一种双传感双波长集成式焊缝跟踪传感器的制作方法
1.本实用新型涉及一种焊缝跟踪传感器。具体地,是一种高性能的双传感双波长集成式焊缝跟踪传感器。
背景技术:
2.随着工厂自动化设备的普及化及低价化,焊接作业也从传统的手工焊接,开始向半自动焊接、自动焊接发展。借助机器人的焊接工艺也在以汽车行业为主的各类领域普及,成为了焊接工序合理化的必要手段。为了实现机器人焊接的位置准确、无偏差,焊接质量一致性好,工作效率高,以及适应不同类型焊接工艺和不同工件结构变化的目标,需要在焊接过程中实时检测焊枪、电弧或熔池的中心位置,使之与接缝中心位置相吻合,并能适应工件的位置变化以及适应焊接过程产生的变形,这就是焊缝跟踪传感器所要完成的工作。
3.目前焊缝跟踪的方法分为两类:一类是传统的接触法,采用探针或直接使用汉斯与接缝接触,通过反馈判断偏差,进行调整。由于存在接触磨损,以及周期长、效率低,目前逐渐被非接触方法所取代。另一类是采用光学方法或涡流发放实现的非接触法,其中光学主镜成为主流,具体包括结构光法和视觉法两类。
4.结构光法是基于三角测量原理获取焊缝的三维信息,即在熔池前面一定距离的焊缝上投射线结构光,相机获取被焊缝坡口的激光条纹图像,经过图像处理后获取焊缝的特征参数,结合相机成像参数便可得到焊缝的中心位置。结构光法以其精度高、灵敏性好、信息量丰富和适应范围广等优点,在种类众多的焊缝跟踪传感器中占有越来越大的比例,被广泛地应用于各种焊接工艺中。但是,这种线结构光检测方法也存在自身的缺陷与不足:其一,现有的结构光视觉传感器的检测位置与实际焊接位置存在一定距离,当行走轨道与焊缝轨迹之间存在偏角或轨道安放面不平整时,容易造成焊炬的导前误差。其二:对于间隙很小的对焊焊缝以及紧密对接无坡口焊缝,这种线结构光几乎没有变形,此时这种方法几乎完全失效。为消除该类误差,一部分研究工作着采用减少结构光与熔池之间的距离,但是这样会增加弧光干扰,后期图像处理复杂,稳定性较差、效果不佳。另一部分研究者采用高动态相机直接对熔池及其前区焊缝成像,但成本较高、且在高速焊中能获取的焊缝较短,难以及时计算出偏离量并引导焊枪运动。例如,南昌大学提出一种双线结构光传感方式,通过对焊缝的两个不同位置进行检测,获得焊缝轨迹走向继而求得焊接位置处的焊缝偏差,从而可以减小导前误差。但是,这种方法的系统组成复杂、成本高、体积大,并不实用。特别是两个线激光的距离比较近,由此产生的偏差过大,实际效果并不理想。
5.视觉方法的原理是通过获取焊缝区域的图像,通过处理提取焊缝中心特征信息。视觉传感器获取的信息量大,特别是对于间隙很小的对焊焊缝以及紧密对接无坡口焊缝具有独特的优势。例如,广东工业大学通过使用双靶面成像装置对焊缝以及熔池进行成像,对焊缝图像以及熔池图像进行图像处理操作,得出焊缝中心坐标和熔池中心坐标,利用熔池中心坐标对焊枪焊接进行纠偏。但是,视觉方法容易受到焊接飞溅、烟尘、蒸汽、电弧闪烁以及工件的铁锈、划痕、记号和氧化皮的影响,而且视觉传感器技术的成本高,难以应用于普
通的焊接生产。此外,由于熔池本身不会剧烈,而且熔池处的焊缝已经完全融化,焊缝信息基本被淹没,因此很难从熔池图像上准确获取焊缝位置信息及特征。
