钢板的蛇行量测定装置、钢板的蛇行量测定方法、热轧钢带的热轧设备及热轧钢带的热轧方法与流程
本发明涉及对利用具有多个轧制机架的轧机进行轧制中的钢板的蛇行量进行测定的钢板的蛇行量测定装置、钢板的蛇行量测定方法、热轧钢带的热轧设备及热轧钢带的热轧方法。
背景技术:
1、一般来说,在利用具有多个轧制机架的热精轧机进行的钢板的轧制中,有时会产生被称为蛇行的钢板的宽度中央部相对于轧制机架的工作辊的中央部偏移地被轧制的现象。当钢板的蛇行量变大时,有时钢板会与设置在轧机的入口侧的侧引导件接触而屈曲,在该状态下轧制时,会产生被称为“缩入(squeezing)”的辊破损故障。因此,在钢板的轧制作业中,要求适当设定轧制条件并以尽可能减小钢板的蛇行量的方式进行控制。
2、在控制钢板的蛇行量时,以往,已知“差荷重方式的蛇行控制”和“传感器方式的蛇行控制”。
3、“差荷重方式的蛇行控制”是指对于作为控制对象的轧制机架的调平量(辊开度差,即作为控制对象的轧制机架中的操作侧及驱动侧的辊间隙的开度差),以与利用设置于该轧制机架的荷重检测器检测出的操作侧及驱动侧的差荷重成比例的方式进行变更。
4、另外,“传感器方式的蛇行控制”是指对于作为控制对象的轧机机架的调平量,以与用蛇行量测定装置测定的蛇行量成比例的方式进行变更,所述蛇行量测定装置设置于该作为控制对象的轧制机架的前一个轧制机架与该作为控制对象的轧制机架之间。
5、以往,在非专利文献1中指出:在“差荷重方式的蛇行控制”中,板宽越宽,在实际使用的控制增益设定范围中,蛇行抑制效果变得越小,因此无法成为有效的控制手段。为了解决该问题,提出了如下控制系统:采用“蛇行计方式的蛇行控制”,利用蛇行量测定装置周期性地测定作为控制对象的轧制机架的前一个轧制机架与该作为控制对象的轧制机架之间的蛇行量,并调整作为控制对象的轧机机架的调平量。
6、此外,存在如下问题:由于在热精轧机中的轧制机架间会产生大量的蒸汽、烟尘,所以蛇行量测定装置中的相机的测定视野受到这些蒸汽、烟尘遮挡,不能高精度地测定钢板的蛇行量。
7、为了解决该问题,以往,在上述非专利文献1中,提出如下方式:按相机的扫描线算出微分强度成为最大的点(与钢板的边缘对应)后,用将微分强度作为加权系数的加权最小二乘法推定边缘线。
8、另外,为了解决上述问题,以往,提出了专利文献1所示的板材的蛇行测定方法。
9、专利文献1所示的板材的蛇行测定方法具备:用二维拍摄装置从相对于轧制线的垂线在轧制方向上倾斜的方向拍摄板材的表面的步骤、通过对拍摄图像按板宽方向上的扫描线检测浓度值的变化从而按扫描线检测出板材的边缘位置的步骤、通过对于按扫描线检测出的各边缘位置应用最小二乘法从而算出近似直线的步骤、算出近似直线与规定的扫描线的交点的位置的步骤以及基于交点的位置算出蛇行量的步骤。
