一种基于齿轮的磨铣加工用防脱定位夹具的制作方法
1.本实用新型涉及齿轮磨铣加工技术领域,具体为一种基于齿轮的磨铣加工用防脱定位夹具。
背景技术:
2.齿轮是指轮缘上有齿轮连续啮合传递运动和动力的机械元件,齿轮在进行磨铣加工时会使用到夹具来对齿轮进行夹持,便于磨铣工作的进行。
3.市场上的齿轮磨铣加工用的夹具结构较为单一,在使用时不具有防脱定位的功能,在进行磨铣加工时,齿轮会产生位移滑脱的情况,从而影响工作进程,为此,我们提出一种基于齿轮的磨铣加工用防脱定位夹具。
技术实现要素:
4.本实用新型的目的在于提供一种基于齿轮的磨铣加工用防脱定位夹具,以解决上述背景技术中提出市场上的齿轮磨铣加工用的夹具结构较为单一,在使用时不具有防脱定位的功能,在进行磨铣加工时,齿轮会产生位移滑脱的情况,从而影响工作进程的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种基于齿轮的磨铣加工用防脱定位夹具,包括滑动机构、升降机构、防脱垫和定位组件,所述滑动机构的上端安装有升降机构,且升降机构的上端右侧连接有夹持机构,所述夹持机构的表面安装有加工组件,且加工组件的两侧贴合有防脱垫,所述防脱垫的两侧安装有定位组件,且定位组件包括支撑销和插销,所述支撑销的两侧表面安装有插销。
6.进一步的,所述支撑销与夹持机构之间紧密贴合,且支撑销通过插销与夹持机构构成可拆卸结构。
7.进一步的,所述滑动机构包括支撑板、滑槽、滑块和支撑杆槽,且支撑板的中部表面开设有滑槽,所述滑槽的内部安装有滑块,且滑块的上方固定连接有支撑杆槽。
8.进一步的,所述支撑杆槽与滑块之间为固定连接,且支撑杆槽通过滑块与滑槽构成滑动结构。
9.进一步的,所述升降机构包括液压杆、固定块和连接块,且液压杆的上端设置有固定块,所述固定块的右侧一端固定有连接块。
10.进一步的,所述固定块与连接块之间为一体结构,且固定块通过液压杆与滑动机构构成升降结构。
11.进一步的,所述夹持机构包括支撑臂、凸块和安装件,且支撑臂的底部设置有凸块,所述支撑臂的左侧安装有安装件。
12.进一步的,所述加工组件包括齿轮本体和限位凹槽,且齿轮本体的内部内侧开设有限位凹槽。
13.进一步的,所述限位凹槽与齿轮本体之间为焊接一体结构,且齿轮本体通过限位凹槽与夹持机构之间相互配合。
14.与现有技术相比,本实用新型的有益效果是:该基于齿轮的磨铣加工用防脱定位夹具,支撑杆槽通过底部滑块左右平行滑动,可便于磨铣工作的进行,加大设备的适用范围,通过限位凹槽与凸块啮合可起到防脱的效果,可避免齿轮产生位移滑脱的情况,支撑销的表面开设有两组插孔,将插销插入插孔内部进行定位,可增加齿轮安装时的稳定性。
15.通过滑动机构的设置,在支撑板的表面开设有滑槽,将支撑杆槽通过滑块安装在滑槽的内部,随后在进行磨铣加工时,支撑杆槽可通过底部滑块左右平行滑动,可便于磨铣工作的进行,加大设备的适用范围。
16.通过加工组件的设置,在齿轮本体的内部内壁开设有限位凹槽,其限位凹槽与凸块的尺寸相匹配,将齿轮本体对准凸块位置后插进支撑臂上方,通过限位凹槽与凸块啮合可起到防脱的效果,可避免齿轮产生位移滑脱的情况。
17.通过弹性辅助卸料机构的设置,在齿轮本体安装前,先将一组防脱垫卡扣在支撑臂的表面,随后将齿轮本体安装于支撑臂表面,且齿轮本体与防脱垫相贴合,随后将另一组防脱垫卡扣齿轮本体的另一侧,然后将支撑销横向插入支撑臂的表面的内部,在支撑销的表面开设有两组插孔,将插销插入插孔内部进行定位,可增加齿轮安装时的稳定性。
附图说明
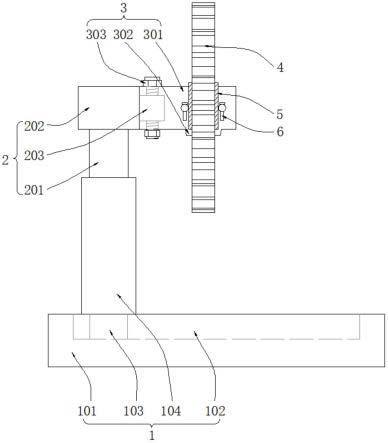
18.图1为本实用新型正视结构示意图;
19.图2为本实用新型俯视结构示意图;
20.图3为本实用新型右视结构示意图;
21.图4为本实用新型齿轮本体结构示意图。
22.图中:1、滑动机构;101、支撑板;102、滑槽;103、滑块;104、支撑杆槽;2、升降机构;201、液压杆;202、固定块;203、连接块;3、夹持机构;301、支撑臂;302、凸块;303、安装件;4、加工组件;401、齿轮本体;402、限位凹槽;5、防脱垫;6、定位组件;601、支撑销;602、插销。
