一种螺母焊自动卸料装置的制作方法
1.本实用新型涉及一种螺母焊自动卸料装置。
背景技术:
2.传统对工件与螺母的焊接是通过人手手持焊枪及人手定位螺母的方式来进行的,人手焊接及人手定位工件与螺母的操作方式不但具有自动化操作程度低、焊接效率低和焊接效果差的不足,其还导致工人的劳动强度大和企业的劳务成本高,其不能满足企业大规模批量化生产和自动化生产的要求。后来,市面上出现了一些自动焊接机,其虽然实现能自动对工件焊接螺母,但其仍无法实现能在一台设备上自动定位螺母和自动卸料,导致其的功能性问题还有待大大提高。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种螺母焊自动卸料装置,其整体的结构设计实现能在一台设备上自动对工件和螺母分别进行定位、感应和卸料等一系列操作,且其对工件和螺母的整个定位和卸料过程无需人手参与操作,使其不但实现能大大降低工人的劳动强度和降低企业的劳务成本,其还具有生产效率高、焊接效果好、使用方便和功能更完善的优点,并有效地解决了目前结构的自动焊接机无法实现能在一台机构上分别对工件和螺母进行定位及无法能对加工完毕的工件进行卸料的问题。本实用新型是通过以下技术方案来实现的:
4.一种螺母焊自动卸料装置,其的一侧设置有焊接机器人,该螺母焊自动卸料装置包括机架,机架内设置有电磁阀,机架的上面设置有工作台板,工作台板的上面设置有感应机构,感应机构的左部内置有左侧工位定位机构,感应机构的右部内置有右侧工位定位机构,感应机构的前侧设置有螺母定位夹紧机构,感应机构的后侧设置有卸料装置。焊接机器人能对工件进行自动焊接,其的具体组成结构和工作原理已是公知常识,此处不再详细解释。
5.作为优选,所述感应机构包括第一安装板,第一安装板底面的四个角分别与工作台板连接有导柱,导柱的下端与工作台板连接安装有直线轴承,第一安装板的左右两端分别与工作台板连接设置有弹簧;第一安装板的上面轴对称分布有二个第一支架,其中一个第一支架的上面安装有第一感应器,另一个第一支架的上面安装有第二感应器,第二感应器的一侧设置有第二支架,第二支架的上面安装有光电传感器,光电传感器的上面盖设有护罩。
6.作为优选,所述螺母定位夹紧机构包括第一气缸,第一气缸的一侧设置有第一连接板,第一连接板的一侧设置有压块,压块顶面的前端设置有能对螺母进行定位用的仿螺母形状的结构。
7.作为优选,所述左侧工位定位机构和右侧工位定位机构分别包括第二安装板,第二安装板的上面设置有限位块,限位块的上面设置有第二气缸,第二气缸的上面设置有第
三安装板,第二气缸的左右两端分别设置有连接轴,且每根连接轴的上端与第三安装板连接,每根连接轴的下端与第二安装板连接,第三安装板的上面设置有第二连接板,第二连接板的上面设置有垫片,垫片的上面设置有垫圈,第二连接板一端垂直安装有定位销。
8.作为优选,所述卸料装置包括顶升气缸,顶升气缸的上面设置有第三连接板,第三连接板的一侧设置有推料气缸,与推料气缸连接有二根连接杆,二根连接杆之间为中空设置,二根连接杆的同一端斜向设置有导向板,导向板的下方设置有卸料盒。
9.作为优选,该螺母焊自动卸料装置的一侧设置有触摸屏,触摸屏内置有分别与感应机构、左侧工位定位机构、右侧工位定位机构、螺母定位夹紧机构和卸料装置等机构进行信号连接的控制器,控制器可采用但不局限于产地为深圳、型号为kv-n40dtp的plc控制器。操作人员在生产前能根据生产的需要通过触摸屏往控制器输入控制各个机构运行的各项参数。
10.与现有的技术相比较,本实用新型的有益效果为:其通过分别对感应机构、左侧工位定位机构、右侧工位定位机构、螺母定位夹紧机构和卸料装置的结构分别进行设计,其中,左侧工位定位机构和右侧工位定位机构均能对放入其内的工件自动进行定位,且左侧工位定位机构和右侧工位定位机构使其实现能根据生产的需要选择单工位工作或双工位工作,以实现能大大提高其的工作效率和使其操作更灵活;而螺母定位夹紧机构能对放入其内的螺母进行自动定位,感应机构能自动感应工件和螺母是否在席,卸料装置能对完成加工的工件进行自动卸料;其整体的结构设计实现能在一台设备上自动对工件和螺母分别进行定位、感应和卸料等一系列操作,且其对工件和螺母的整个定位和卸料过程无需人手参与操作,使其不但实现能大大降低工人的劳动强度和降低企业的劳务成本,其还具有生产效率高、焊接效果好、使用方便和功能更完善的优点。
附图说明
11.为了易于说明,本实用新型由下述的较佳实施例及附图作以详细描述。
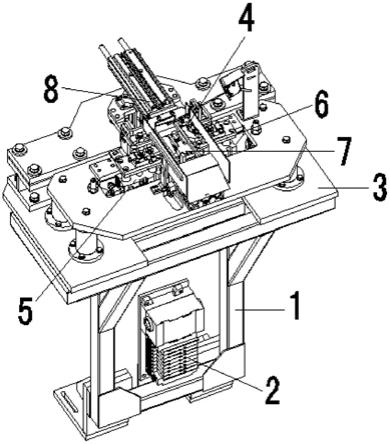
12.图1为本实用新型的一种螺母焊自动卸料装置的立体图。
13.图2为本实用新型的一种螺母焊自动卸料装置中的感应机构的立体图。
14.图3为本实用新型的一种螺母焊自动卸料装置中的螺母定位夹紧机构的立体图。
15.图4为本实用新型的一种螺母焊自动卸料装置中的左侧工位定位机构或右侧工位定位机构的立体图。
16.图5为本实用新型的一种螺母焊自动卸料装置中的卸料装置的立体图。
具体实施方式
