圆柱锂离子电池点底虚焊补焊装置的制作方法
圆柱锂离子电池点底虚焊补焊装置
1.技术领域
2.本发明专利涉及圆柱锂离子电池焊接技术领域,主要涉及一种圆柱锂离子电池点底虚焊补焊装置。
3.
背景技术:
4.锂离子电池是当今社会不可缺少的,锂离子电池与人们生活息息相关,对锂离子电池的需求量也越来越大。
5.目前圆柱形锂电池是一种常见的锂电池结构形态,其外部为钢制壳体,内部放置电芯及灌满电解液。电芯中的正负极需要与钢制壳体的负极及正极相连。其中负极与钢制壳体通常在壳体的底部电芯中间位置进行焊接,此时焊极需要穿过电芯中央,将极片与壳体底部点焊。这个过程需要精确控制焊接压力与位置,压力不符合要求会导致点底虚焊,将影响锂离子电池的内阻与使用寿命。
6.对于锂离子电池在装配时会出现点底虚焊的现象,需要将点底虚焊的圆柱锂离子电池进行点底虚焊补焊。但是虚焊电芯再次补焊的焊接成功率差,再次焊接会出现穿透现象,注液后电芯会出现漏液生锈现象。
技术实现要素:
7.针对上述问题,本发明提供一种圆柱锂离子电池点底虚焊补焊装置,以解决上述背景技术中提出的现有的虚焊电芯再次焊接成功率差,再次焊接会出现穿透的问题。
8.为实现上述目的,本发明采用的技术方案是:圆柱锂离子电池点底虚焊补焊装置, 包括上焊极、下焊极、焊接台、焊极臂和偏心转动下压机构;所述焊接台上设置焊接位,焊接位的中间开孔设置下焊极,下焊极突出焊接位表面,下焊极一侧设置焊极臂;所述焊极臂的底部设置在焊接台上,焊极臂向上延伸并设置处于焊极臂侧面上的焊接悬臂,焊接悬臂处于下焊极的正上方位置;所述偏心转动下压机构设置在焊接悬臂上,偏心转动下压机构内置下压旋转机构,所述上焊接设置在下压旋转机构的底部偏心位置,上焊极处于下焊接的正上方,待焊接的圆柱锂离子电池极片与壳体层叠后放置在下焊接上;所述上焊接与下焊接分别连接焊极的焊极输出电缆。
9.作为优选,下焊极一周的焊接位设有凹槽,凹槽内放置有可取放的活性炭颗粒,活性炭颗粒吸收焊接气体及堆积焊接产生的异物。
10.作为优选,焊接位的中间开孔为贯穿孔,下焊极能够通过孔的下部取出。
11.作为优选,焊接悬臂通过滑轨机构设置在焊极臂的侧面,滑轨机构包括滑轨和移动滑块,滑轨为竖向的凹槽轨道,滑块嵌入凹槽轨道中,所述焊接悬臂固定于滑块,焊接悬臂水平设置。
12.作为进一步的优选,滑块上设有圆柱锂离子电池压紧机构,该压紧机构的中部开有直槽,上焊接穿过该直槽向下,待焊极的圆柱锂离子电池盖帽开口朝上放置在该压紧机构下。
13.作为进一步的优选,偏心转动下压机构为套筒,下部开口设置下压旋转机构,套筒内部设有螺旋散热管,螺旋散热管包围所述上焊接,螺旋散热管两端接循环接冷却水,螺旋散热管对上焊接进行散热。
14.作为进一步的优选,下压旋转机构包括下部的上焊接固定套、v形槽套和两导向横柱,上焊接固定套的中间偏心位置开孔固定所述的上焊极,v形槽套固定在上焊接固定套上部,v形槽套上设有两对称的v形槽,每个v形槽中的一侧槽竖直,另一侧槽倾斜设置,v形槽的顶部间距角度90度,所述两导向横柱分别嵌入两v形槽套中,两导向横柱固定于套筒下部,v形槽套上部处于v形槽套中,v形槽套顶部与套筒间设有弹簧,弹簧将v形槽套向套筒下方下压。
15.作为进一步的优选,上焊极顶部、下焊极底部分别装有压力传感器,用于检测控制上、下焊极压力,并反馈给焊接设备。
16.作为优选,焊接台的中部悬空,一周设置支撑腿部结构,焊接台的中部悬空位置为所述的焊接位。