6.因此,对于目前已有的单一技术手段,无论是结构光法还是视觉方法,都不能完全满足焊缝实施跟踪的要求。唯一可行的技术路径,是采用多种原理、多个传感器来获取更多维度的信息。例如,广东广业大学提出一种“双目视觉焊缝跟踪方法及跟踪系统”,采用结构光相机拍摄焊缝区域图像、采用熔池相机拍摄熔池图像,分别进行处理后获得焊缝位置,并对焊枪或激光头进行纠偏。上海交通大学提出一种“基于主被动视觉的机器人焊缝跟踪与熔池监控传感器”,采用ccd和cmos两个摄像机和一字线型激光器,融合主被动视觉的特点,利用双目视觉可同时具备焊缝跟踪和熔池监控功能。新疆威奥科技股份有限公司提出一种“基于双摄像头图像复合的激光焊缝跟踪传感器”,采用主辅两个摄像头瞄准焊缝区域进行检测,可以克服传统的单线结构光方法不能适应对接无间隙焊缝的弊端。广西安博特智能科技有限公司提出一种“双目视觉示教及结构光焊缝跟踪视觉传感器”,在传感器腔体内的中间由前往后依次布置有一字线激光器和板级相机,在一字线激光器的两侧布置有两个工业相机,同时采用线结构光方法和双目立体视觉方法两种原理进行检测。湘潭大学提出一种“三目全位姿波纹板智能焊缝跟踪传感器”,包括一套双目双向自适应扫描阵列视觉传感器、一个面阵ccd智能视觉系统、一个加速度传感器和一个陀螺仪等,可实现焊缝全位姿检测。
7.但是,目前上述的几种方法都是采用两个或更多的相机分别进行获取焊缝或者熔池的图像,通过分别处理得出焊缝位置信息并进行纠偏。其缺点是系统组成复杂、费用高、占用空间大,不便于焊接机器人集成应用。特别是,两个或多个相机之间不可避免地存在同步误差,在高速动态焊接过程中以及强烈的振动、飞溅、烟雾等动态干扰情况下,异步采样将不可避免地导致测量误差,从而使得实际的跟踪效果大打折扣。
技术实现要素:
8.本实用新型针对现有光学式焊缝跟踪传感器存在的缺陷与不足,提出一种双传感双波长集成式焊缝跟踪传感器:同时采用结构光与单目视觉两种原理对焊缝位置进行检测,结构光传感器可以获得准确的焊缝位置信息,视觉传感器可以获得焊缝的偏角,由此可以对导前误差进行实时修正。与此同时,两种传感器的工作波长并不相同,分别处于电弧光谱偏弱的两个不同区域,一个为红光、另一个为蓝光;相应地窄带滤光片也为双带通形式,仅允许这两种波长的光线通过;并且两种传感器不分前后顺序、同时工作,采用彩色相机只需获取一副图像,通过rbg分量处理就可以同步获取激光条纹信息与焊缝区域图像信息,从原理上彻底摆脱了先后异步采样带来的所有问题。此外,两种原理的传感器共用一套镜头与相机,不仅可以大幅度简化系统组成、降低成本、缩小传感器体积、便于应用集成,而且同一套共用镜头与相机也有利于提高两个传感器检测的同步性与一致性,抗干扰能力更强,实际效果显著提升。
9.本实用新型是通过以下技术方案实现的:
10.本实用新型的双波长集成式焊缝跟踪传感器的特殊之处在于,所述的传感器包括线激光器、面光源、滤光片、反射镜、镜头、相机、外壳、插座、电缆、控制器等几个部分,其中:
11.所述的线激光器为工业级半导体线激光器,位于传感器内部下端的一侧,垂直向
下投射线激光,该线激光与工件表面及焊缝垂直,用于呈现焊缝的垂直截面轮廓;线激光器的中心波长应远离电弧的光谱峰值区域,为红光或者蓝光;
12.所述的面光源为工业级单色led投光灯,其中心波长应远离电弧的光谱峰值区域,但是必须与线激光器的中心波长并不一致,为蓝光或者红光;面光源位于传感器下端的中间位置,垂直向下投射单色照明光,用于照亮焊缝区域;
13.所述的滤光片为双带通窄带滤光片,其两个中心波长应该分别与线激光器的中心波长和面光源的中心波长一致,其带宽应该分别覆盖线激光器与面光源的波长范围;滤光片位于传感器的底端,用于滤除其他干扰光线;
14.所述的反射镜为平面镀铝反射镜,位于传感器内部底端的另一侧,用于将焊缝区域的图像投向镜头,形成折返光路,用于减小传感器的横向尺寸;反射镜的姿态为垂直布置,有利于减小传感器的横向尺寸;
