电磁阀动铁收口工装的制作方法
1.本实用新型属于电磁阀生产设备,特别涉及一种用于电磁阀动铁端部收口的收口工装。
背景技术:
2.电磁阀动铁和钢珠的装配过程中一般都是采用人工装配,工人将钢珠放置在动铁的装不,然后通过特定的模具进行人工敲击,实现动铁与钢珠的固定连接,因为人工每次敲击的力度和角度都存在不确定性,人工敲击的压配方式的稳定性较差,产品的可靠性得不到保证。
3.本公司之前也做了动铁与钢珠装配的相关研究,使用过程中常会出现动铁与模具无法分离的问题,需要利用工具进行分离,影响了生产效率和安全性。
技术实现要素:
4.针对现有技术存在的问题,本实用新型设计了一种电磁阀动铁收口工装,在完成收口后可快速的将动铁和模具分离,无需人工进行分离,提高了生产效率和生产的安全性。
5.本实用新型的技术方案如下:
6.电磁阀动铁收口工装,其包括底座,以及垂直设置在底座上的立板,其特征在于:所述的立板的表面设有下压驱动组件,位于下压组件下方的底座上设有承载座,承载座上设有动铁承载座,所述下压驱动组件的下端还连接有收口模具,所述收口模具包括与下压驱动组件连接的第一模板,以及与第一模板连接的第一模柱,第一模柱的下端面延伸形成有台阶连接柱,第一模柱和台阶连接柱的轴线上设有贯通孔,第一模柱的下端还设有第二模柱,第二模柱的下端面设有对动铁上端进行收口的型腔,第二模柱的上端面设有台阶孔,台阶孔与第一模柱的台阶连接柱配合,台阶孔与型腔之间设有一通孔,还包括一顶杆,顶杆设置在贯通孔内并穿过通孔伸入型腔内,在顶杆与第一模板之间设有复位弹簧。
7.进一步的说,在动铁承载座与承载座之间设有压力检测组件。
8.进一步的说,所述的动铁承载座包括与承载座固定连接的座体,座体的上端设有安装孔,动铁固定模嵌入安装在安装孔内,所述动铁固定模的上端设有动铁承载孔。
9.进一步的说,动铁固定模上设有一贯通的检测孔, 所述承载座上设有安装板,光线检测组件安装在安装板上,光线检测组件与检测孔配合来检测动铁承载孔内是否有工件。
10.进一步的说,所述立板上还设有一动铁固定组件,动铁固定组件包括固定在立板上的固定气缸,固定气缸的伸缩端安装有一个固定杆,所述动铁固定模上设有与动铁承载孔贯通的固定孔,固定杆伸入固定孔内对动铁承载模内的动铁进行固定。
11.进一步的说,所述的下压驱动组件为双缸气压组件。
12.进一步的说,所述底座上还设有第二立板,第二立板垂直于立板,第二立板与立板连接。
13.综上所述,本实用新型具有以下有益效果:
14.本实用新型对收口模具进行了改进,当收口模具下周对动铁端部进行收口时,顶杆会与动铁端部的钢珠接触并会被顶向上运动,顶杆运动过程中将复位弹簧压缩,在收口动作完成后,收口模具向上移动复位的过程中,复位弹簧的作用力会推动顶杆向下运动,使得收口后的动铁会留在动铁承载座内,不会跟随收口模具上移,无需人工进行分离,避免人工分离可能存在的风险,提高生产效率,保障了生产安全。
附图说明
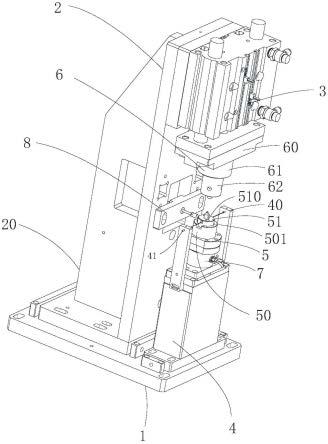
15.图1为本实用新型的立体示意图;
16.图2为本实用新型的正视示意图;
17.图3为图2中a-a的剖视示意图;
18.图4为本实用新型的立体半剖示意图;
19.图中1为底座,
20.2为立板,20为第二立板,
21.3为下压驱动组件,
22.4为承载座,40为安装板,41为光线检测组件,
23.5为动铁承载座,50为座体,501为安装孔,51为动铁固定模, 510为动铁承载孔,511为检测孔,512为固定孔,
24.6为收口模具,60为第一模板,61为第一模柱,610为台阶连接柱,611为贯通孔,62为第二模柱,620为型腔,621为台阶孔,623为通孔,63为顶杆,64为复位弹簧,
25.7为压力检测组件,
26.8为动铁固定组件,80为固定气缸,81为固定杆。
具体实施方式
