一种针管装滤芯线体的制作方法
1.本实用新型涉及针管生产技术领域,具体为一种针管装滤芯线体。
背景技术:
2.在很多产品的生产过程中,需要对管件或者针管中装滤芯,如口罩、净化器等。因为管件尺寸较小,滤芯尺寸也较小,通过人工组装的方式,效率低下,且人工装滤芯后,需要将针管整齐的排放在料盘中,需要再通过人工或者检测设备对产品检测,检测合格后,将料盘放置到塑料盒中,并贴上密封纸。于是需要一种自动化设备或者线体,以满足上述功能。
技术实现要素:
3.本实用新型所解决的技术问题在于提供一种针管装滤芯线体及方法,以解决上述背景技术中提出问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种针管装滤芯线体,包括传输装置、沿所述传输装置依次设置的针管上料装置、滤芯上料装置、装滤芯装置、滤芯压装检测装置、装盒装置、料盒供料装置、密封纸供料装置以及密封纸吸取下压装置。
6.进一步的是,所述针管上料装置包括第一上料传输机构、将所述第一上料传输机构的产品搬运至所述传输装置的第一上料搬运机构;所述第一上料搬运机构包括第一x轴模组、与所述第一x轴模组滑动配合的第一安装架、设置于所述第一安装架上的第一夹爪气缸、设置于所述第一夹爪气缸输出端的第一上料夹爪以及设置于所述第一安装架顶部驱动所述第一夹爪气缸升降的第一z轴气缸;所述第一上料夹爪的内侧壁上分别设置有第一限位槽。
7.进一步的是,所述滤芯上料装置包括上料振动盘、设置于所述上料振动盘出口处的出料导槽、设置于所述出料导槽处的直振机构以及设置于所述出料导槽上方的盖板。
8.进一步的是,所述装滤芯装置包括第二x轴模组、与所述第二x轴模组相连的第二y轴模组、与所述第二y轴模组相连的取滤芯升降气缸、设置于所述取滤芯升降气缸底部的取滤芯升降板、设置于所述取滤芯升降板底部的若干取滤芯吸嘴,若干所述取滤芯吸嘴的间距可调。
9.进一步的是,所述滤芯压装检测装置包括第二安装架、设置于所述第二安装架下方的第二压板、设置于所述第二压板上的若干压柱、设置于所述第二安装架上驱动所述第二压板升降的滤芯压装气缸、设置于所述第二压板后侧的定位压板、驱动所述定位压板升降的第二定位气缸、设置于所述滤芯压装气缸后侧的安装杆、设置于所述安装杆上的ccd检测相机。
10.进一步的是,所述装盒装置包括装盒x轴模组、与所述装盒x轴模组滑动配合的装盒安装架、设置于所述装盒安装架上的装盒夹爪气缸、设置于所述装盒夹爪气缸输出端的装盒上料夹爪以及设置于所述装盒安装架顶部驱动所述装盒夹爪气缸升降的装盒z轴气
缸;所述装盒上料夹爪的内侧壁上分别设置有装盒限位槽。
11.进一步的是,所述料盒供料装置包括设置于所述传输装置处的第三安装架、设置于所述第三安装架上的第三y轴模组、设置于所述第三y轴模组上的承载架、设置于所述承载架上两侧的托板、驱动所述托板进退的托持气缸、设置于所述第三安装架上的光电传感器、设置于所述承载架底部的托盘以及驱动所述托盘升降的料盒上料气缸。
12.进一步的是,所述密封纸供料装置包括密封纸传输带、设置于所述密封纸传输带输入端的密封纸供料机构。
13.进一步的是,所述密封纸吸取下压装置包括设置于所述传输装置上方的吸附下压机构和设置于所述传输机构下方的下压顶升机构;所述吸附下压机构包括吸附支撑架、设置于所述吸附支撑架上的吸附y轴模组、与所述吸附y轴模组相连的吸附安装架、通过多个导向柱与所述吸附安装架相连的吸附升降板、设置于所述吸附升降板底部的密封纸吸嘴、设置于所述吸附安装架上驱动所述吸附升降板升降的吸附升降气缸。