15.所述的镜头为工业级镜头,安装于相机之上并面向反射镜,负责将反射镜反射的焊缝区域的图像成像到相机的像面之上;
16.所述的相机为工业级彩色面阵相机,可输出rgb分量,其位于传感器内部的上端,负责将焊缝区域的彩色图像转变为rgb数字信号;
17.所述的外壳为高导电性、高散热性的金属材料制成,用于支撑和固定所有的内部元器件,并进行可靠的保护和屏蔽作用;
18.所述的插座为高可靠高寿命工业级插座,内部与线激光器、面光源和相机相连;
19.所述的电缆为高可靠带屏蔽双绞线电缆,用于将插座与控制器相连,为传感器提供电源并发送控制指令,同时传输传感器获得的图像信号到控制器;
20.所述的控制器为微型工业控制计算机,负责向传感器发送控制指令,控制线激光器与面光源的打开与关闭;同时对来自传感器的彩色图像信号进行rgb分量处理,剔除电弧集中分布的g分量,保留激光条纹和焊缝区域所在的r分量与b分量;通过单独的数据处理,可以同步获得焊缝位置信息与偏角信息;利用偏角信息对导前误差进行补偿与修正,最终实现焊缝在线准确纠偏。
21.本实用新型的双传感双波长集成式焊缝跟踪传感器的工作过程如下:在控制器的统一控制下,同时打开线激光器与面光源,分别向焊缝发出线激光并照亮焊缝区域表面,相机获取彩色图像,并传输至控制器;剔除电弧集中分布的g分量,保留激光条纹和焊缝区域所在的r分量与b分量;分别对彩色图像信号的r分量与b分量进行处理,可以同步获得焊缝位置信息与偏角信息;利用偏角信息对导前误差进行补偿与修正,最终实现焊缝在线准确纠偏。
22.附图说明:
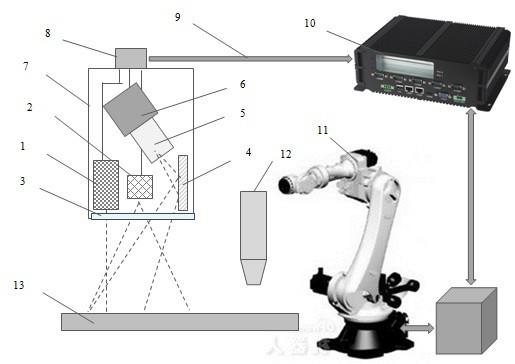
23.图1是本实用新型的双传感双波长集成式焊缝跟踪传感器组成示意图;
24.图2为本实用新型的双带通窄带滤光片的光谱特性曲线示意图;
25.图3为本实用新型的彩色相机的光谱特性曲线示意图;
26.图4是本实用新型的焊缝定位算法原理示意图;
27.图5是本实用新型的焊缝测角算法原理示意图;
28.图6是本实用新型的焊缝位置补偿修正算法原理示意图;
29.图中,1-线激光器,2-面光源,3-滤光片,4-反射片,5-镜头,6-相机,7-外壳,8-插
座,9-电缆,10-控制器,11-机器人,12-焊枪,13-工件。
具体实施方式
30.下面结合附图对本实用新型的实施例作详细说明,本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
31.本实用新型的双传感双波长集成式焊缝跟踪传感器的特殊之处在于,所述的传感器包括线激光器1、面光源2、滤光片3、反射镜4、镜头5、相机6、外壳7、插座8、电缆9、控制器10等几个部分,如图1所示,其中:
32.所述的线激光器1为工业级半导体线激光器,位于传感器内部下端的一侧,垂直向下投射线激光,该线激光与工件13的表面及焊缝垂直,用于呈现焊缝的垂直截面轮廓;线激光器的中心波长应远离电弧的光谱峰值区域,例如可以选择650nm的红光;
33.所述的面光源2为工业级单色led投光灯,其中心波长应远离电弧的光谱峰值区域,但是必须与线激光器1的中心波长并不一致,例如可以选择460nm的蓝光;面光源2位于传感器下端的中间位置,垂直向下投射单色照明光,用于照亮焊缝区域;
34.所述的滤光片3为双带通窄带滤光片,如图2所示;滤光片3的两个中心波长应该分别与线激光器1的中心波长和面光源2的中心波长一致,例如分别为650nm和460nm;滤光片3的带宽应该分别覆盖线激光器1与面光源2的波长范围,假设线激光器1的波长波动范围为
