一种带极堆焊焊接的焊接坡口结构、一种带极堆焊焊接的复合钢管的制作方法
1.本发明属于输油输气复合管焊接技术领域,具体涉及将复合钢板卷起后焊接成钢管的过程中,钢板之间用于焊接的纵缝的结构。
背景技术:
2.随着世界能源需求的日益增加,石油、天然气等运输管线要降低维护成本,提高使用寿命,其中可采用耐蚀合金,镍基合金,但都增加了制造成本,也造成资源的极大浪费,开发一种既能保证油气输送安全,又能降低成本的新型管线钢显得极为必要和迫切,国内外的研究结果表明,使用耐蚀合金不锈钢复合管是解决上述问题安全和经济的有效途径。不锈钢复合管,相当于在原有管线钢的基础上,管径内部冶金增加一层1-3mm的不锈钢层,这个不锈钢层主要作用就是耐石油、天然气等介质的腐蚀,大大提高了管线的使用寿命,近几年国内各大制造厂也相继开发了这种带复合层的管线钢板,但在输油,输气管线上,因为管线钢管制造企业面临焊接技术难题,复合管的纵缝焊接问题,其技术难点在于不锈钢复合层焊接的过程中稀释问题,焊缝的腐蚀问题,焊缝的强度等问题是否满足管线钢本身的要求,焊接效率和经济性也是关键指标。
技术实现要素:
3.为解决现有技术中存在的复合管的纵缝焊接过程中存在的,不锈钢复合层焊接的过程中稀释问题,焊缝的腐蚀问题,焊缝的强度等问题难以满足管线钢本身的要求,无法保证焊接的效率和经济性的问题,本发明采用的技术方案为:
4.一种带极堆焊焊接的焊接坡口结构,所述的坡口结构为:
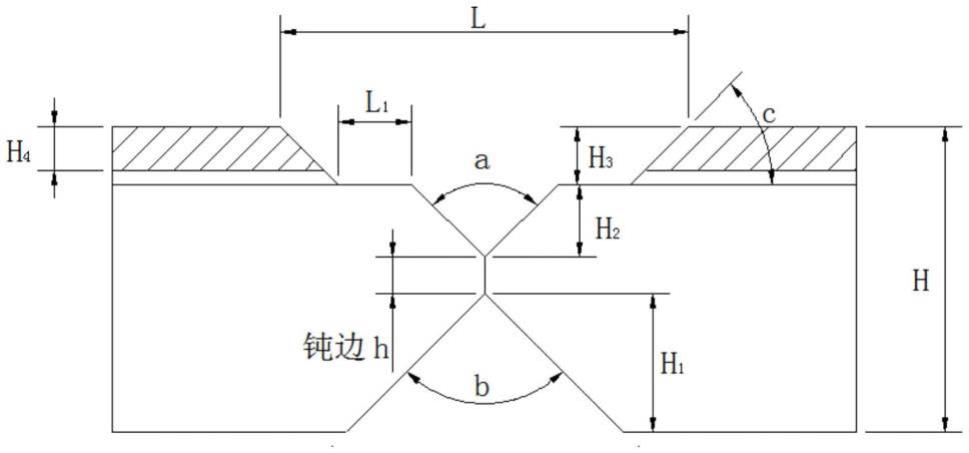
5.包括两个坡口,所述的两个坡口相对设置,其中一个所述的坡口为v型阶梯坡口,另一个为v型坡口;所述的v型坡口和所述的v型阶梯坡口不连通,中间有钝边。
6.进一步,所述的v型坡口的角度b为75
°‑
105
°
。
7.进一步,所述的v型阶梯坡口的角度a为75
°‑
105
°
。
8.进一步,所述的v型阶梯坡口的阶梯台阶长度l1为3-5mm。
9.进一步,所述的v型阶梯坡口的台阶高度h3为3-5mm。
10.进一步,所述的v型阶梯坡口的台阶角度c为45
°‑
60
°
。
11.进一步,所述的钝边厚度h为1.5-3.5mm。
12.进一步,所述的v型阶梯坡口的阶梯的夹角采用圆弧过渡的结构,所述的圆弧的半径r为3-5mm。
13.基于同一发明构思,本实用新型还提供了一种带极堆焊焊接的复合钢管,所述的复合钢管的焊接坡口结构采用所述的一种带极堆焊焊接坡口结构。
14.本实用新型的有益之处在于:
15.本实用新型提供的焊接坡口结构克服了现有技术偏见,在现有技术中带极堆焊都
适用于容器的内壁堆焊,如果将带极堆焊应用在坡口焊接中,会遇到熔合不良,夹渣等关键技术问题,导致焊接效果差、效率低,焊接成的管材强度不足等问题;所以被人们普遍认为不适合应用在坡口焊接中;本发明提供的焊接坡口采用v型坡口和v型阶梯坡口组合的方式,解决了传统焊接技术中采用带极堆焊的过程中对钢板进行焊接产生熔深浅和坡口限制导致的缺陷的问题。
16.本实用新型提供的焊接坡口结构采用90
°
v型口和阶梯坡口组合形式,有效解决了带极堆焊的焊接方法在复合钢管制造过程中的技术问题,实现钢管内壁纵缝的焊接,有效解决了复合层材料和碳钢材料在三相交界处的稀释率和耐腐蚀不良的问题,杜绝了带极堆焊方法在焊缝中易出现未熔合、夹渣等缺陷的技术问题,实现了产品的生产制造及应用。
17.本实用新型提供的焊接坡口结构应用在焊接复合管纵缝上,实现了引用了带极堆焊的方法,大幅度提高了生产效率,阶梯坡口采用一次带极堆焊焊接完成,缩短了制造周期,效率提高20%以上。