14.一种针管装滤芯方法,包括上任意一项所述的针管装滤芯线体,所述方法包括以下步骤:
15.针管上料装置将承载有多个针管的料盘上料至传输装置;
16.滤芯上料装置将滤芯上料;
17.装滤芯装置将多个滤芯取料并放置到料盘上的针管中;
18.滤芯压装检测装置将滤芯压装到针管中,并进行检测;
19.料盒供料装置将料盒上料;
20.装盒装置将压装滤芯后的针管及料盘搬运至料盒中;
21.密封纸供料装置将密封纸上料;
22.密封纸吸取下压装置将密封纸吸附放置到料盒上,并下压将密封纸压合到料盒上。
23.本实用新型的有益效果是:所述针管上料装置将承载有多个针管的料盘上料至传输装置1,所述滤芯上料装置将滤芯上料,所述装滤芯装置将多个滤芯取料并放置到料盘上的针管中,所述滤芯压装检测装置将滤芯压装到针管中,并进行检测,所述料盒供料装置将料盒上料,所述装盒装置将压装滤芯后的针管及料盘搬运至料盒中,所述密封纸供料装置将密封纸上料,所述密封纸吸取下压装置将密封纸吸附放置到料盒上,并下压将密封纸压合到料盒上,集针管、滤芯的自动化上料,自动化滤芯压装,并将产品放置到料盒中,再进行密封纸吸取并压装到料盒与一体,自动化程度高。
附图说明
24.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
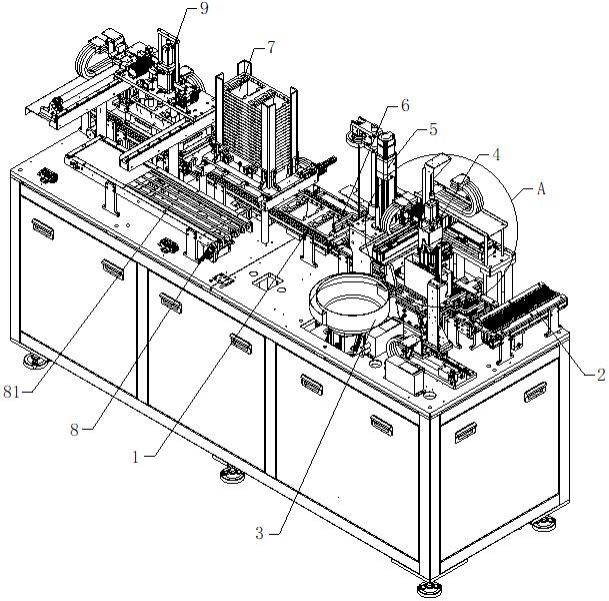
25.图1为本实用新型的针管装滤芯线体的结构图;
26.图2为图1中a处的局部放大图;
27.图3为本实用新型的针管装滤芯线体的第一上料搬运机构的示意图;
28.图4为本实用新型的针管装滤芯线体的滤芯上料装置的示意图;
29.图5为本实用新型的针管装滤芯线体的滤芯压装检测装置的示意图;
30.图6为本实用新型的针管装滤芯线体的料盒供料装置的示意图;
31.图7为本实用新型的针管装滤芯线体的密封纸吸取下压装置的示意图;
32.图中标记为:
33.传输装置1,
34.针管上料装置2,第一上料传输机构21,
35.第一上料搬运机构22,第一x轴模组221,第一安装架222,第一夹爪气缸223,第一上料夹爪224,第一z轴气缸225,第一限位槽226,
36.滤芯上料装置3,上料振动盘31,出料导槽32,直振机构33,盖板34,
37.装滤芯装置4,第二x轴模组41,第二y轴模组42,取滤芯升降气缸43,取滤芯升降板44,取滤芯吸嘴45,
38.滤芯压装检测装置5,第二安装架51,第二压板52,压柱53,滤芯压装气缸54,定位压板55,第二定位气缸56,安装杆57,ccd检测相机58,
39.装盒装置6,
40.料盒供料装置7,第三安装架71,y轴模组72,承载架73,托持气缸75,光电传感器74,
41.密封纸供料装置8,密封纸传输带81,
42.密封纸吸取下压装置9,吸附支撑架91,吸附y轴模组92,吸附安装架93,导向柱94,吸附升降板95,密封纸吸嘴96,吸附升降气缸97。
具体实施方式
43.以下结合具体实施例对上述方案做进一步说明。应理解,这些实施例是用于说明本实用新型而不限于限制本实用新型的范围。实施例中采用的实施条件可以根据具体厂家的条件做进一步调整,未注明的实施条件通常为常规实验中的条件。