10、另外,为了解决上述问题,以往,也提出了专利文献2所示的边缘检测方法。
11、专利文献2所示的边缘检测方法具备:利用拍摄部件拍摄多个行进的构件的包含边缘线的区域的拍摄工序、对于利用拍摄工序得到的时间上连续的多个图像分别求出图像中的像素的微分强度并生成微分图像的微分图像生成工序以及将利用微分图像生成工序得到的时间上连续的多个微分图像合成并生成合成部分图像的合成微分图像生成工序。另外,该边缘检测方法具备:在利用合成微分图像生成工序得到的合成微分图像中确定存在于直线上的像素的微分强度和成为最大的直线的直线确定工序、判断像素的微分强度是否大于阈值的判定工序。
12、现有技术文献
13、非专利文献
14、非专利文献1:薄板热轧中的钢板蛇行控制技术的开发,铁与钢,vol.95(2009),否.1,第43-50页
15、专利文献
16、专利文献1:日本特开平2004-141956号公报
17、专利文献2:日本专利第5454404号公报
技术实现思路
1、发明要解决的课题
2、此外,在热精轧机中的轧制机架间,产生大量的蒸汽、烟尘,但有时仅钢板的一个边缘由蒸汽、烟尘覆盖,不能进行边缘的检测,对于另一个边缘,未由蒸汽、烟尘覆盖,能够检测该边缘。
3、在此,在以往的非专利文献1、专利文献1所示的板材的蛇行测定方法及专利文献2所示的边缘检测方法的任一方法中,都是仅在能够检测钢板两侧的边缘的情况下算出蛇行量的方法,因此存在如下课题:在不能进行一个边缘的检测而能够检测另一个边缘的情况下,不能检测钢板的蛇行量。
4、因此,本发明为了解决该以往的课题而作出,其目的在于提供在测定轧制中的钢板的蛇行量时,不仅是能够检测钢板的两边缘的情况,即使是在钢板的一个边缘由蒸汽等覆盖而不能进行边缘的检测、另一个边缘未由蒸汽等覆盖而能够进行边缘检测的情况下,也能够准确地测定钢板的蛇行量的钢板的蛇行量测定装置、钢板的蛇行量测定方法、热轧钢带的热轧设备及热轧钢带的热轧方法。
5、用于解决课题的手段
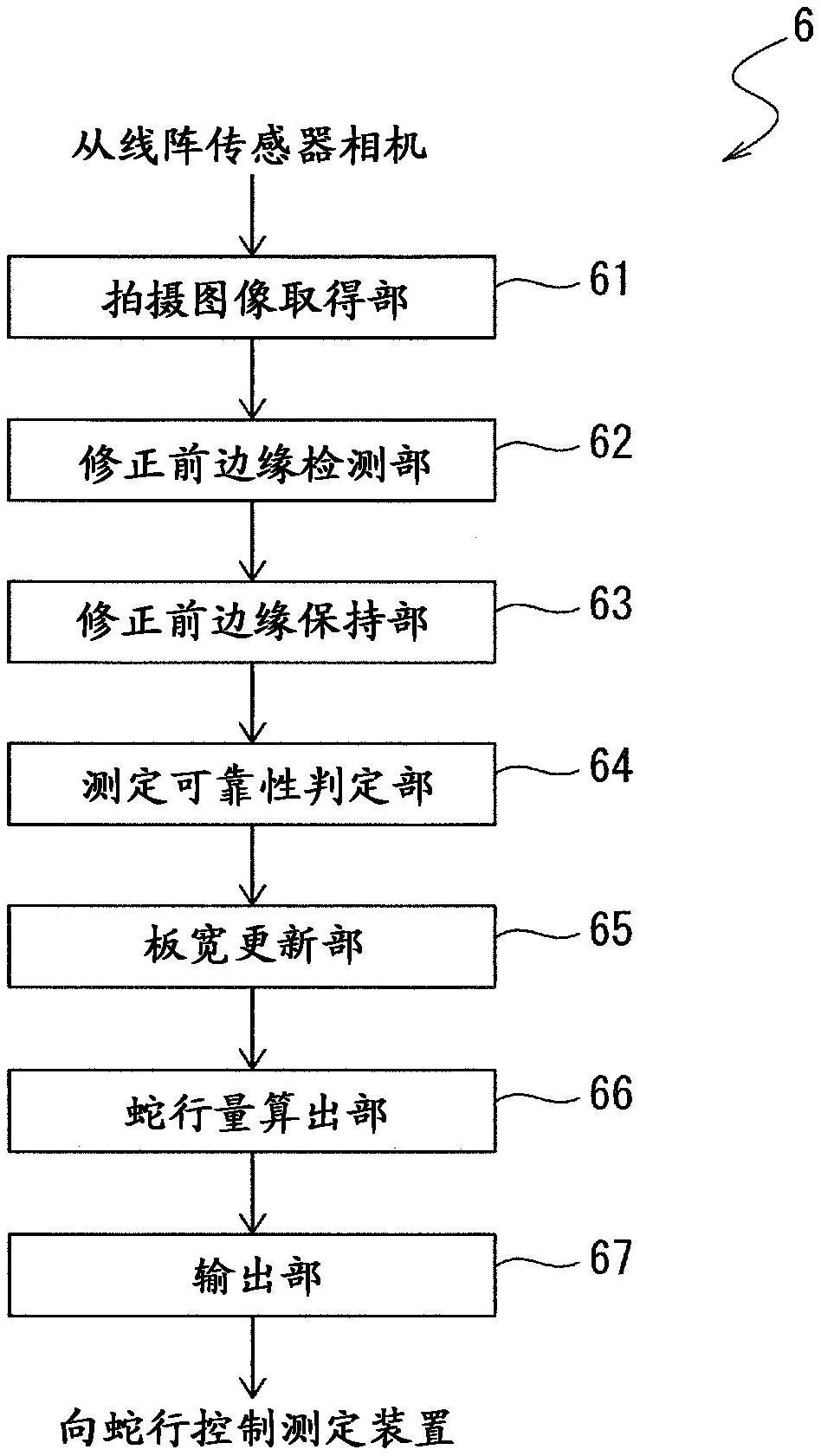
6、为了解决上述课题,本发明的一个方案的钢板的蛇行量测定装置,其测定利用具有多个轧制机架的轧机进行轧制中的钢板的蛇行量,所述钢板的蛇行量测定装置的特征在于,具备:拍摄装置,所述拍摄装置设置于相邻的所述轧制机架之间,对在轧制中行进的所述钢板的表面周期性地进行拍摄;和蛇行量运算装置,所述蛇行量运算装置基于用所述拍摄装置拍摄到的多个拍摄图像算出所述钢板的蛇行量,所述蛇行量运算装置具备:修正前边缘检测部,其计算用所述拍摄装置周期性地拍摄到的多个拍摄图像的各自的在宽度方向上相邻的辉度差,将该辉度差的绝对值在所述钢板的宽度方向上的驱动侧成为最大的部位作为所述钢板的驱动侧边缘部位zds检测出多个、并将所述辉度差的绝对值在所述钢板的宽度方向上的工作侧成为最大