重新安装,因此上述的调节过程过于繁琐,存在明显不足。
技术实现要素:
5.为了能够快速简便的对模具进行调节,本技术提供一种便于调节的多宽度抱箍冲压模具。
6.本技术提供的一种便于调节的多宽度抱箍冲压模具采用如下的技术方案:
7.一种便于调节的多宽度抱箍冲压模具,包括定模板和位于所述定模板上的若干个凹模分板,所述定模板上设有两个定位板,一个所述定位板与所述定模板固定连接,另一个所述定位板与所述定模板滑动连接,两个所述定位板之间滑动穿设有紧固螺杆,所述紧固螺杆上螺纹连接有用于抵紧所述定位板的紧固螺母,每一个所述凹模分板上均竖向开有调节槽,所述紧固螺杆穿过所述调节槽。
8.通过采用上述技术方案,在每个凹模分板上开设调节槽,以此调节模具时,工人先将紧固螺母拧松,然后根据抱箍的宽度,手动推动所需数量的凹模分板向上运动,最后将紧固螺母重新拧紧即可,调节过程比较简便。
9.可选的,每个凹模分板的两端均连接有抬升耳。
10.通过采用上述技术方案,抬升耳的设置使得工人能够更加方便地抬升凹模分板。
11.可选的,所述定模板上设有用于对凸起的所述凹模分板实现支撑的支撑装置,所述支撑装置位于两个所述定位板之间,所述支撑装置包括竖向连接在所述定模板上的固定销,所述固定销上转动套设有支撑条。
12.通过采用上述技术方案,工人转动支撑条,使得支撑条对凸起部分的凹模分板实
现支撑,有利于减小凸起部分的凹模分板在冲压力的作用下向下运动的可能性。
13.可选的,所述支撑条上表面的两端分别设置有限位凸起,所述限位凸起的高度不大于板料的厚度。
14.通过采用上述技术方案,在限位凸起的作用下,两个凹模分板高于凸起的凹模分板,以此能够对放置在凸起凹模分板上的板料实现限位。
15.可选的,当所述紧固螺母拧紧时,所述固定销位于两个所述定位板之间的中点处,所述支撑条的长度等于两个所述定位板之间的长度。
16.通过采用上述技术方案,当支撑条平行于凹模分板的厚度方向时,支撑条能够对所有的凹模分板实现支撑,进而提高了支撑装置对凹模分板支撑的全面性。
17.可选的,所述支撑装置在所述定模板上设置有两个,两个所述支撑装置关于所述凹模分板厚度方向的中心线对称设置。
18.通过采用上述技术方案,凸起的各个凸起凹模分板同时支撑在两个支撑条上,有利于提高支撑装置对凸起凹模分板支撑的稳定性。
19.可选的,所述支撑条的两端分别设置有用于吸紧其端部对应的所述凹模分板的磁性件。
20.通过采用上述技术方案,磁性件吸紧对应的凹模分板,以此在冲压过程中,支撑条不容易意外发生转动。
21.可选的,所述磁性件为电磁铁。
22.通过采用上述技术方案,冲压过程中,电磁铁通电,电磁铁吸紧支撑条端部处的凹模分板。工人调节模具时,对电磁铁断电,暂时消除电磁铁对凹模分板的吸紧作用,进而方便操作人员调节凹模分板。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.在每个凹模分板上开设调节槽,以此调节模具时,工人先将紧固螺母拧松,然后根据抱箍的宽度,手动推动所需数量的凹模分板向上运动,最后将紧固螺母重新拧紧即可,调节过程比较简便;
25.2.工人转动支撑条,使得支撑条对凸起部分的凹模分板实现支撑,有利于减小凸起部分的凹模分板在冲压力的作用下向下运动的可能性。
附图说明
26.图1是用于体现相关技术的结构示意图;
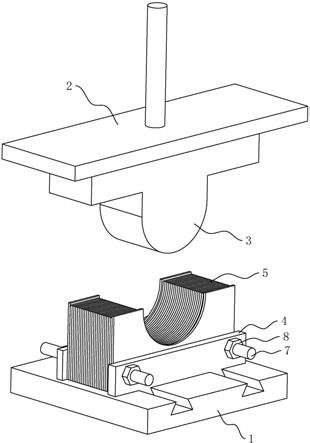
27.图2是用于体现本技术的结构示意图;
28.图3是用于体现本技术中紧固螺杆、紧固螺母、凹模分板之间连接关系的爆炸图;
29.图4是用于体现本技术中定模板、支撑条、凹模分板之间连接关系的爆炸图。
30.附图标记说明:1、定模板;101、滑移槽;2、动模板;3、冲压凸起;4、定位板;5、凹模分板;51、调节槽;6、滑移块;7、紧固螺杆;8、紧固螺母;9、抬升耳;10、固定销;11、支撑条;12、限位凸起;13、磁性件。
具体实施方式
31.以下结合附图2-4对本技术作进一步详细说明。
