一种锥管焊接装置的制作方法
1.本实用新型涉及一种焊接装置,要求是一种锥管焊接装置。
背景技术:
2.锥管用于汽车的排气管,实现变径。锥管包括外锥管和内锥管,外锥管需要焊接在内锥管上。焊接采用电阻焊,目前主要采用人工焊接,需要工人将内锥管和外锥管放置到夹具上,然后进行焊接,当焊接好一个点后手动转动锥管,环形焊接多个焊点,从而实现内锥管与外锥管的可靠焊接。
3.手工焊接的劳动强度大、效率低,并且焊点不能均匀分布,产品的一致性较差。
技术实现要素:
4.为解决上述问题,本实用新型提供一种能够自动进行焊接,焊点分别均匀、锥管的一致性好的一种锥管焊接装置,具体技术方案为:
5.一种锥管焊接装置,包括电极,还包括:机架,所述机架上设有底板,所述电极安装在所述机架内,且位于所述底板的下方;压紧装置,所述压紧装置固定在所述底板上;夹紧升降装置,所述夹紧升降装置安装在所述机架上;转动装置,所述转动装置安装在所述夹紧升降装置上;夹紧装置,所述夹紧装置安装在所述底板上,且与所述转动装置连接,所述夹紧装置与所述压紧装置相对设置,用于夹紧锥管,所述压紧装置用于将锥管压紧在夹紧装置上;焊接驱动装置,所述焊接驱动装置安装在所述底板上,且与所述夹紧装置相对设置;及焊头装置,所述焊头装置安装在所述焊接驱动装置上,且与所述电极连接。
6.优选的,所述压紧装置包括:压紧架,所述压紧架固定在所述底板上;压紧气缸,所述压紧气缸固定在所述压紧架上;压紧升降座,所述压紧升降座固定在所述压紧气缸上;及压紧座,所述压紧座转动安装在所述压紧升降座上,所述压紧座上设有与锥管顶部相匹配的上压槽。
7.优选的,所述夹紧升降装置包括:夹紧升降气缸,所述夹紧升降气缸固定在所述机架的底部;及夹紧升降座,所述夹紧升降座滑动安装在所述底板上,且与所述夹紧升降气缸连接。
8.其中,转动装置包括:转动座,所述转动座固定在所述夹紧升降座上;转动轴,所述转动轴转动安装在所述转动座上,所述转动轴与所述夹紧装置连接;从动齿轮,所述从动齿轮固定在所述转动轴上;电机,所述电机固定在所述夹紧升降座上;主动齿轮,所述主动齿轮固定在所述电机上,且与所述从动齿轮啮合。
9.优选的,所述夹紧装置包括:夹紧座,所述夹紧座固定在所述底板上;旋转座,所述旋转座转动安装在所述夹紧座上;夹紧盘,所述夹紧盘固定在所述旋转座的顶部;内定位环,所述内定位环固定在所述夹紧盘上;外定位环,所述外定位环固定在所述内定位环上;夹紧套,所述夹紧套包括若干环形阵列设置的夹紧瓣,所述夹紧瓣上设有上夹紧锥面,所述夹紧瓣滑动安装在所述夹紧盘上;夹紧轴,所述夹紧轴上设有下夹紧锥面,所述夹紧轴活动
插在所述夹紧套和所述旋转座上,且与所述转动装置连接,所述下夹紧锥面与所述上夹紧锥面相对设置。
10.进一步的,还包括:夹紧滑块,所述夹紧滑块固定在所述夹紧瓣的底部,且滑动插在所述夹紧盘上的滑动槽内,所述滑动槽环形阵列设置,且与所述夹紧瓣一一对应。
11.其中,还包括:夹紧垫块,所述夹紧垫块固定在所述夹紧瓣上,所述夹紧垫块上设有与内锥管相匹配的圆弧面。
12.优选的,所述焊接驱动装置包括:驱动座,所述驱动座固定在所述底板上;驱动气缸,所述驱动气缸固定在所述驱动座的一端;驱动块,所述驱动块滑动安装在所述驱动座上,且与所述驱动气缸连接,所述焊头装置安装在所述驱动块上。