的部位作为所述钢板的工作侧边缘部位zws检测出多个;测定可靠性判定部,其在从用所述修正前边缘检测部检测出的多个驱动侧边缘部位zds及工作侧边缘部位zws提取出的、包含当前时刻的过去n次的驱动侧边缘部位(zds(i),i=1,2,…n)及工作侧边缘部位(zws(i),i=1,2,…n)中的各自的用下述式(1)、式(2)示出的变化量绝对值之和αds、αws分别为规定阈值以上的情况下,将当前时刻的驱动侧边缘部位zds(n)、工作侧边缘部位zws(n)判定为可靠性低,在小于规定阈值的情况下,将当前时刻的驱动侧边缘部位zds(n)、工作侧边缘部位zws(n)判定为可靠性高;板宽更新部,其在所述测定可靠性判定部中判定为当前时刻的驱动侧边缘部位zds(n)及工作侧边缘部位zws(n)双方为可靠性高的情况下,算出与根据当前时刻的驱动侧边缘部位zds(n)及工作侧边缘部位zws(n)双方算出的板宽相当的像素数w’,将与板宽相当的像素数w更新为该算出的w’,在判定为当前时刻的驱动侧边缘部位zds(n)及工作侧边缘部位zws(n)中的至少一者为可靠性低的情况下,将与板宽相当的像素数w保持为该像素数w;以及蛇行量算出部,其在所述测定可靠性判定部中判定为当前时刻的驱动侧边缘部位zds(n)及工作侧边缘部位zws(n)双方为可靠性高的情况下,使用当前时刻的驱动侧边缘部位zds(n)及工作侧边缘部位zws(n)算出所述钢板的蛇行量,在判定为当前时刻的驱动侧边缘部位zds(n)及工作侧边缘部位zws(n)中的仅一方为可靠性高的情况下,将可靠性高的当前时刻的驱动侧边缘部位zds(n)或工作侧边缘部位zws(n)作为基准,使用来自所述板宽更新部的所述像素数w对另一侧的边缘部位进行插补计算,使用可靠性高的当前时刻的驱动侧边缘部位zds(n)或工作侧边缘部位zws(n)和插补计算后的另一侧的边缘部位算出所述钢板的蛇行量,在判定为当前时刻的驱动侧边缘部位zds(n)及工作侧边缘部位zws(n)双方为可靠性低的情况下,不算出所述钢板的蛇行量,
7、[数学式1]
8、
9、[数学式2]
10、
11、另外,本发明的另一方案的热轧钢带的热轧设备的要旨在于,具备上述钢板的蛇行量测定装置。
12、另外,本发明的另一方案的钢板的蛇行量测定方法,其测定利用具有多个轧制机架的轧机进行轧制中的钢板的蛇行量,所述钢板的蛇行量测定方法的特征在于,包括:拍摄步骤,利用设置于相邻的所述轧制机架之间的拍摄装置,对在轧制中行进的所述钢板的表面周期性地进行拍摄;修正前边缘检测步骤,计算在所述拍摄步骤中周期性地拍摄到的多个拍摄图像的各自的在宽度方向上相邻的辉度差,将该辉度差的绝对值在所述钢板的宽度方向上的驱动侧成为最大的部位作为所述钢板的驱动侧边缘部位zds检测出多个,将所述辉度差的绝对值在所述钢板的宽度方向上的工