自动拔胶塞装置的制作方法
1.本实用新型涉及空调设备制造领域,尤其涉及一种自动拔胶塞装置。
背景技术:
2.现有空调压缩机封堵胶塞多采用人工手动拔除,由于每一台空调压缩机封堵胶塞有2件,现多采用人工手动拔除,不但需要人工且拔除时间长和效率低,人工成本较大,手动拔除也是不耐之举,故无法满足现有的生产需要。
3.为解决上述问题,有必要提供一种自动拔胶塞装置。
技术实现要素:
4.本实用新型的目的在于提供一种自动化程度高和减少人工成本的自动拔胶塞装置。
5.为了实现上述目的,本实用新型提供的自动拔胶塞装置包括机架和安装于所述机架的第一定位机构、第二定位机构、拔塞装置和回收装置,所述机架内设有拔塞工位,所述第一定位机构与所述第二定位机构呈对称地设于所述拔塞工位的两侧,所述第一定位机构与所述第二定位机构共同对所述拔塞工位的工件进行定位,所述拔塞装置可移动地设于所述机架且位于所述拔塞工位的上方,所述拔塞装置用于拔除工件上的胶塞并放置于所述回收装置。
6.较佳地,所述第一定位机构包括第一驱动装置和第一推动件,所述第一驱动装置安装于所述机架,所述第一推动件安装于所述第一驱动装置的输出端,所述第一推动件在所述第一驱动装置的驱动下移动。
7.具体地,所述第一推动件与所述机架之间设有导向组件。
8.较佳地,所述第二定位机构包括第二驱动装置和第二推动件,所述第二驱动装置安装于所述机架,所述第二推动件安装于所述第二驱动装置的输出端,所述第二推动件在所述第二驱动装置的驱动下移动。
9.较佳地,所述的自动拔胶塞装置还包括设于所述拔塞工位的输送装置,所述输送装置包括第一竖滚筒输送机构和第二竖滚筒输送机构,所述第一竖滚筒输送机构和第二竖滚筒输送机构呈相对地设置于所述拔塞工位的两侧,借由所述第一竖滚筒输送机构和第二竖滚筒输送机构的滚动带动工件移动。
10.较佳地,所述拔塞装置包括移动驱动装置和机械夹爪,所述移动驱动装置安装于所述机架,所述机械夹爪安装于所述移动驱动装置的输出端,所述机械夹爪在所述移动驱动装置的驱动下移动。
11.具体地,所述移动驱动装置为三轴移动驱动装置。
12.具体地,所述机械夹爪设置为至少两组。
13.较佳地,所述回收装置包括回收导向通道,所述回收导向通道包括导向漏斗、直管和导向斜管,所述直管安装于所述机架,所述直管的上端与所述导向漏斗的输出端连接,所
述直管的下端与所述导向斜管的输入端连接。
14.具体地,所述回收装置还包括回收承载箱,所述导向斜管的输出端正对所述回收承载箱。
15.与现有技术相比,本实用新型的自动拔胶塞装置通过将机架、第一定位机构、第二定位机构、拔塞装置和回收装置等结合在一起,机架内设有拔塞工位,拔塞工位用于放置待拔塞的工件,第一定位机构与第二定位机构呈对称地设于拔塞工位的两侧,第一定位机构与第二定位机构共同对拔塞工位的工件进行定位,以确保后续拔塞装置拔塞动作的精确度,拔塞装置可移动地设于机架且位于拔塞工位的上方,拔塞装置用于拔除工件上的胶塞并放置于回收装置,从而实现自动化拔塞以及塞子回收等工序。本实用新型的自动拔胶塞装置具有自动化程度高和减少人工成本等优点。
附图说明
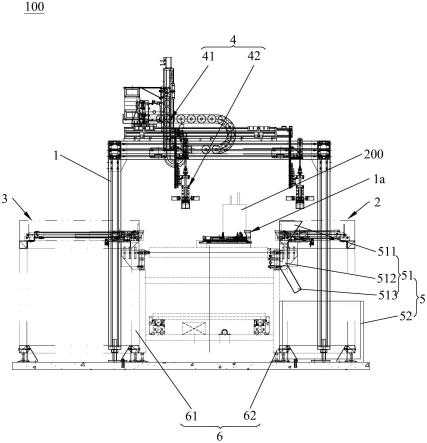
16.图1是本实用新型的自动拔胶塞装置的正视图。
17.图2是本实用新型的自动拔胶塞装置的俯视图。
18.图3是本实用新型的自动拔胶塞装置的侧视图。
19.图4是本实用新型的自动拔胶塞装置中的拔塞装置的俯视图。
20.图5是本实用新型的自动拔胶塞装置中的拔塞装置的局部视图。
21.图6是本实用新型的自动拔胶塞装置中的第一定位机构的侧视图。
22.图7是本实用新型的自动拔胶塞装置中的第二定位机构的侧视图。
具体实施方式
23.请参阅图1至图2,展示了本实用新型的自动拔胶塞装置100的具体结构,其包括机架1、第一定位机构2、第二定位机构3、拔塞装置4和回收装置5,机架1内设有拔塞工位1a,拔塞工位1a用于放置待拔塞的工件200,第一定位机构2与第二定位机构3呈对称地设于拔塞工位1a的两侧,第一定位机构2与第二定位机构3共同对拔塞工位1a的工件200进行定位,以确保后续拔塞装置4拔塞动作的精确度,拔塞装置4可移动地设于机架1且位于拔塞工位1a的上方,拔塞装置4用于拔除工件上的胶塞并放置于回收装置5,回收装置5的回收导向通道51位于第一定位机构2的一侧,从而实现自动化拔塞以及塞子回收等工序。更为具体地,如下:
