自动化装配装置的制作方法
本技术涉及机械自动化设备,特别涉及一种自动化装配装置。
背景技术:
1、随着社会的发展和科技的进步,机械自动化生产已经成为发展趋势,并逐渐代替传统的手工劳动,为企业可持续发展注入新的动力源。在抽屉调节器的装配工艺中,需要完成弹簧片组装、铆钉旋铆、调节器组件组装、扭簧组装、上盖板组装、偏心钉组装和底板组装等步骤,从而完成抽屉调节器的装配,而现有的抽屉调节器的装配自动化水平并不高,通过多个独立的加工设备配合人工使用,抽屉调节器需要多次定位,劳动量大。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种自动化装配装置,能够提高抽屉调节器的底板的组装效率。
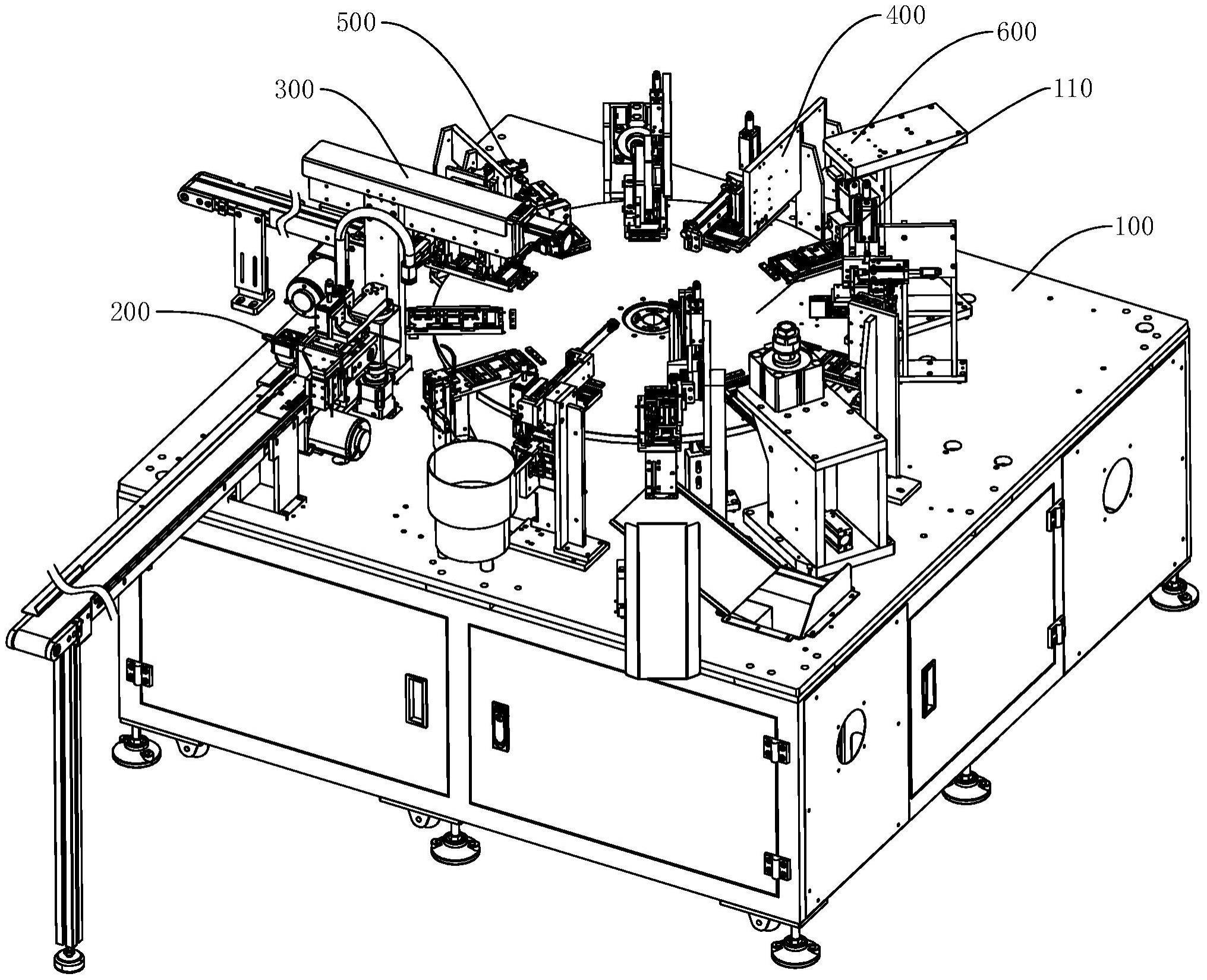
2、根据本实用新型的实施例的自动化装配装置,用于抽屉调节器的底板的装配,包括机架,所述机架转动设置有工作台,所述工作台沿其周向依次设置有多个工位,所述机架上沿所述工作台周向设有装配机构,所述装配机构用于将组装底板的对应部件输送至对应所述工位,并装配所述底板;其中,所述装配机构包括依次设置的底板上料装置、盖板组件上料装置及偏心钉上料装置;所述偏心钉上料装置包括偏心校正机构,所述偏心校正机构包括用于存放偏心钉的校正座、滑动设于所述校正座的校正块及与所述校正块连接的校正驱动件,所述校正块用于校正偏心钉的偏心位置。
3、根据本实用新型的实施例的自动化装配装置,至少具有如下有益效果:
4、抽屉调节器的盖板组装时,通过底板上料装置、盖板组件上料装置及偏心钉上料装置依次对底板、盖板组件及偏心钉进行上料,偏心钉设于底板与盖板组件之间,通过设置偏心校正机构,能够定位偏心钉的偏心位置,以保证偏心钉上料时,偏心钉的偏心位置位于预设的位置,能够保证抽屉调节器的自动化装配工作顺畅进行,提高抽屉调节器的盖板组件的组装效率。
5、根据本实用新型的一些实施例,所述校正座上设置有用于容置偏心钉的容纳槽,所述校正槽的底部设有用于容纳偏心钉的偏心部的定位槽,所述校正块容置于所述容纳槽。
6、根据本实用新型的一些实施例,所述偏心钉上料装置包括偏心钉抓取机构,所述偏心钉抓取机构包括滑动设于所述机架的第一滑座,所述第一滑座连接有第一驱动件;所述第一滑座滑动连接有第二滑座,所述第二滑座连接有第二驱动件,所述第二滑座上连接有用于磁吸偏心钉的第一磁吸组件。
7、根据本实用新型的一些实施例,所述偏心钉上料装置包括顶针机构,所述顶针机构包括滑动设于所述第二滑座上的顶针,所述顶针连接有顶针驱动件,所述顶针与所述第二滑座的滑动方向交错,所述顶针驱动件用于驱动顶针靠近对应的所述工位,以使偏心钉与所述第一磁吸组件分离。
8、根据本实用新型的一些实施例,所述偏心钉上料装置包括引针定位机构,所述引针定位机构包括滑动设于所述机架的引针,所述引针连接有引针驱动件,所述引针驱动件用于驱动引针穿过底板与偏心钉连接。