作侧成为最大的部位作为所述钢板的工作侧边缘部位zws检测出多个;测定可靠性判定步骤,在从在所述修正前边缘检测步骤中检测出的多个驱动侧边缘部位zds及工作侧边缘部位zws提取出的、包含当前时刻的过去n次的驱动侧边缘部位(zds(i),i=1,2,…n)及工作侧边缘部位(zws(i),i=1,2,…n)中的各自的用前述式(1)、式(2)示出的变化量绝对值之和αds、αws分别为规定阈值以上的情况下,将当前时刻的驱动侧边缘部位zds(n)、工作侧边缘部位zws(n)判定为可靠性低,在小于规定阈值的情况下,将当前时刻的驱动侧边缘部位zds(n)、工作侧边缘部位zws(n)判定为可靠性高;板宽更新步骤,在所述测定可靠性判定步骤中判定为当前时刻的驱动侧边缘部位zds(n)及工作侧边缘部位zws(n)双方为可靠性高的情况下,算出与根据当前时刻的驱动侧边缘部位zds(n)及工作侧边缘部位zws(n)双方算出的板宽相当的像素数w’,将与板宽相当的像素数w更新为该算出的w’,在判定为当前时刻的驱动侧边缘部位zds(n)及工作侧边缘部位zws(n)中的至少一者为可靠性低的情况下,将与板宽相当的像素数w保持为该像素数w;以及
13、蛇行量算出步骤,在所述测定可靠性判定步骤中判定为当前时刻的驱动侧边缘部位zds(n)及工作侧边缘部位zws(n)双方为可靠性高的情况下,使用当前时刻的驱动侧边缘部位zds(n)及工作侧边缘部位zws(n)算出所述钢板的蛇行量,在判定为当前时刻的驱动侧边缘部位zds(n)及工作侧边缘部位zws(n)中的仅一方为可靠性高的情况下,将可靠性高的当前时刻的驱动侧边缘部位zds(n)或工作侧边缘部位zws(n)作为基准,使用来自所述板宽更新步骤的来自所述板宽更新步骤的像素数w对另一侧的边缘部位进行插补计算,使用可靠性高的当前时刻的驱动侧边缘部位zds(n)或工作侧边缘部位zws(n)和插补计算后的另一侧的边缘部位算出所述钢板的蛇行量,在判定为当前时刻的驱动侧边缘部位zds(n)及工作侧边缘部位zws(n)双方为可靠性低的情况下,不算出所述钢板的蛇行量。
14、另外,本发明的另一方案的热轧钢带的热轧方法的要旨在于,利用上述钢板的蛇行量测定方法测定利用具有多个轧制机架的轧机轧制中的钢板的蛇行量的工序。
15、发明的效果
16、根据本发明的钢板的蛇行量测定装置、钢板的蛇行量测定方法、热轧钢带的热轧设备及热轧钢带的热轧方法,能够提供在测定轧制中的钢板的蛇行量时,不仅是能够检测钢板的两边缘的情况,即使是在钢板的一个边缘由蒸汽等覆盖而不能进行边缘的检测、另一个边缘未由蒸汽等覆盖而能够进行边缘检测的情况下,也能够准确地测定钢板的蛇行量的钢板的蛇行量测定装置、钢板的蛇行量测定方法、热轧钢带的热轧设备及热轧钢带的热轧方法。
- 还没有人留言评论。精彩留言会获得点赞!