一种典型零件镗斜孔的夹具装置的制作方法
1.本实用新型涉及一种典型零件镗斜孔的夹具装置,属于火炮零件机械加工技术领域。
背景技术:
2.火炮中的某种典型零件有一个直径为φ6.5mm,长度为186mm细长孔,其内孔表面粗糙度为ra3.2,并相交于另一孔,与此种零件中某槽中心线角度为35
°
,与此种零件中心线角度为30
°
,由于此孔为空间尺寸,加工难度较大,原工艺用组合夹具装夹进行加工,用组合夹具将角度30
°
垫平,再将卧式加工中心工作台旋转35
°
进行此孔的加工,用此种方法装夹难度大,加工效率低,此孔的位置精度不易保证,不能有效的保证产品的质量。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供了一种典型零件镗斜孔的夹具装置,该装置适用于火炮零件的装夹加工,方便实用,使零件在夹具中精确定位,实现快速装夹,保证了加工孔的位置精度,减少工作人员的劳动强度,可操作性强,提高了零件生产效率及零件的加工质量,缩短了生产周期。
4.本实用新型解决其技术问题所采用的技术方案是:一种典型零件镗斜孔的夹具装置,包括本体、支承板、加长压板、固定支柱、压板和双头螺柱,本体还包括底板、大支柱、定位柱、轭铁、小支柱、斜底板和支板。
5.本体的直角三角形支板共两个,分别垂直安装连接于底板上平面的前后两侧,其斜边朝向右上方,大支柱垂直安装连接于前侧支板的前方偏左侧位置处,小支柱垂直安装连接于后侧支板的后方偏右侧位置处,定位柱垂直安装连接于前侧支板的前端中间位置处,并位于大支柱的右侧,轭铁安装连接于两个支板的右侧位置处,斜底板对齐安装连接于两个支板斜边的顶部,且大支柱和小支柱的上平面与斜底板的上平面齐平;四个支承板通过开槽圆柱型螺钉均与本体的斜底板的上平面安装连接,定位柱中螺纹安装连接有一水平纵向的固定支柱,两个双头螺柱的底端分别螺纹连接于大支柱和小支柱中,两个六方头支钉的底端也同样分别螺纹连接于大支柱和小支柱中,六方头支钉均在双头螺柱的内侧,后侧双头螺柱的偏上端安装连接有一加长压板,前侧双头螺柱的偏上端安装连接有一压板。
6.在使用过程中,本体、六方头支钉、加长压板、压板、双头螺柱均为可变结构体,双头螺柱起支撑作用,本体及加长压板、压板的高度位置根据所要加工的零件的高度来确定;加工时,将零件放置于支承板上,零件的前端面靠紧于固定支柱,零件的右侧紧靠着轭铁,加长压板紧贴于零件后端的上平面,压板紧贴于零件前端的上平面,双头螺柱用于支撑调整加长压板和压板,拧紧加长压板和压板顶端的螺母,完成零件的装夹固定,使用此夹具装置可以将零件垫起30
°
的角度,同时利用卧式加工机床对零件的加工孔进行镗削加工,镗斜孔夹具装置以本体为主体结构,加长压板和压板为辅助结构,实现零件的快速装夹。
7.本实用新型的有益效果是:本实用新型结构简单、设计合理、操作方便,安全实用,
既满足了产品图纸的要求,也满足了批量的生产要求,提高了零件生产效率,降低了工作人员的劳动强度,可操作性强,制造难度小,提高了零件的加工质量,现已成功的应用于某火炮零件产品中;该夹具装置可以推广到类似夹具设计中,在保证工件质量和提高生产效率方面会起到较为重要的作用,对此类零件加工有重要的指导作用,具有较为广泛的推广价值。
附图说明
8.下面结合附图和具体实施方式对本实用新型进一步说明。
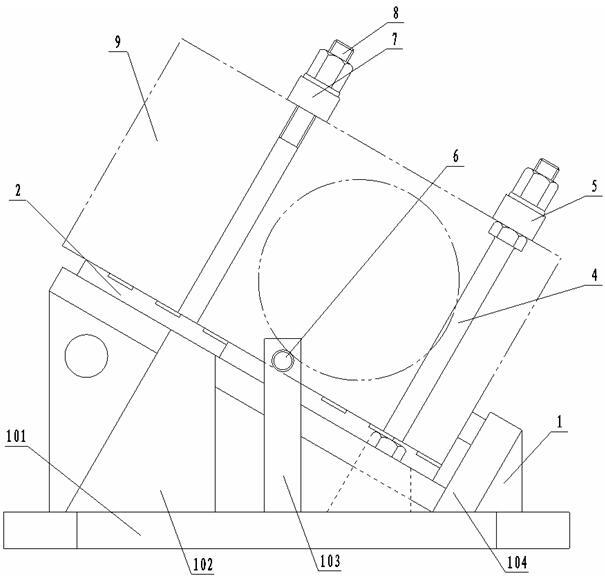
9.图1是本实用新型的结构示意图。
10.图2是图的俯视图。
11.图3是本实用新型的本体的主视图。
12.图4是图3的左视图。
13.图5是图3的俯视图。
14.图中标号:
15.1、本体,
ꢀꢀ
101、底板,
ꢀꢀ
102、大支柱,
ꢀꢀ
103、定位柱,
ꢀꢀ
104、轭铁,
ꢀꢀ
105、小支柱,
ꢀꢀ
106、斜底板,
ꢀꢀ
107、支板,
ꢀꢀ
2、支承板,
ꢀꢀ
3、开槽圆柱头螺钉,
ꢀꢀ
4、六方头支钉,
ꢀꢀ
5、加长压板,
ꢀꢀ
6、固定支柱,
ꢀꢀ
7、压板,
ꢀꢀ
8、双头螺柱,
ꢀꢀ
9、零件。
具体实施方式
