一种开卷机的上料装置的制作方法
1.本实用新型涉及开卷机,特别涉及一种开卷机的上料装置。
背景技术:
2.冷轧生产线清洗机组头部开卷机需要适应两种内径(509mm/610mm)的钢卷,对于钢卷内径与开卷机筒件不适配时,需要在筒件上套接开卷胶套。正常情况下上料装置托着开卷胶套移动直接套到开卷机筒件上。但是,当更换备件后,采用开卷胶套新品时,开卷胶套内孔表面的粗糙度较大,导致开卷胶套内孔与筒件外表面之间摩擦力较大,上料装置无法安装或拆卸开卷胶套,极大延长停机时间,严重影响机组产量。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种开卷机的上料装置,缩短更换胶套时间,压缩清洗机组停机时间。
4.为实现上述目的,本实用新型采用以下技术方案实现:
5.一种开卷机的上料装置,包括上料小车本体,上料小车本体上设有v形槽口一,上料小车本体的一端的端面上设有轴孔,轴孔内固定连接短轴,短轴上设有能够旋转活动的辅助板,辅助板上设有轴盖,辅助板通过紧固螺栓与上料小车本体连接,辅助板的一端设有v形槽口二,当辅助板的v形槽口二向上安装时,辅助板的顶面低于上料小车本体的顶面,且v形槽口一和v形槽口二重合,当辅助板的v形槽口二向下安装时,辅助板的顶面高于上料小车本体的顶面。
6.所述的辅助板通过轴承与短轴连接。
7.所述的紧固螺栓为短轴中心对称布置。
8.与现有的技术相比,本实用新型的有益效果是:
9.本实用新型使更换开卷胶套的时间大大缩短,压缩清洗机组停机时间。提升了清洗机组的小时产量。
附图说明
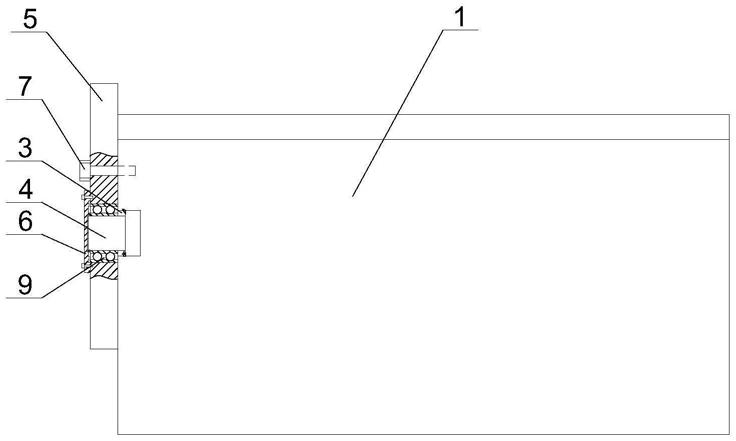
10.图1为本实用新型的结构示意图。
11.图2为辅助板的v形槽口二向下安装示意图。
12.图3为为辅助板的v形槽口二向上安装示意图。
13.图中:上料小车本体1、v形槽口一2、轴孔3、短轴4、辅助板5、轴盖6、
14.紧固螺栓7、v形槽口二8、轴承9。
具体实施方式
15.下面结合附图对本实用新型的具体实施方式进一步说明:
16.如图1-图3,一种开卷机的上料装置,包括上料小车本体1,上料小车本体1上设有v
形槽口一2,上料小车本体1的一端的端面上设有轴孔3,轴孔3内固定连接短轴4,短轴4上设有能够旋转活动的辅助板5,辅助板5上设有轴盖6,辅助板5通过紧固螺栓7与上料小车本体1连接,辅助板5的一端设有v形槽口二8,当辅助板5的v形槽口二8向上安装时,辅助板的顶面低于上料小车本体的顶面,且v形槽口一和v形槽口二重合,当辅助板5的v形槽口二8向下安装时,辅助板5的顶面高于上料小车本体1的顶面。
17.所述的辅助板5通过轴承9与短轴4连接。
18.所述的紧固螺栓7为短轴中心对称布置。
19.在安装开卷胶套过程中,将辅助板5的v形槽口二8向下安装,辅助板5顶在开卷胶套外侧,助推开卷胶套装入筒件。在卸除开卷胶套过程中,辅助板顶在开卷胶套内侧,辅助胶套脱离筒件。采用辅助板5辅助开卷胶套的装入或拆卸,缩短了更换时间。
20.以上实用新型,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行改进与修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种开卷机的上料装置,其特征在于,包括上料小车本体,上料小车本体上设有v形槽口一,上料小车本体的一端的端面上设有轴孔,轴孔内固定连接短轴,短轴上设有能够旋转活动的辅助板,辅助板上设有轴盖,辅助板通过紧固螺栓与上料小车本体连接,辅助板的一端设有v形槽口二,当辅助板的v形槽口二向上安装时,辅助板的顶面低于上料小车本体的顶面,且v形槽口一和v形槽口二重合,当辅助板的v形槽口二向下安装时,辅助板的顶面高于上料小车本体的顶面。2.根据权利要求1所述的一种开卷机的上料装置,其特征在于,所述的辅助板通过轴承与短轴连接。3.根据权利要求1所述的一种开卷机的上料装置,其特征在于,所述的紧固螺栓为短轴中心对称布置。
技术总结
本实用新型涉及一种开卷机的上料装置,包括上料小车本体,上料小车本体上设有V形槽口一,上料小车本体的一端的端面上设有轴孔,轴孔内固定连接短轴,短轴上设有能够旋转活动的辅助板,辅助板上设有轴盖,辅助板通过紧固螺栓与上料小车本体连接,辅助板的一端设有V形槽口二,当辅助板的V形槽口二向上安装时,辅助板的顶面低于上料小车本体的顶面,且V形槽口一和V形槽口二重合,当辅助板的V形槽口二向下安装时,辅助板的顶面高于上料小车本体的顶面。本实用新型使更换开卷胶套的时间大大缩短,压缩清洗机组停机时间。提升了清洗机组的小时产量。小时产量。小时产量。
技术研发人员:英钲艳 张福义 孙铁旺 李忠华
受保护的技术使用者:鞍钢股份有限公司
技术研发日:2021.10.29
技术公布日:2022/5/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1