±
5nm,面光源2的波长范围为
±
10nm,则滤光片的带宽应分别为
±
5nm和
±
10nm;滤光片3位于传感器的底端,用于滤除其他干扰光线;
35.所述的反射镜4为平面镀铝反射镜,位于传感器内部底端的另一侧,用于将焊缝区域的图像投向镜头5,形成折返光路,用于减小传感器的横向尺寸;反射镜4的姿态为垂直布置,有利于减小传感器的横向尺寸;
36.所述的镜头5为工业级镜头,安装于相机6之上并面向反射镜4,负责将反射镜4反射的焊缝区域的图像成像到相机6的像面之上;
37.所述的相机6为工业级面阵彩色相机,可以输出rgb分量,其光谱特性曲线如图3所示;相机6位于传感器内部的上端,负责将焊缝区域的彩色图像转变为rgb数字信号;
38.所述的外壳7为高导电性、高散热性的金属材料制成,例如不锈钢、铝合金、黄铜等,用于支撑和固定所有的内部元器件,并进行可靠的保护和屏蔽作用;
39.所述的插座8为高可靠高寿命工业级插座,内部与线激光器1、面光源2和相机6相连;
40.所述的电缆9为高可靠带屏蔽双绞线电缆,用于将插座8与控制器10相连,为传感器提供电源并发送控制指令,同时传输传感器获得的图像信号到控制器10;
41.所述的控制器10为微型工业控制计算机,负责向传感器发送控制指令,同时对来自传感器的彩色图像信号进行rgb分量处理,剔除电弧集中分布的g分量,保留激光条纹和焊缝区域所在的r分量与b分量;通过单独的数据处理,可以同步获得焊缝位置信息与偏角信息;利用偏角信息对导前误差进行补偿与修正,最终实现焊缝在线准确纠偏。
42.本实用新型的双波长集成式焊缝跟踪传感器的工作过程如下:在控制器10的统一控制下,同时打开线激光器1与面光源2,分别向焊缝发出线激光并照亮焊缝区域表面,相机
6获取彩色图像,并传输至控制器10;剔除电弧集中分布的g分量,保留激光条纹和焊缝区域所在的r分量与b分量;分别对彩色图像信号的r分量与b分量进行处理,可以同步获得焊缝位置信息与偏角信息;利用偏角信息对导前误差进行补偿与修正,最终实现焊缝在线准确纠偏。
43.与现有技术相比,本实用新型的双传感双波长集成式焊缝跟踪传感器及纠偏方法的有益效果是:
44.(1)本实用新型的焊缝跟踪传感器同时采用线结构光和单目视觉两种原理进行焊缝检测与跟踪,充分发挥两种方法的优势,弥补两种方法的不足,起到了扬长避短的作用和效果;
45.(2)本实用新型的焊缝跟踪传感器采用单目视觉方法可以实时获取焊缝的偏角信息,并据此对由此产生的导前误差进行补偿与修正,有效克服了传统的线结构光方法的缺陷与不足,效果十分显著;
46.(3)本实用新型的焊缝跟踪传感器采用两种不同的波长分别用于线结构光与单目视觉传感器,辅以双带通窄带滤光片和彩色工业相机,通过分别处理r分量与b分量来处理激光条纹与焊缝区域图像,进而可以同步获得焊缝位置与票交两个信息,从原理上彻底摆脱了先后异步采样带来的所有问题,其可靠性、抗干扰能力呈现大幅度实质性进步;
47.(4)本实用新型的焊缝跟踪传感器的两种测量手段可以共用一套镜头与相机,不仅可以大幅度简化系统组成、降低成本、缩小传感器体积、便于应用集成。
48.由此可见,本实用新型的技术方案相比于传统的单线结构光方法与单视觉方法的焊缝跟踪传感器而言,具有非常突出的优势与实质性进步。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1