44.请参阅图1至图7,本实用新型提供一种针管装滤芯线体,包括传输装置1、沿所述传输装置1依次设置的针管上料装置2、滤芯上料装置3、装滤芯装置4、滤芯压装检测装置5、装盒装置6、料盒供料装置7、密封纸供料装置8以及密封纸吸取下压装置9。所述针管上料装置2将承载有多个针管的料盘上料至传输装置1,所述滤芯上料装置3将滤芯上料,所述装滤芯装置4将多个滤芯取料并放置到料盘上的针管中,所述滤芯压装检测装置5将滤芯压装到针管中,并进行检测,所述料盒供料装置7将料盒上料,所述装盒装置6将压装滤芯后的针管及料盘搬运至料盒中,所述密封纸供料装置8将密封纸上料,所述密封纸吸取下压装置9将密封纸吸附放置到料盒上,并下压将密封纸压合到料盒上,集针管、滤芯的自动化上料,自动化滤芯压装,并将产品放置到料盒中,再进行密封纸吸取并压装到料盒与一体,自动化程度高。
45.所述针管上料装置2包括第一上料传输机构21、将所述第一上料传输机构21的产品搬运至所述传输装置1的第一上料搬运机构22;所述第一上料搬运机构22包括第一x轴模组221、与所述第一x轴模组221滑动配合的第一安装架 222、设置于所述第一安装架222上的第一夹爪气缸223、设置于所述第一夹爪气缸223输出端的第一上料夹爪224以及设置于
所述第一安装架222顶部驱动所述第一夹爪气缸223升降的第一z轴气缸225;所述第一上料夹爪224的内侧壁上分别设置有第一限位槽226。所述第一上料传输机构21将针管传输上料,所述第一上料搬运机构22将产品搬运到所述传输装置1上;具体的,所述第一 z轴气缸225驱动所述第一夹爪气缸223下降,所述第一上料夹爪224将放置有若干针管的料盘夹持,所述第一限位槽226可以牢固将料盘卡持,防止料盘脱落;所述第一x轴模组221驱动所述第一上料夹爪224及料盘移动,将料盘搬运至所述传输装置1上。
46.所述滤芯上料装置3包括上料振动盘31、设置于所述上料振动盘31出口处的出料导槽32、设置于所述出料导槽32处的直振机构33以及设置于所述出料导槽32上方的盖板34。所述直振机构33驱动所述出料导槽32振动,确保滤芯振动至竖直位置,然后行前传输,所述盖板34起到限位的作用,防止产品弹出或者倾倒。
47.所述装滤芯装置4包括第二x轴模组41、与所述第二x轴模组41相连的第二y轴模组42、与所述第二y轴模组42相连的取滤芯升降气缸43、设置于所述取滤芯升降气缸43底部的取滤芯升降板44、设置于所述取滤芯升降板44 底部的若干取滤芯吸嘴45,若干所述取滤芯吸嘴45的间距可调。若干所述取滤芯吸嘴45将所述出料导槽32处的若干滤芯吸取,然后所述第二x轴模组41及所述第二y轴模组42驱动,移动至针管上方定位后,再将若干所述滤芯放置到针管中;若干所述取滤芯吸嘴45之间可以是现有技术中的调节机构,如机械结构手动调节或者通过气缸等自动调节的结构,这样,可以满足不同规格滤芯的吸取需求。
48.所述滤芯压装检测装置5包括第二安装架51、设置于所述第二安装架51 下方的第二压板52、设置于所述第二压板52上的若干压柱53、设置于所述第二安装架51上驱动所述第二压板52升降的滤芯压装气缸54、设置于所述第二压板52后侧的定位压板55、驱动所述定位压板55升降的第二定位气缸56、设置于所述滤芯压装气缸54后侧的安装杆57、设置于所述安装杆57上的ccd 检测相机58。所述滤芯压装气缸54驱动所述第二压板52、若干压柱53下降,若干所述压柱53分别对滤芯进行压装,将各个滤芯分贝压装至对应的针管中;压装完成后,所述ccd检测相机58检测各个针管中是否有滤芯,及滤芯是否压装到位。