13.优选的,所述焊头装置包括:焊接头;及焊接座,所述焊接座安装在所述焊接驱动装置上,所述焊接座上设有冷却孔,所述焊接头固定在所述焊接座上。
14.进一步的,还包括位置调节装置,所述位置调节装置包括:连接座,所述连接座固定在所述焊接驱动装置上;调节座,所述调节座滑动安装在所述连接座上,所述焊接座安装在所述调节座上;上调节块,所述上调节块固定在所述连接座的顶部;上调节螺杆,所述上调节螺杆活动安装在所述上调节块上,且与所述调节座连接;侧调节块,所述侧调节块安装在所述调节座的一侧;及侧调节螺杆,所述侧调节螺杆的一端与所述焊接座转动连接。
15.与现有技术相比本实用新型具有以下有益效果:
16.本实用新型提供的一种锥管焊接装置通过夹紧装置实现锥管的定位,通过转动装置自动转动锥管,从而使焊点分布均匀,焊接效率高、劳动强度低、锥管的一致性好。
附图说明
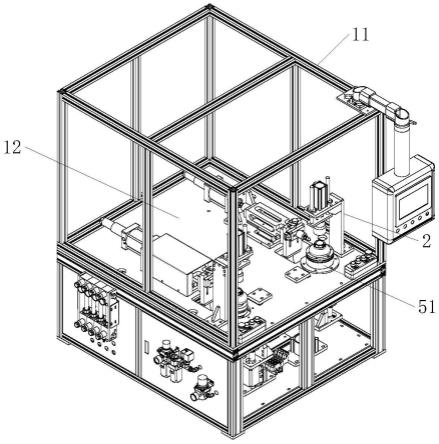
17.图1是一种锥管焊接装置的结构示意图;
18.图2是一种锥管焊接装置的正视图;
19.图3是一种锥管焊接装置的俯视图;
20.图4是一种锥管焊接装置隐藏机架和底板后的结构示意图;
21.图5是压紧装置的结构示意图;
22.图6是压紧座与压紧升降座的剖视图;
23.图7是夹紧升降装置、转动装置和夹紧装置的装配结构示意图;
24.图8是夹紧装置的剖视图;
25.图9是夹紧装置的爆炸图;
26.图10是转动装置的结构示意图;
27.图11是焊接驱动装置的结构示意图;
28.图12是位置调节装置的结构示意图;
29.图13是锥管的结构示意图;
30.图14是锥管的剖视图。
具体实施方式
31.现结合附图对本实用新型作进一步说明。
32.如图1至图14所示,一种锥管焊接装置,包括电极13、机架11、压紧装置 2、夹紧升
降装置、转动装置、夹紧装置、焊接驱动装置和焊头装置;
33.机架11上设有底板12,电极13安装在机架11内,且位于底板12的下方;压紧装置2固定在底板12上;夹紧升降装置安装在机架11上,且位于底板12 的下方;转动装置安装在夹紧升降装置上;夹紧装置安装在底板12上,且与转动装置连接,夹紧装置与压紧装置2相对设置,用于夹紧锥管,压紧装置2用于将锥管压紧在夹紧装置上;焊接驱动装置安装在底板12上,且与夹紧装置相对设置;焊头装置安装在焊接驱动装置上,且与电极13连接。
34.具体的,压紧装置2包括压紧架21、压紧气缸22、压紧升降座25、压紧轴 24和压紧座23,压紧架21为z形,压紧架21的底部固定在底板12上;压紧气缸22固定在压紧架21的顶部,压紧气缸22的活塞杆上装有压紧升降座25;压紧轴24通过轴承安装在压紧升降座25上,压紧轴24的底部与压紧座23连接,压紧座23的底部设有压紧孔232,压紧孔232的顶部设有与锥管顶部相匹配的上压槽231。压紧座23能够转动,当压紧座23将锥管压紧在夹紧装置上时,能够跟随锥管转动,方便进行焊接。内锥管92顶部插在上压槽231内,而压紧座23的底部压在外锥管91的顶部。