9、根据本实用新型的一些实施例,所述偏心钉上料装置还包括错位机构,所述错位机构包括滑动设于所述校正座的错位块,错位块连接有错位驱动件,错位块与校正块的滑动方向交错。
10、根据本实用新型的一些实施例,所述底板上料装置包括转动设于所述机架的转臂,所述转臂的一端连接有转臂驱动件,另一端连接有第三驱动件,所述第三驱动件的驱动端连接有用于磁吸底板的第二磁吸组件。
11、根据本实用新型的一些实施例,所述盖板组件上料装置包括滑动设于所述机架的第三滑座,第三滑座连接有第四驱动件,所述第三滑座连接有第五驱动件,所述第五驱动件的驱动端连接有用于夹持盖板组件的夹持组件,所述夹持组件与所述第三滑座的滑动方向交错。
12、根据本实用新型的一些实施例,所述机架上设置有盖板组件移位装置,所述盖板组件移位装置包括滑动设于所述机架的第四滑座,第四滑座连接有第六驱动件;第四滑座滑动连接有用于推压盖板组件的推块,所述推块连接有第七驱动件,所述推块与所述第四滑座的滑动方向交错。
13、根据本实用新型的一些实施例,所述机架上设置有偏心钉铆压装置,所述偏心钉铆压装置压推机构和铆压机构;所述压推机构包括滑动设于所述机架的第五滑座和压推座,所述第五滑座连接有第八驱动件,所述第五滑座和所述压推座活动连接,且滑动方向交错,所述第八驱动件驱动所述第五滑座移动时,能够带动所述压推座移动。
14、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种自动化装配装置,用于抽屉调节器的底板(710)的装配,其特征在于,包括:
2.根据权利要求1所述的自动化装配装置,其特征在于,所述校正座(411)上设置有用于容置偏心钉(730)的容纳槽(4111),所述容纳槽(4111)的底部设有用于容纳偏心钉(730)的偏心部的定位槽(4112),所述校正块(412)容置于所述容纳槽(4111)。
3.根据权利要求1所述的自动化装配装置,其特征在于,所述偏心钉上料装置(400)包括偏心钉抓取机构(420),所述偏心钉抓取机构(420)包括滑动设于所述机架(100)的第一滑座(421),所述第一滑座(421)连接有第一驱动件(422);所述第一滑座(421)滑动连接有第二滑座(423),所述第二滑座(423)连接有第二驱动件(424),所述第二滑座(423)上连接有用于磁吸偏心钉(730)的第一磁吸组件(425)。
4.根据权利要求3所述的自动化装配装置,其特征在于,所述偏心钉上料装置(400)包括顶针机构(430),所述顶针机构(430)包括滑动设于所述第二滑座(423)上的顶针(431),所述顶针(431)连接有顶针驱动件(432),所述顶针(431)与所述第二滑座(423)的滑动方向交错,所述顶针驱动件(432)用于驱动顶针(431)靠近对应的所述工位,以使偏心钉(730)与所述第一磁吸组件(425)分离。