17.与现有技术相比,本发明具有如下有益效果:本发明中焊针采用偏心设置,通过转轮调整焊针位置,在不同位置焊接两次,保证虚焊补焊的可靠性。
18.其次,套筒内覆盖铜制散热管,连接冷却水,在焊接间隔中焊针可得到充分冷却,提高焊针的使用寿命。
19.底座设置活性炭颗粒,可拆卸对异物进行清理,用于对焊接气体进行收集,下焊极陷入底座,可达到快捷更换效果。
附图说明
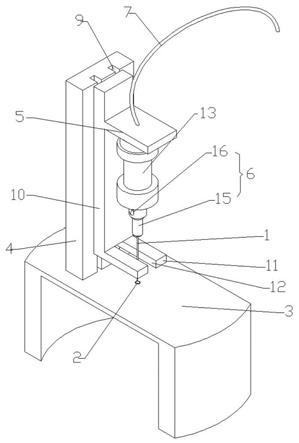
20.图1是本发明的整体结构示意图,图2是本发明的去除套筒的结构图,图3是本发明的侧面结构图,图4是本发明的下焊极的局部放大图,图5是本发明的下压旋转机构放大图。
21.附图标记:1上焊极,2下焊极,3焊接台,4焊极臂,5焊接悬臂,6下压旋转机构,7焊极输出电缆,8活性炭颗粒,9滑轨,10滑板,11电池压紧机构,12直槽,13套筒,14螺旋散热管,15上焊接固定套,16、v形槽套,17导向横柱。
具体实施方式
22.以下结合附图对本发明的优选实例进行说明,应当理解,此处描述的优选实例仅
用于说明和解释本发明,并不限定本发明。
23.需要说明的是,本实施方式中术语
ꢀ“
上、下、左、右、中心,水平、内外”等方向位置的词汇,是相对本发明中附图中的位置状态,是为了方便审查员及技术人员的理解与沟通,是一种位置的相对描述,而不是指示或者暗示所指的状置或原件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对发明的限制。
24.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
25.本发明圆柱锂离子电池点底虚焊补焊装置,结构如图1-2所示,包括上焊极1、下焊极2、焊接台3、焊极臂4和偏心转动下压机构。
26.对本发明中的具体结构进行更为详细的说明。本发明中,焊接台3的上侧面设置焊接位,焊接位的中间开孔设置下焊极2,下焊极2突出焊接位表面,下焊极2一侧设置焊极臂4。焊接台3的中部悬空,一周设置支撑腿部结构,焊接台3的中部悬空位置为所述的焊接位。焊接位的中间开孔为贯穿孔,下焊极2能够通过孔的下部取出。
27.焊接台是待焊接的圆柱锂电池的焊接工装设备,本发明中是用于点底虚焊的补焊,通常是人工操作机器设备完整,因而需要单独的工位与空间来实现。支撑结构的焊接台方便焊接人员的坐位操作。而且也方便下焊极2的检修、维护和更换。
28.本发明中,在下焊极2一周的焊接位设有凹槽,即焊接台3在下焊极2安装孔个位置设置凹槽,凹槽内放置容器,容器内放置有可取放的活性炭颗粒12,或者凹槽内直接放置通过网袋等包裹的活性炭颗粒12。本发明中,活性炭颗粒12用于吸收焊接气体及堆积焊接产生的异物。通过对焊接过程中产生气体的吸附,提高补焊工位处的环境空气质量。通过对焊接异物的收集,避免在焊接台上堆积,影响焊接质量。活性炭颗粒12可拆卸以方便对异物进行清理。下焊极陷入焊接台中的贯穿孔中,可达到快捷更换效果;上焊极1处于下焊极的正上方,下焊极突出焊接台表面,待焊接的圆柱锂离子电池极片与壳体层叠后放置在下焊接上,突出的下焊极容易与圆柱锂离子电池壳体接触,形成导电焊接循环。上焊接与下焊接分别连接焊极的焊极输出电缆7。
