一种制动器支架工装夹具的制作方法
1.本实用新型涉及工装夹具技术领域,具体涉及一种制动器支架工装夹具。
背景技术:
2.工装夹具是加工时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置。也就是说工装夹具是机械加工不可缺少的部件,传统的制动器工装夹具装夹松卸较困难、定位也不够精准,操作也很繁琐,对工人装卸工件的劳动强度过大,降低了工人装卸工件的工作效率。
技术实现要素:
3.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种一体式结构的制动器支架工装夹具。
4.为实现上述目的,本实用新型提供如下技术方案:一种制动器支架工装夹具,包括底板、设置所述底板上的第一靠板以及第二靠板,所述第一靠板上有用于固定工件的定位组件以及用于转动手柄沿着工件固定位置方向来回松卸的压紧组件,所述第二靠板上有用于固定工件的定位组件以及用于转动手柄沿着工件固定位置方向来回松卸的压紧组件,所述第一靠板、所述第二靠板外侧有用于锁紧工件的锁定组件,且该锁定组件在外力转动后与所述压紧组件相关联以锁定工件,所述底板中心位置且与所述第一靠板、所述第二靠板内侧相关联的位置上有用于顶紧工件的工装顶紧组件,该顶紧组件可在外力作用下用于顶紧工件。
5.本技术通过工人手持工件将工件放在底板上,放置在第一靠板、第二靠板中心位置,将设于第一靠板、第二靠板左右面、前后面的定位螺丝以及压紧螺栓对工件前后左右方向进行固定,再通过顶紧组件中的限位凸台、限位挡板与底部上的前定位螺丝和两个后定位螺丝配合压紧工件,最后通过第一靠板、第二靠板外侧的锁紧手柄对工件进行锁定,本技术装夹松卸简单、定位精准、操作方便、减少了工人装卸工件的劳动强度,大大提高工人装卸工件的工作效率,一体式结构稳定,压紧力均匀,减少了工人在夹紧过程中的变形程度,保证了产品的加工质量。
6.可选的,所述第一靠板以及第二靠板分别是一种三面一体式结构的u形靠板,所述第一靠板、所述第二靠板左右面、前后面分别装入定位螺丝和压紧螺栓,对工件前后左右方向进行固定,该一体式结构设计的更加稳定,使压紧力更加均匀,有效的保证了产品的加工质量。
7.可选的,所述顶紧组件包括焊接于所述第一靠板内侧的第一限位凸台、所述第二靠板内侧的限位凸台以及位于所述第一限位凸台、第二限位凸台下方焊接于所述第一靠板、所述第二靠板内侧的限位挡板且位于底板的定位螺丝,该限位凸台、限位挡板的与底部上的前定位螺丝和两个后定位螺丝的配合,有效的提高了夹具对工件固定的稳定性。
8.可选的,所述锁定组件包括设置于所述第一靠板、所述第二靠板外侧的锁紧手柄,
该手柄上设置有防滑纹路,所述锁紧手柄与压紧组件相抵接,通过设置该防滑纹路有效的提高了工人转动手柄时的摩擦力。
9.综上所述,本技术装夹松卸简单、定位精准、操作方便、减少了工人装卸工件的劳动强度,大大提高工人装卸工件的工作效率,一体式结构稳定,压紧力均匀,减少了工人在夹紧过程中的变形程度,保证了产品的加工质量。
附图说明
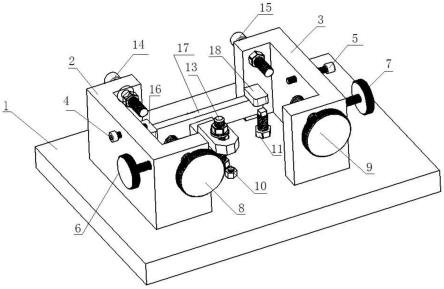
10.图1为本实用新型结构示意图。
11.图2为本实用新型结构示意图。
12.图3为本实用新型结构俯视图。
具体实施方式
13.为了使本技术领域的人员更好的理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述。
14.参考图1,一种制动器支架工装夹具,包括底座、定位组件、压紧组件、顶紧组件以及锁定组件,其中所述底座可以通过焊接或者是螺栓固定到加工设备的台面上。所述底座为方形的金属板,所述底座包括底板1、第一靠板2以及第二靠板3,所述第一靠板2位于底板1的一侧,且第一靠板2通过焊接的方式固定在底板1上,所述第二靠板3位于底板1的另一侧,且第二靠板3通过焊接的方式固定在底板1上,所述第一靠板2、第二靠板3为u形三面一体式的金属板,一体式结构的设计更加稳定,压紧力也更加均匀,所述定位组件包括第一靠板2 定位组件以及第二靠板3定位组件,所述压紧组件包括第一靠板2压紧组件以及第二靠板3压紧组件。