49.所述装盒装置6的结构和所述第一上料搬运机构22的结构相同,所述装盒装置6包括装盒x轴模组、与所述装盒x轴模组滑动配合的装盒安装架、设置于所述装盒安装架上的装盒夹爪气缸、设置于所述装盒夹爪气缸输出端的装盒上料夹爪以及设置于所述装盒安装架顶部驱动所述装盒夹爪气缸升降的装盒z 轴气缸;所述装盒上料夹爪的内侧壁上分别设置有装盒限位槽。该装盒装置6 用于将所述料盒供料装置7的料盒搬运至所述传输装置1上,便于将料盘装入料盒中。
50.所述料盒供料装置7包括设置于所述传输装置1处的第三安装架71、设置于所述第三安装架71上的第三y轴模组72、设置于所述第三y轴模组72上的承载架73、设置于所述承载架73上两侧的托板、驱动所述托板进退的托持气缸 75、设置于所述第三安装架71上的光电传感器74、设置于所述承载架73底部的托盘(未图示)以及驱动所述托盘升降的料盒上料气缸(未图示)。所述托持气缸75驱动所述托板前进,将料盒承载托持,需要将料盒上料时候,所述料盒上料气缸驱动所述托盘上升,将料盒承载后,同时所述托持气缸75托持气缸 75驱动所述托板缩回,所述料盒上料气缸驱动所述托盘下降一个料盒的高度,然后所述托持气缸75驱动所述托板前进,将剩余料盒承载托持,所述料盒上料气缸驱动所述托盘下降至所述传输装置1上,即实现了一次将一个料盒上料。
51.所述密封纸供料装置8包括密封纸传输带81、设置于所述密封纸传输带81 输入端的密封纸供料机构(未图示)。密封纸供料机构为现有技术的密封纸供料机构,可以是类似标签上料的飞达,也可以是一叠密封纸进行吸附上料,通过毛刷等阻挡,确保每次只吸附一张密封纸至所述密封纸传输带81上,在此不做详细说明。
52.所述密封纸吸取下压装置9包括设置于所述传输装置1上方的吸附下压机构(未标注)和设置于所述传输机构下方的下压顶升机构(未图示);所述吸附下压机构包括吸附支撑架91、设置于所述吸附支撑架91上的吸附y轴模组 92、与所述吸附y轴模组92相连的吸附安装架93、通过多个导向柱94与所述吸附安装架93相连的吸附升降板95、设置于所述吸附升降板95底部的密封纸吸嘴96、设置于所述吸附安装架93上驱动所述吸附升降板95升降的吸附升降气缸97。所述吸附升降气缸97驱动所述吸附升降板95下降,将所述密封纸传输带输81上的密封纸吸附后,所述吸附y轴模组92驱动所述吸附升降气缸97 及,密封纸移动到所述传输装置1上的料盒上,然后下降将密封纸放置到料盒上并压合,将密封纸压装到料盒上。
53.一种针管装滤芯方法,包括上任意一项所述的针管装滤芯线体,所述方法包括以下步骤:
54.针管上料装置2将承载有多个针管的料盘上料至传输装置1;
55.滤芯上料装置3将滤芯上料;
56.装滤芯装置4将多个滤芯取料并放置到料盘上的针管中;
57.滤芯压装检测装置5将滤芯压装到针管中,并进行检测;
58.料盒供料装置7将料盒上料;
59.装盒装置6将压装滤芯后的针管及料盘搬运至料盒中;
60.密封纸供料装置8将密封纸上料;
61.密封纸吸取下压装置9将密封纸吸附放置到料盒上,并下压将密封纸压合到料盒上。
62.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
63.上述实例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人是能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所做的等效变换或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1