16.如图1—5所示,一种典型零件镗斜孔的夹具装置,包括本体1、支承板2、加长压板5、固定支柱6、压板7和双头螺柱8,本体1还包括底板101、大支柱102、定位柱103、轭铁104、小支柱105、斜底板106和支板107,本体1的直角三角形支板107共两个,分别垂直安装连接于底板101上平面的前后两侧,其斜边朝向右上方,大支柱102垂直安装连接于前侧支板107的前方偏左侧位置处,小支柱105垂直安装连接于后侧支板107的后方偏右侧位置处,定位柱103垂直安装连接于前侧支板107的前端中间位置处,并位于大支柱102的右侧,轭铁104安装连接于两个支板107的右侧位置处,斜底板106对齐安装连接于两个支板107斜边的顶部,且大支柱102和小支柱105的上平面与斜底板106的上平面齐平;四个支承板2通过开槽圆柱型螺钉3均与本体1的斜底板106的上平面安装连接,定位柱103中螺纹安装连接有一水平纵向的固定支柱6,两个双头螺柱8的底端分别螺纹连接于大支柱102和小支柱105中,两个六方头支钉4的底端也同样分别螺纹连接于大支柱102和小支柱105中,六方头支钉4均在双头螺柱8的内侧,后侧双头螺柱8的偏上端安装连接有一加长压板5,前侧双头螺柱8的偏上端安装连接有一压板7。
17.在使用过程中,本体1、六方头支钉4、加长压板5、压板7、双头螺柱8均为可变结构体,双头螺柱8起支撑作用,本体1及加长压板5、压板7的高度位置根据所要加工的零件9的高度来确定;加工时,将零件9放置于支承板2上,零件9的前端面靠紧于固定支柱6,零件9的右侧紧靠着轭铁104,加长压板5紧贴于零件9后端的上平面,压板7紧贴于零件9前端的上平面,双头螺柱8用于支撑调整加长压板5和压板7,拧紧加长压板5和压板7顶端的螺母,完成零件9的装夹固定,使用此夹具装置可以将零件9垫起30
°
的角度,同时利用卧式加工机床对零件9的加工孔进行镗削加工,镗斜孔夹具装置以本体1为主体结构,加长压板5和压板7为
辅助结构,实现零件9的快速装夹。
技术特征:
1.一种典型零件镗斜孔的夹具装置,包括本体(1)、支承板(2)、加长压板(5)、固定支柱(6)、压板(7)和双头螺柱(8),本体(1)还包括底板(101)、大支柱(102)、定位柱(103)、轭铁(104)、小支柱(105)、斜底板(106)和支板(107),其特征在于:本体(1)的直角三角形支板(107)共两个,分别垂直安装连接于底板(101)上平面的前后两侧,其斜边朝向右上方,大支柱(102)垂直安装连接于前侧支板(107)的前方偏左侧位置处,小支柱(105)垂直安装连接于后侧支板(107)的后方偏右侧位置处,定位柱(103)垂直安装连接于前侧支板(107)的前端中间位置处,并位于大支柱(102)的右侧,轭铁(104)安装连接于两个支板(107)的右侧位置处,斜底板(106)对齐安装连接于两个支板(107)斜边的顶部,且大支柱(102)和小支柱(105)的上平面与斜底板(106)的上平面齐平;四个支承板(2)通过开槽圆柱型螺钉(3)均与本体(1)的斜底板(106)的上平面安装连接,定位柱(103)中螺纹安装连接有一水平纵向的固定支柱(6),两个双头螺柱(8)的底端分别螺纹连接于大支柱(102)和小支柱(105)中,两个六方头支钉(4)的底端也同样分别螺纹连接于大支柱(102)和小支柱(105)中,六方头支钉(4)均在双头螺柱(8)的内侧,后侧双头螺柱(8)的偏上端安装连接有一加长压板(5),前侧双头螺柱(8)的偏上端安装连接有一压板(7)。
技术总结
本实用新型公开了一种典型零件镗斜孔的夹具装置,属于火炮零件机械加工技术领域。它包括本体、支承板、加长压板、固定支柱、压板和双头螺柱,支板分别连接于底板上平面的前后两侧,大支柱连接于前侧支板的前方偏左侧位置处,小支柱连接于后侧支板的后方偏右侧位置处,定位柱连接于前侧支板的前端中间位置处,轭铁连接于两个支板的右侧位置处,斜底板连接于支板顶部;支承板与斜底板连接,定位柱中连接有一固定支柱,两个双头螺柱的底端分别连接于大支柱和小支柱中,两个六方头支钉的底端分别连接于大支柱和小支柱中,两个双头螺柱偏上端分别安装有一加长压板和一压板。本实用新型使零件在夹具中精确定位,实现快速装夹,保证了加工孔的位置精度。了加工孔的位置精度。了加工孔的位置精度。
技术研发人员:李玉凤 王耀武 黑玉龙 方玉云 赵翔宇 冷立书 关鹏 田玉齐 李娟 张安龙 徐守峰 张成涛 王洪波
受保护的技术使用者:齐齐哈尔和平重工集团有限公司
技术研发日:2021.12.21
技术公布日:2023/3/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1