24.请参阅图1、图6以及图7,第一定位机构2包括第一驱动装置21和第一推动件22,第一驱动装置21安装于机架1,第一推动件22安装于第一驱动装置21的输出端,第一推动件22在第一驱动装置21的驱动下移动,从而通过推动对工件200的一侧进行定位。具体地,第一推动件22与机架1之间设有导向组件(图未示),该导向组件为导轨滑块导向组件,但不限于此。第二定位机构3包括第二驱动装置31和第二推动件32,第二驱动装置31安装于机架1,第二推动件32安装于第二驱动装置31的输出端,第二推动件32在第二驱动装置31的驱动下移动,从而通过推动对工件的另一侧进行定位。具体地,第二推动件32与机架1之间设有导向组件(图未示),该导向组件为导轨滑块导向组件,但不限于此。于本实施例中,第一定位机构2先对推动工件,将工件调整至目标位置,第二定位机构3再推动工件进行微调,最终第一定位机构2和第二定位机构3共同夹紧工件,从而避免拔塞时,工件的挪动,从而提高拔塞的
精确度。
25.请参阅图1,本实用新型的自动拔胶塞装置100还包括设于拔塞工位1a的输送装置6,输送装置6包括第一竖滚筒输送机构61和第二竖滚筒输送机构62,第一竖滚筒输送机构61和第二竖滚筒输送机构62呈相对地设置于拔塞工位1a的两侧,借由第一竖滚筒输送机构61和第二竖滚筒输送机构62的滚动带动工件移动。第一竖滚筒输送机构61的输入端和第二竖滚筒输送机构62的输入端均与上一工位对接,第一竖滚筒输送机构61的输出端和第二竖滚筒输送机构62的输出端均与下一工位对接,第一竖滚筒输送机构61包括多个排列的竖滚筒,借由多个滚动的竖滚筒带动工件移动,第二竖滚筒输送机构62包括多个排列的竖滚筒,借由多个滚动的竖滚筒带动工件移动。
26.请参阅图2至图4,拔塞装置4包括移动驱动装置41和机械夹爪42,移动驱动装置41安装于机架1,机械夹爪42安装于移动驱动装置41的输出端,机械夹爪42在移动驱动装置41的驱动下移动。移动驱动装置41为三轴移动驱动装置41,即,机械夹爪42可以实现x轴、y轴和z轴等多个方向的移动。机械夹爪42设置为至少两组,由于工件上的胶塞设置为两个,对应的,本实施例中的机械夹爪42设有两组,两组机械夹爪42单独运动。
27.请参阅图1,回收装置5包括回收导向通道51和回收承载箱52,回收导向通道51包括导向漏斗511、直管512和导向斜管513,直管512安装于机架1,直管512的上端与导向漏斗511的输出端连接,直管512的下端与导向斜管513的输入端连接。导向斜管513的输出端正对回收承载箱52。
28.综上所述,请参阅图1至图7,对本实用新型的自动拔胶塞装置100的使用过程做一详细说明:
29.输送装置6将工件从上一工位运输至拔塞工位1a,第一定位机构2与第二定位机构3共同对拔塞工位1a的工件进行定位,第一定位机构2先对推动工件,将工件调整至目标位置,第二定位机构3再推动工件进行微调,最终第一定位机构2和第二定位机构3共同夹紧工件200,机械夹爪42在移动驱动装置41的驱动下移动,两机械夹爪42对应地拔除目标胶塞,拔塞装置4拔除工件上的胶塞后将将胶塞放置于回收装置5内以回收。
30.通过将机架1、第一定位机构2、第二定位机构3、拔塞装置4和回收装置5等结合在一起,机架1内设有拔塞工位1a,拔塞工位1a用于放置待拔塞的工件,第一定位机构2与第二定位机构3呈对称地设于拔塞工位1a的两侧,第一定位机构2与第二定位机构3共同对拔塞工位1a的工件进行定位,以确保后续拔塞装置4拔塞动作的精确度,拔塞装置4可移动地设于机架1且位于拔塞工位1a的上方,拔塞装置4用于拔除工件上的胶塞并放置于回收装置5,从而实现自动化拔塞以及塞子回收等工序。本实用新型的自动拔胶塞装置100具有自动化程度高和减少人工成本等优点。
31.以上所揭露的仅为本实用新型的较佳实例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属于本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1