17.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
18.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。
19.本实施例中,参照图1至图5所示,本实用新型的一种螺母焊自动卸料装置,包括机
架1,机架1内设置有电磁阀2,机架1的上面设置有工作台板3,工作台板3的上面设置有感应机构4,感应机构4的左部内置有左侧工位定位机构5,感应机构4的右部内置有右侧工位定位机构6,感应机构4的前侧设置有螺母定位夹紧机构7,感应机构4的后侧设置有卸料装置8。
20.在其中一实施例中,所述感应机构4包括第一安装板41,第一安装板41底面的四个角分别与工作台板3连接有导柱42,导柱42的下端与工作台板3连接安装有直线轴承43,第一安装板41的左右两端分别与工作台板3连接设置有弹簧44;第一安装板41的上面轴对称分布有二个第一支架45,其中一个第一支架45的上面安装有第一感应器46,另一个第一支架45的上面安装有第二感应器47,第二感应器47的一侧设置有第二支架48,第二支架48的上面安装有光电传感器49,光电传感器49的上面盖设有护罩40。
21.在其中一实施例中,所述螺母定位夹紧机构7包括第一气缸71,第一气缸71的一侧设置有第一连接板72,第一连接板72的一侧设置有压块73,压块73顶面的前端设置有仿螺母形状的结构74,该仿螺母形状的结构74用于对螺母进行定位。
22.在其中一实施例中,所述左侧工位定位机构5和右侧工位定位机构6分别包括第二安装板51,第二安装板51的上面设置有限位块52,限位块52的上面设置有第二气缸53,第二气缸53的上面设置有第三安装板54,第二气缸53的左右两端分别设置有连接轴55,且每根连接轴55的上端与第三安装板54连接,每根连接轴55的下端与第二安装板51连接,第三安装板54的上面设置有第二连接板56,第二连接板56的上面设置有垫片57,垫片57的上面设置有垫圈58,第二连接板56一端垂直安装有定位销59。
23.在其中一实施例中,所述卸料装置8包括顶升气缸81,顶升气缸81的上面设置有第三连接板82,第三连接板82的一侧设置有推料气缸83,与推料气缸83连接有二根连接杆84,二根连接杆84之间为中空设置,二根连接杆84的同一端斜向设置有导向板85,导向板85的下方设置有卸料盒。
24.在其中一实施例中,该螺母焊自动卸料装置的结构设计原理为:首先将工件分别放到左侧工位定位机构5和右侧工位定位机构6的上面,其通过在螺母定位夹紧机构7的左右两侧分别设置有左侧工位定位机构5和右侧工位定位机构6,使其实现能根据生产的需要选择左侧工位定位机构5或右侧工位定位机构6独立工作,或选择左侧工位定位机构5和右侧工位定位机构6同步工作;第一感应器46用于自动感应左侧工位定位机构5中的工件是否在席,第二感应器47用于自动感应右侧工位定位机构6中的工件是否在席,当第一感应器46和第二感应器47分别感应到工件在席时,第一感应器46和第二感应器47会自动将其感应到的信息发送给控制器,控制器分别接收第一感应器46和第二感应器47传送过来的信息后会控制左侧工位定位机构5和右侧工位定位机构6中的第二气缸53启动工作;当左侧工位定位机构5和右侧工位定位机构6中的第二气缸53向上移动时通过第三安装板54能带动第二连接板56向上移动,而第二连接板56向上移动时能带动定位销59向上顶起对工件进行定位;当螺母被放入到螺母定位夹紧机构7后,第一气缸71作伸出运动时能推动压块73随之而伸出,其通过将压块73顶面的前端设置有呈二分之一螺母形状的结构,使压块73在第一气缸71的驱动下伸出时能对放入螺母定位夹紧机构7中的螺母自动进行定位,以确保后续螺母的焊接精度高;当光电传感器49感应到工件和螺母均在席(即工件与螺母处于焊接位置)时,位于螺母焊自动卸料装置一侧的焊接机器人便开始对完成定位后工件与螺母进行焊
接;当工件焊接完毕后,卸料装置8中的顶升气缸81向上运动时会将工件顶起,接着,推料气缸83启动作伸出运动能将被顶升气缸81顶起的工件推送至导向板85上,由于导向板85是斜向设计的,此设计使工件受自身的重力作用能沿斜向设计的导向板85滑下至卸料盒内进行收集并冷却。其整体的结构设计实现能在一台机构上自动对工件分别进行双工位定位及对螺定自动进行定位,并实现能自动卸料,且其对工件和螺母的整个定位和卸料过程无需人手参与操作,其不但具有生产效率高、焊接效果好、使用方便和功能更完善的优点,其还实现能大大降低工人的劳动强度和降低企业的劳务成本,并有效地解决了目前结构的自动焊接机无法实现能在一台机构上分别对工件和螺母进行定位及无法能对加工完毕的工件进行卸料的问题。
25.上述实施例,只是本实用新型的一个实例,并不是用来限制本实用新型的实施与权利范围,凡与本实用新型权利要求所述原理和基本结构相同或等同的,均在本实用新型保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1