35.为了提高压紧座23的稳定性,压紧气缸22可以采用双轴气缸,或者通过导向装置辅助压紧座23,导向装置包括压紧升降板26以及两个圆导杆28和直线轴承27,直线轴承27固定在压紧架21的顶部,且对称位于压紧气缸22的两侧,圆导杆28滑动插在直线轴承27上,圆导杆28的底部固定在压紧升降板26上,压紧升降板26与压紧气缸22的活塞杆连接,而压紧升降座25固定在压紧升降板26的底部。
36.夹紧升降装置包括夹紧升降气缸31、升降支架33和夹紧升降座32,升降支架33固定在底板12上,夹紧升降座32通过直线导轨副安装在升降支架33上,且沿竖直方向升降,夹紧升降气缸31固定在机架11的底部,夹紧升降气缸31 的活塞杆与夹紧升降座32连接。
37.转动装置包括转动座41、转动轴42、从动齿轮43、主动齿轮44和电机47,转动座41安装在夹紧升降座32上,转动轴42通过轴承安装在转动座41上,转动轴42的顶部高出转动座41的顶部,转动轴42的底部装有从动齿轮43,电机 47固定在夹紧升降座32上,且位于转动座41的一侧,电机47上装有主动齿轮 44,主动齿轮44与从动齿轮43啮合。为了减小电机轴的径向力,还包括电机座 46和连接轴45,电机座46固定在转动座41的侧面,连接轴45通过轴承安装在电机座46上,且与电机47连接,主动齿轮44固定在连接轴45上。电机47通过主动齿轮44和从动齿轮43带动转动轴42转动。
38.夹紧装置包括夹紧座51、旋转座54、内定位环61、外定位环62、夹紧滑块 59、夹紧套58和夹紧轴56。其中,夹紧座51固定在底板12上,且位于转动轴 42的上方;旋转座54通过轴承安装在夹紧座51上;旋转座54上装有轴套55。夹紧座51的顶部装有固定盖板52,固定盖板52将轴承和旋转座54固定在夹紧座51上,防止轴向窜动。
39.夹紧盘53固定在旋转座54的顶部,且位于轴套55的顶部,实现轴套55的轴向定位。夹紧盘53上环形阵列设有三个滑动槽531。内定位环61固定在夹紧盘53上,内定位环61上设有下压槽611,下压槽611与内锥管92底部相匹配。外定位环62固定在内定位环61上,外锥管91的底部压在外定位环62上。
40.夹紧套58包括若干环形阵列设置的三个夹紧瓣581,夹紧瓣581上设有上夹紧锥面582,夹紧瓣581的底部装有夹紧滑块59,夹紧滑块59滑动插在滑动槽531内,夹紧滑块59与滑动槽531一一对应。内定位环61压在夹紧滑块59 的顶部,将夹紧滑块59限制在滑动槽531
内滑动。
41.夹紧轴56的顶部设有下夹紧锥面561,夹紧轴56的底部与夹紧法兰57连接,夹紧法兰57固定在转动轴42的顶部,夹紧轴56滑动插在轴套55内,还活动插在夹紧套58上,下夹紧锥面561与上夹紧锥面582相对设置。夹紧轴56跟随转动轴42升降,当夹紧轴56下降时,下夹紧锥面561推动上夹紧锥面582,夹紧瓣581被涨开,夹紧瓣581压紧在内锥管92的内圆面上,实现锥管的径向固定。当夹紧轴56上升时,夹紧瓣581处于自由状态,可以取下锥管。
42.为了保证同心度,方便夹紧,保证焊接质量,还包括夹紧垫块60,夹紧垫块 60固定在夹紧瓣581上,夹紧垫块60上设有与内锥管92相匹配的圆弧面。夹紧垫块60减少与内锥管92的接触面积,实现三点定位,定位准确,并且夹紧垫块60处是进行焊接处,夹紧垫块60保证焊接时可靠的抵靠,避免焊接变形。