29.本发明中,如图1-2所示,焊极臂4的底部设置在焊接台3上,焊极臂4向上为竖直的结构,焊极臂4侧面设有滑轨机构,焊接悬臂5通过滑轨机构设置在焊极臂4的侧面。具体的,滑轨机构包括滑轨和移动滑块,滑轨为竖向的凹槽轨道,滑块嵌入凹槽轨道中,多个等距布置的滑块固定于滑板上,所述焊接悬臂5固定于滑板。焊接悬臂5水平设置,焊接悬臂5处于下焊极2的正上方位置。与焊接悬臂平行设置圆柱锂离子电池压紧机构11,该压紧机构的中部开有直槽,上焊接穿过该直槽向下,待焊极的圆柱锂离子电池盖帽开口朝上放置在该压紧机构下。
30.滑轨与滑板之间设置驱动机构,驱动机构驱动滑板及焊接悬臂和圆柱锂离子电池压紧机构的上下,以实现焊接与分离动作。
31.本发明中,该驱动机构可以为气缸。气缸动作速度快,冲击力小,适合焊接作业动力需要。
32.对本发明的上焊接进行详细的说明,本发明中偏心转动下压机构设置在焊接悬臂
5上,偏心转动下压机构为套筒13,偏心转动下压机构内置下压旋转机构。下压旋转机构包括下部的上焊接固定套、v形槽套和两导向横柱,上焊接固定套的中间偏心位置开孔固定所述的上焊极1,v形槽套固定在上焊接固定套上部,v形槽套上设有两对称的v形槽,每个v形槽中的一侧槽竖直,另一侧槽倾斜设置,v形槽的顶部间距角度90度,所述两导向横柱分别嵌入两v形槽套中,两导向横柱固定于套筒13下部,v形槽套上部处于v形槽套中,v形槽套顶部与套筒13间设有弹簧,弹簧将v形槽套向套筒13下方下压。
33.圆柱锂电池的点底补焊作业时,驱动机构带动滑板及压紧机构将圆柱锂电池固定,焊接深入圆柱锂电池的点底上方附件,然后手持操作上焊接固定套向下,导向横柱相对沿v形槽套竖向槽上移动,直至上焊接接触圆柱锂电池的点底位置,与下焊接将电芯极片与圆柱锂电池壳体焊接一处。然后将上焊接固定套向上移动,导向横柱相对沿v形槽套竖向槽下移动,导向横柱在达到v形槽套的底角位置,转动上焊接固定套,上焊极随之旋转相对上焊接固定套中心转动180度,由于v形槽套的倾斜槽导向作用,上焊极与固定套与上焊接同时随之向下,此时上焊极偏心位置仍旧处于圆柱锂电池的电芯中央孔内,上焊极接触圆柱锂电池的点底另一位置,实现二次补焊。
34.通过两次补焊的位置变化,避免单一位置补焊造成的焊穿问题。提高产品的合格率。
35.焊接过程中,产热量巨大,为了有效的降低运行时的问题,在套筒13内部设有螺旋散热管14,螺旋散热管14包围所述上焊接,螺旋散热管14两端接循环接冷却水,螺旋散热管14对上焊接进行散热。螺旋散热管14能够降低焊接时的上焊及的温度,避免手动操作时高温伤害。
36.本发明中,在上焊极1顶部、下焊极2底部分别装有压力传感器,用于检测控制上、下焊极2压力,并反馈给焊接设备。压力传感器随时监控焊接时的向下压力,控制焊接时的融点深度,避免焊穿问题。
37.提供一种圆柱锂离子电池点底虚焊补焊装置的目的与功效,由以下技术手段来实现:包括底座、隔网、上焊极、下焊极、下压臂、电芯夹紧装置、套筒。所述上焊极采用弹簧自锁机构,可实现快速与底座、下压臂安装与拆分,可达到快捷更换效果;与现有技术相比,本发明具有如下有益效果:本发明中焊针采用偏心设置,通过转轮调整焊针位置,在不同位置焊接两次,保证虚焊补焊的可靠性。套筒内覆盖铜制散热管,连接冷却水,在焊接间隔中焊针可得到充分冷却,提高焊针的使用寿命。活性炭颗粒,可拆卸对异物进行清理,用于对焊接气体进行收集,下焊极陷入底座,可达到快捷更换效果。
38.本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1