5.根据权利要求1所述的自动化装配装置,其特征在于,所述偏心钉上料装置(400)包括引针定位机构(440),所述引针定位机构(440)包括滑动设于所述机架(100)的引针(441),所述引针(441)连接有引针驱动件(442),所述引针驱动件(442)用于驱动引针(441)穿过底板(710)与偏心钉(730)连接。
6.根据权利要求1所述的自动化装配装置,其特征在于,所述偏心钉上料装置(400)还包括错位机构(450),所述错位机构(450)包括滑动设于所述校正座(411)的错位块(451),错位块(451)连接有错位驱动件(452),错位块(451)与校正块(412)的滑动方向交错。
7.根据权利要求1所述的自动化装配装置,其特征在于,所述底板上料装置(200)包括转动设于所述机架(100)的转臂(210),所述转臂(210)的一端连接有转臂驱动件(220),另一端连接有第三驱动件(230),所述第三驱动件(230)的驱动端连接有用于磁吸底板(710)的第二磁吸组件(240)。
8.根据权利要求1所述的自动化装配装置,其特征在于,所述盖板组件上料装置(300)包括滑动设于所述机架(100)的第三滑座(310),第三滑座(310)连接有第四驱动件(320),所述第三滑座(310)连接有第五驱动件(330),所述第五驱动件(330)的驱动端连接有用于夹持盖板组件(720)的夹持组件(340),所述夹持组件(340)与所述第三滑座(310)的滑动方向交错。
9.根据权利要求1所述的自动化装配装置,其特征在于,所述机架(100)上设置有盖板组件移位装置(500),所述盖板组件移位装置(500)包括滑动设于所述机架(100)的第四滑座(510),所述第四滑座(510)连接有第六驱动件(520);所述第四滑座(510)滑动连接有用于推压盖板组件的推块(530),所述推块(530)连接有第七驱动件(540),所述推块(530)与所述第四滑座(510)的滑动方向交错。
10.根据权利要求1所述的自动化装配装置,其特征在于,所述机架(100)上设置有偏心钉铆压装置(600),所述偏心钉铆压装置(600)压推机构(610)和铆压机构(620);
技术总结
本技术公开了一种自动化装配装置,用于抽屉调节器的底板的装配,包括机架,机架转动设置有工作台,工作台沿其周向依次设置有多个工位,机架上沿工作台周向设有装配机构,装配机构用于将组成底板组件的对应部件输送至对应工位,并装配底板组件;其中,装配机构包括依次设置的底板上料装置、盖板组件上料装置及偏心钉上料装置;偏心钉上料装置包括偏心校正机构,偏心校正机构包括用于存放偏心钉的校正座、滑动设于校正座的校正块及与校正块连接的校正驱动件,通过设置偏心校正机构,能够定位偏心钉的偏心位置,以保证抽屉调节器的自动化装配工作顺畅进行,提高抽屉调节器的盖板组件的组装效率。
技术研发人员:唐雯徕,郭旭锋,陈凯
受保护的技术使用者:广东赛威莱自动化科技有限公司
技术研发日:20211227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!