43.焊接驱动装置包括驱动座66、驱动气缸65和驱动块67,驱动座66固定在底板12上;驱动块67通过直线导轨副滑动安装在驱动座66上,驱动气缸65固定在驱动座66的一端,驱动气缸65的活塞杆与驱动块67的一端连接。
44.焊头装置包括焊接头70及焊接座75,焊接座75固定在驱动块67的另一端,焊接头70固定在焊接座75上。焊接座75上设有冷却孔751,冷却孔751通过管路与冷却装置连接,对焊接头70进行冷却。
45.在某些实施例中,为了方便调整焊接头70的位置,还包括位置调节装置,位置调节装置包括连接座71、调节座72、上调节块73、上调节螺杆74、侧调节块78和侧调节螺杆76。连接座71固定驱动块67的另一端,连接座71上对称设有两个t形槽711,t形槽711沿竖直方向设置,t形槽711内装有t形螺母,调节座72通过螺钉与t形螺母连接,从而能够沿竖直方向调整位置。上调节块 73固定连接座71的顶部,上调节块73上设有调节槽,上调节螺杆74活动插在调节槽内,上调节螺杆74用于调整焊接头70在竖直方向的位置,调整好位置后,通过t形螺母和螺钉将调节座72固定在连接座71上。
46.侧调节块78固定在调节座72的一侧,侧调节螺杆76通过螺纹与侧调节块 78连接,侧调节螺杆76的一端设有调节环,调节环转动安装在调节连接块77 上,调节连接块77固定在焊接座75的一侧,转动侧调节螺杆76能够通过调节环和调节连接块77带动焊接座75沿左右方向移动,实现焊接头70的位置调整。
47.为了提高焊接效率,压紧装置2、夹紧升降装置、转动装置、夹紧装置、焊接驱动装置和焊头装置对称设有两个,其中一组进行焊接时,另一组可以进行上下料,极大的提高了加工效率。
48.工作时,先将内锥管92插到夹紧套58上,内锥管92的底部插在内定位环 61的下压槽611上,然后插入外锥管91,外锥管91的底部压在外定位环62上,并且高度固定,从而使内锥管92顶部高出外锥管91顶部的高度一致,然后压紧气缸22伸出,压紧座23的上压槽231插到内锥管92的顶部,而压紧座23的底部压紧在外锥管91的顶部,压紧座23与内定位环61和外定位环62实现锥管的轴向固定。然后夹紧升降气缸31缩回,转动座41和转动轴42下降,转动轴 42带动夹紧轴56下降,下夹紧锥面561推动上夹紧锥面582,夹紧瓣581被涨开,夹紧套58的直径变大,夹紧瓣581上的夹紧垫块60压紧在内锥管92的内圆面上,实现锥管的径向固定。此时,夹紧垫块60与焊接头70相对,然后驱动气缸65伸出,焊接头70将内锥管92和外锥管91压紧在夹紧垫块60上进行电阻焊,当该焊点焊接完成后,驱动气缸65缩回,然后电机47
启动,电机47通过主动齿轮44和从动齿轮43带动转动轴42转动,转动轴42带动夹紧轴56转动,夹紧轴56通过夹紧套58带动锥管、内定位环61和外定位环62转动,直到转动到下一个夹紧垫块60与焊接头70相对设置的位置,继续进行电阻焊,直到三个焊点完成焊接。电机47通过齿轮带动夹紧轴56转动,从而保证夹紧垫块60 转动的位置固定,使每次焊接时焊接头70均能将锥管压紧在夹紧垫块60上进行焊接。
49.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1