15.具体地,所述第一靠板2定位组件设置于所述第一靠板2上以用来定位工件,该定位组件包括定位螺栓14,该定位螺栓位于第一靠板2的背面,通过螺接的的方式固定在第一靠板2背面。
16.进一步地,所述第二靠板3定位组件设置于所述第二靠板3上以用来定位工件,该定位组件包括定位螺栓15,该定位螺栓位于第二靠板3的背面,通过螺接的的方式固定在第二靠板3背面。
17.具体地,所述第一靠板2压紧组件设置于所述第一靠板2上以用来压紧工件,所述压紧组件包括压紧螺栓4以及盘式压紧手柄8,所述压紧螺栓4位于第一靠板2的左侧,通过螺接的的方式固定在第一靠板2左侧,所述盘式压紧手柄5 位于第一靠板正面,且通过螺接的方式固定在第一靠板2正面。
18.具体地,所述第二靠板3压紧组件设置于所述第二靠板3上以用来压紧工件,所述压紧组件包括压紧螺栓5以及盘式压紧手柄9,所述压紧螺栓5位于第二靠板3的左侧,通过螺接的的方式固定在第一靠板2左侧,所述盘式压紧手柄9 位于第二靠板3正面,且通过螺接的方式固定在第二靠板3正面。
19.进一步地,所述工装顶紧组件包括第一限位凸台16、第二限位凸台18、限位挡板17、底板前定位螺丝6、底板后左定位螺丝21、底板后右定位螺丝11,其中所述第一限位凸台16焊接于第一靠板2内侧,所述第二限位凸台18焊接于第二靠板3内侧,所述限位挡板17位
于第一限位凸台16以及第二限位凸台18 下方,通过焊接的方式固定在第一靠板2和第二靠板3的内侧,所述底板前定位螺丝6位于底板1中心,通过螺接的方式固定在底板1中心位置,所述底板后左定位螺丝21位于第一限位凸台16下方,通过螺接的方式固定在底板1上,所述底板后右定位螺丝11第二限位凸台18下方,通过螺接的方式固定在底板1上。
20.具体地,所述锁定组件包括左锁紧手柄6以及右锁紧手柄7,所述左锁紧手柄6位于第一靠板2左侧,通过螺接的方式固定在第一靠板2左侧,所述右锁紧手柄7位于第二靠板3右侧,通过螺接的方式固定在第二靠板3右侧。
21.本实施例的实施原理为:在装夹工件过程中,首先将将工件放在底板1上, 放置在第一靠板2、第二靠板3中心位置,将设于第一靠板2、第二靠板3左右面、前后面的定位螺丝以及压紧螺栓对工件前后左右方向进行固定,再通过顶紧组件中的第一限位凸台16、第二限位凸台18、限位挡板17与底座上的底板前定位螺丝6、底板后左定位螺丝21以及底板后右定位螺丝11配合压紧工件,最后通过左锁紧手柄6、右锁紧手柄7在外力的转动下对工件进行锁定。
22.如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接收的误差范围内,本领域技术人员能够在一定误差范围内解决所述技术问题,基本达到所述技术效果。
23.需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的商品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种商品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的商品或者系统中还存在另外的相同要素。
24.上述说明示出并描述了本技术的若干优选实施例,但如前所述,应当理解本技术并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述申请构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本技术的精神和范围,则都应在本技术所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1