具体实施方式
23.如图1-2所示,一种基于齿轮的磨铣加工用防脱定位夹具,包括:滑动机构1,滑动机构1的上端安装有升降机构2,且升降机构2的上端右侧连接有夹持机构3,夹持机构3的表面安装有加工组件4,且加工组件4的两侧贴合有防脱垫5,防脱垫5的两侧安装有定位组件6,滑动机构1包括支撑板101、滑槽102、滑块103和支撑杆槽104,且支撑板101的中部表面开设有滑槽102,滑槽102的内部安装有滑块103,且滑块103的上方固定连接有支撑杆槽104,支撑杆槽104与滑块103之间为固定连接,且支撑杆槽104通过滑块103与滑槽102构成滑动结构,在支撑板101的表面开设有滑槽102,将支撑杆槽104通过滑块103安装在滑槽102的内部,随后在进行磨铣加工时,支撑杆槽104可通过底部滑块103左右平行滑动,可便于磨铣工作的进行,加大设备的适用范围,升降机构2包括液压杆201、固定块202和连接块203,且液压杆201的上端设置有固定块202,固定块202的右侧一端固定有连接块203,固定块202与连接块203之间为一体结构,且固定块202通过液压杆201与滑动机构1构成升降结构,在支撑杆槽104的内部上端安装有液压杆201,其液压杆201的顶部固定有固定块202,其固定块202的右侧设有连接块203用于连接夹持机构3,固定块202可通过液压杆201进行升降来调节合适的高度,较为便捷,夹持机构3包括支撑臂301、凸块302和安装件303,且支撑臂301的底部
设置有凸块302,支撑臂301的左侧安装有安装件303,支撑臂301与凸块302为一体结构,且支撑臂301通过安装件303与连接块203进行固定连接。
24.如图3-4所示,一种基于齿轮的磨铣加工用防脱定位夹具,加工组件4包括齿轮本体401和限位凹槽402,且齿轮本体401的内部内侧开设有限位凹槽402,限位凹槽402与齿轮本体401之间为焊接一体结构,且齿轮本体401通过限位凹槽402与夹持机构3之间相互配合,在齿轮本体401的内部内壁开设有限位凹槽402,其限位凹槽402与凸块302的尺寸相匹配,将齿轮本体401对准凸块302位置后插进支撑臂301上方,通过限位凹槽402与凸块302啮合可起到防脱的效果,可避免齿轮产生位移滑脱的情况,定位组件6包括支撑销601和插销602,支撑销601的两侧表面安装有插销602,支撑销601与夹持机构3之间紧密贴合,且支撑销601通过插销602与夹持机构3构成可拆卸结构,在齿轮本体401安装前,先将一组防脱垫5卡扣在支撑臂301的表面,随后将齿轮本体401安装于支撑臂301表面,且齿轮本体401与防脱垫5相贴合,随后将另一组防脱垫5卡扣齿轮本体401的另一侧,然后将支撑销601横向插入支撑臂301的表面的内部,在支撑销601的表面开设有两组插孔,将插销602插入插孔内部进行定位,可增加齿轮安装时的稳定性。
25.综上,该基于齿轮的磨铣加工用防脱定位夹具,首先,支撑臂301与凸块302为一体结构,且支撑臂301通过安装件303与连接块203进行固定连接,在支撑杆槽104的内部上端安装有液压杆201,其液压杆201的顶部固定有固定块202,其固定块202的右侧设有连接块203用于连接夹持机构3,固定块202可通过液压杆201进行升降来调节合适的高度,较为便捷,随后将一组防脱垫5卡扣在支撑臂301的表面,随后将齿轮本体401安装于支撑臂301表面,且齿轮本体401与防脱垫5相贴合,随后将另一组防脱垫5卡扣齿轮本体401的另一侧,然后将支撑销601横向插入支撑臂301的表面的内部,在支撑销601的表面开设有两组插孔,将插销602插入插孔内部进行定位,可增加齿轮安装时的稳定性,在进行磨铣加工时,支撑杆槽104可通过底部滑块103左右平行滑动,可便于磨铣工作的进行,加大设备的适用范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1