32.本技术实施例公开一种便于调节的多宽度抱箍冲压模具。参照图2,便于调节的多宽度抱箍冲压模具包括水平设置的定模板1和位于定模板1上的若干个凹模分板5,若干个凹模分板5沿其厚度方向排布,且相邻两个凹模分板5紧贴。
33.参照图2,定模板1上设有两个相互平行的定位板4,若干个凹模分板5均位于两个定位板4之间,一个定位板4固定连接在定模板1上。
34.定模板1上还开设有滑移槽101,滑移槽101平行于凹模分板5的厚度方向,另一个定位板4上固定连接有滑移在滑移槽101内的滑移块6,滑移槽101和滑移块6的纵截面均呈燕尾形设置。
35.两个定位板4之间滑动穿设有水平设置的紧固螺杆7,紧固螺杆7靠近定位板4的两端均设有一个,紧固螺杆7穿过每一个凹模分板5。紧固螺杆7的两端均螺纹连接有用于抵紧对应定位板4的紧固螺母8。
36.参照图2和图3,每一个凹模分板5靠近其两端的位置均竖向开有调节槽51,凹模分板5上的两个调节槽51与两个紧固螺杆7一一对应设置,紧固螺杆7从对应的调节槽51穿过。
37.用于冲压不同宽度的板材时,工人将与定模板1滑动配合定位板4对应的紧固螺母8拧松,然后手动推动板材宽度对应需要的凹模分板5向上运动,使其凸起其它的凹模分板5,最后重新拧紧紧固螺母8即可,操作方便。
38.每个凹模分板5的两端均固定连接有抬升耳9,抬升耳9的设置使得工人能够更加方便的对凹模分板5实现抬升。
39.参照图2和图3,紧固螺杆7相对凸起部分的凹模分板5的位置靠近调节槽51的槽底,因此当凸起部分的凹模分板5受竖直向下的冲压力时,即便受紧固螺母8的紧固力,也可能会向下发生移动。
40.参照图2和图4,为此定模板1上还设有用于对凸起的凹模分板5实现支撑的支撑装置,支撑装置位于两个定位板4之间,支撑装置包括竖向设置且固定连接在定模板1上表面的固定销10、转动套设在固定销10上的支撑条11。
41.工人转动支撑条11,以此支撑条11能够支撑于所有凸起部分凹模分板5的底部,进而减小了凸起部分的凹模分板5受冲压力向下运动的可能性,有利于提高板材的冲压质量。
42.参照图2和图4,当两个紧固螺母8均抵紧对应的定位板4时,固定销10位于两个定位板4之间的中点处,且支撑条11的长度等于两个定位板4之间的长度。
43.当支撑条11转动至平行于凹模分板5的厚度方向时,支撑条11能够对全部的凹模分板5实现支撑,进一步提高了支撑装置对凹模分板5支撑的全面性。
44.参照图2和图4,支撑条11上表面的两端均一体成型有限位凸起12,限位凸起12的高度不大于板材的厚度。
45.选择最靠近凸起凹模分板5的两块其余凹模分板5作为限位板,这两块其余凹模分板5在限位凸起12的作用下,能够高于凸起凹模分板5,以此对放置在凸起凹模分板5上的板材实现限位。
46.参照图2和图4,当支撑条11与凹模分板5的厚度方向不平行时,支撑条11对凸起凹模分板5的支撑处不位于支撑条11长度方向的中点,导致支撑条11对各个凹模分板5支撑的稳定性较差。
47.为此,支撑装置在定模板1上设置有两个,两个支撑装置关于凹模分板5厚度方向
的中心线对称设置。
48.各个凸起凹模分板5同时支撑在两个支撑条11上,有利于提高支撑装置对凸起凹模分板5支撑的稳定性。
49.参照图2和图4,支撑条11的两端分别嵌设有用于吸紧其端部对应的凹模分板5的磁性件13。以此减小了冲压过程中,支撑条11意外发生转动,导致个别凸起凹模分板5受冲压力向下运动的可能性。
50.参照图2和图4,磁性件13为电磁铁,以此当工人对模具进行调节时,对电磁铁实现断电,暂时消除电磁铁对凹模分板5的吸紧作用,进而方便工人调节凸起的凹模分板5。
51.本技术实施例一种便于调节的多宽度抱箍冲压模具的实施原理为:工人对调节模具时,对电磁铁实现断电,将紧固螺母8拧松,然后根据板材的宽度,选定合适数量和位置的凹模分板5向上运动,使其凸起。将电磁铁通电,电磁铁带动支撑条11转动,使其吸紧对应的凹模分板5,最后将紧固螺母8重新拧紧即可,操作简便。
52.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1