27.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.参见图1至图
……
所示,电磁阀动铁收口工装,其包括底座1,以及垂直设置在底座1上的立板2,其特征在于:所述的立板2的表面设有下压驱动组件3,位于下压组件3下方的底座1上设有承载座4,承载座4上设有动铁承载座5,所述下压驱动组件5的下端还连接有收口模具6,所述收口模具6包括与下压驱动组件连接的第一模板60,以及与第一模板60连接的第一模柱61,第一模柱61的下端面延伸形成有台阶连接柱610,第一模柱61和台阶连接柱610的轴线上设有贯通孔611,第一模柱61的下端还设有第二模柱62,第二模柱62的下端面设有对动铁上端进行收口的型腔620,第二模柱62的上端面设有台阶孔621,台阶孔621与第一模柱61的台阶连接柱610配合,台阶孔621与型腔620之间设有一通孔623,还包括一顶杆63,顶杆63设置在贯通孔611内并穿过通孔伸入型腔内,在顶杆63与第一模板60之间设有复位弹簧64。
29.本实用新型对动铁的收口工装进行了改进,在第一模柱和第二模柱内增加了顶杆以及复位弹簧,顶杆通过通孔伸入型腔内,当带有钢珠的动铁进入型腔进行收口时,钢珠也会顶着顶杆的端部将顶杆向上推,顶杆向上推的过程中复位弹簧被压缩,当收口完成后,收口模具上移,复位弹簧的推力作用于推杆,推杆推动完成收口的动铁从型腔中脱出,不会出现动铁跟随收口模具上移需要人工拿取的问题,减少了人工拿取可能存在的安全问题,提升了生产效率。
30.进一步的说,在动铁承载座5与承载座4之间设有压力检测组件7,设置的压力检测组件为压力传感器,其用于检测收口模具对动铁的下压力,对每次下压力进行检测, 从而保证收口的质量。
31.进一步的说,所述的动铁承载座5包括与承载座固定连接的座体50,座体50的上端设有安装孔501,动铁固定模51嵌入安装在安装孔501内,所述动铁固定模51的上端设有动铁承载孔510,此处的动铁承载座采用一种分离式的结构设计,可以根据动铁的不同来更换动铁固定模,满足不同尺寸的动铁的生产需求,减少设备单独购置的成本。
32.进一步的说,动铁固定模51上设有一贯通的检测孔511, 所述承载座4上设有安装板40,光线检测组件41安装在安装板40上,光线检测组件与检测孔配合来检测动铁承载孔内是否有工件,此处通过设置的光线检测组件来检测动铁承载孔内是否有动铁,把检测结果作为设备工作的先决条件,提升了设备的安全性。
33.进一步的说,所述立板2上还设有一动铁固定组件8,动铁固定组件8包括固定在立板上的固定气缸80,固定气缸80的伸缩端安装有一个固定杆81,所述动铁固定模51上设有与动铁承载孔贯通的固定孔512,固定杆81伸入固定孔内对动铁承载模内的动铁进行固定,设置的动铁固定组件通过固定气缸的伸缩带动固定杆作用于动铁上来对位于动铁固定模内的动铁进行一个预定位,保证收口模具下压时,动铁能够准确的进入型腔内,不会存在动铁歪斜的问题,并减少动铁歪斜对模具造成的损伤。
34.进一步的说,所述的下压驱动组件5为双缸气压组件,保证下压驱动组件的压力能够满足收口所需的挤压力。
35.进一步的说,所述底座1上还设有第二立板20,第二立板20垂直于立板2,第二立板与立板2连接,第二立板与立板连接,用于提升立板的结构强度和稳定性。
36.综上所述,本实用新型具有以下有益效果:
37.本实用新型对收口模具进行了改进,当收口模具下周对动铁端部进行收口时,顶杆会与动铁端部的钢珠接触并会被顶向上运动,顶杆运动过程中将复位弹簧压缩,在收口动作完成后,收口模具向上移动复位的过程中,复位弹簧的作用力会推动顶杆向下运动,使得收口后的动铁会留在动铁承载座内,不会跟随收口模具上移,无需人工进行分离,避免人工分离可能存在的风险,提高生产效率,保障了生产安全。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1