18.本实用新型提供的焊接坡口结构,实现了带极堆焊技术在复合管制造领域的应用,对本技术提供的坡口的焊接过程中能够保证工艺稳定和性能稳定,焊道成形美观,对比传统直接对钢板的边缘采用焊丝焊接,本坡口能够保证焊接一次就能完成,大幅度提高堆焊效率,不会出现咬边和未熔合等不良缺陷,降低了复合钢管生产制造周期,促进了新技术在不同领域的交互融合。
19.本实用新型的提供的焊接坡口结构,适用于各种管径的不锈钢的焊接。具有较宽的适应性。
20.本发明适用于对管材直缝的焊接技术中,尤其适合应用于输油、输气复合管线的生产制造。
附图说明
21.图1为实施方式一中提到的焊接坡口结构的截面示意图;
22.图2为实施方式八中提到的焊接坡口结构的截面示意图;
23.图3为实施方式九中提到的焊接坡口结构的截面示意图;
24.图4为实施方式十中提到的焊接坡口结构的截面示意图;
25.图5为实施方式十一中提到的焊接坡口结构的截面示意图;
26.图6为实施方式十二中提到的实际拍摄的焊接接头宏观形貌效果图;
27.图7为实施方式十二中提到的实际拍摄的纵缝焊接效果图。
具体实施方式
28.为使本实用新型提供的技术方案的优点和有益之处表述得更清楚,现结合附图对本技术提供的技术方案的几个具体实施方式进行详细地描述,不过以下所述的实施方式仅仅为本方案的几个较优实施方式而已,并不用于作为对本方案的限制。
29.实施方式一、结合图1说明本实施方式,本实施方式提供了一种采用带极堆焊焊接的焊接坡口结构,所述的坡口结构为:
30.包括两个坡口,所述的两个坡口相对设置,其中一个所述的坡口为v型阶梯坡口,另一个为v型坡口;所述的v型坡口和所述的v型阶梯坡口不连通,中间有钝边。
31.实施方式二、结合图1说明本实施方式,本实施方式是对实施方式一提供的一种采用带极堆焊焊接的焊接坡口结构的进一步限定,所述的v型坡口的角度b为75
°‑
105
°
;优选90
°
。
32.实施方式三、结合图1说明本实施方式,本实施方式是对实施方式一提供的一种采用带极堆焊焊接的焊接坡口结构的进一步限定,所述的v型阶梯坡口的角度a为75
°‑
105
°
;优选90
°
。
33.实施方式四、结合图1说明本实施方式,本实施方式是对实施方式一提供的一种采用带极堆焊焊接的焊接坡口结构的进一步限定,所述的v型阶梯坡口的阶梯台阶长度l1为3-5mm;优选4mm。
34.实施方式五、结合图1说明本实施方式,本实施方式是对实施方式一提供的一种采用带极堆焊焊接的焊接坡口结构的进一步限定,所述的v型阶梯坡口的台阶高度h3为3-5mm;优选4mm。
35.实施方式六、结合图1说明本实施方式,本实施方式是对实施方式一提供的一种采用带极堆焊焊接的焊接坡口结构的进一步限定,所述的v型阶梯坡口的台阶角度c为45
°‑
60
°
;优选45
°
。
36.实施方式七、结合图1说明本实施方式,本实施方式是对实施方式一提供的一种采用带极堆焊焊接的焊接坡口结构的进一步限定,所述的钝边厚度h为1.5-3.5mm;优选2.5mm。
37.实施方式八、结合图2说明本实施方式,本实施方式是对实施方式一提供的一种采用带极堆焊焊接的焊接坡口结构的进一步限定,所述的v型阶梯坡口的阶梯的夹角采用圆弧过渡的结构,所述的圆弧的半径r为3-5mm;优选4mm。
38.实施方式九、结合图3说明本实施方式,本实施方式是对实施方式一提供的一种采用带极堆焊焊接的焊接坡口结构提供一个具体的实施例,具体的:
39.带焊接的板材厚度h为21mm,v型坡口的角度b为90
°
,v型阶梯坡口的角度a为90
°
,v型阶梯坡口的阶梯台阶长度l1为5mm,v型阶梯坡口的台阶高度h3为4mm,v型阶梯坡口的台阶角度c为45
°
,钝边厚度h为2.5mm,v型阶梯坡口的最宽距离l为28mm。
40.实施方式十、结合图4说明本实施方式,本实施方式是对实施方式八提供的一种采用带极堆焊焊接的焊接坡口结构提供一个具体的实施例,具体的:
41.带焊接的板材厚度h为21mm,本实施例中,所述的v型阶梯坡口的阶梯的夹角采用圆弧过渡的结构,所述的圆弧的半径r为5mm,v型坡口的角度b为90
°
,v型阶梯坡口的角度a为90
°
,v型阶梯坡口的阶梯台阶长度l1为5mm,v型阶梯坡口的台阶高度h3为4mm,v型阶梯坡口的台阶除去用于过渡的圆弧结构后的高度h4为3mm,v型阶梯坡口的台阶角度c为45
°
,钝边厚度h为2.5mm,v型阶梯坡口的最宽距离l为28mm。
42.实施方式十一、结合图5说明本实施方式,本实施方式是对实施方式八提供的一种采用带极堆焊焊接的焊接坡口结构提供一个具体的实施例,具体的:
43.带焊接的板材厚度h为21mm,本实施例中,所述的v型阶梯坡口的阶梯的夹角采用圆弧过渡的结构,所述的圆弧的半径r为5mm,v型坡口的角度b为90
°
,v型阶梯坡口的角度a为90
°
,v型阶梯坡口的阶梯台阶长度l1为4mm,v型阶梯坡口的台阶除去用于过渡的圆弧结构后的高度h4为3mm,v型阶梯坡口的台阶角度c为60
°
,钝边厚度h为2.5mm,v型阶梯坡口的
最宽距离l为22.68mm。
44.实施方式十二、本实施方式提供了一种带极堆焊焊接的钢管,所述的钢管的焊接坡口结构采用实施方式一至八任意一项提供的一种带极堆焊焊接坡口结构。
45.实施方式十三、本实施方式提供了一种带极堆焊焊接的复合钢管,所述的复合钢管的焊接坡口结构采用实施方式一至八任意一项提供的一种带极堆焊焊接坡口结构。
46.实施方式十四、结合图4和6-7说明本实施方式,本实施方式是为实施方式十提供的一种采用带极堆焊焊接的焊接坡口结构应用在具体不锈钢复合管上提供一个具体的实施方式,具体为:
47.对规格φ508*(17+3)的不锈钢复合管进行加工;其基层x65钢级17mm,复层316材质3mm,坡口结构截面如图4所示;
48.焊接过程过程:v型坡口采用丝极埋弧焊saw焊接完成,v型阶梯坡口采用丝极埋弧焊焊接完成,阶梯坡口采用带极堆焊,焊带规格为0.4
×
30mm,堆焊速度为300mm/min,高速堆焊一次完成。
49.其中,焊带型号为:eq309lmo;焊接参数为:焊接电流400mm/min,焊接电压26v。
50.焊接工艺性检测:见图6-7,可以得知,焊缝脱渣性和焊缝表面成型良好,无未熔合,夹渣,咬边等缺陷。
51.焊缝腐蚀性能测试:
52.按照astm a262e法《检测奥氏体不锈钢晶间腐蚀敏感度的铜-硫酸铜-16%硫酸试验》,做晶间腐蚀试验,未发现晶间腐蚀倾向。
53.按照gb/t4334.5法《不锈钢硫酸-硫酸铜腐蚀试验方法》做晶间腐蚀试验,未发现晶间腐蚀倾向。
54.以上所述的几个具体实施方式仅仅为本实用新型的几个较优实施方式而已,并不用于作为对本实用新型的限制,任何基于本实用新型的精神和原则范围内的修改、实施方式的改进、组合以及等同替换等,均应当包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1