太阳能电池叠瓦组件汇流带引出线焊接机的制作方法
1.本发明涉及一种太阳能电池叠瓦组件汇流带引出线焊接机。
背景技术:
2.目前市场上的电池串汇流带焊接机种类繁多,但是不具备:1、横向制多段折弯引线;2、纵向引线冲压成多段u形弯;3、将纵向汇流带与横向多段汇流带预焊接成形,并将焊接好的汇流带准确放置在叠瓦组件相应位置上。传统汇流带焊接机的动作流程设计复杂重复,作业时间长且作业效率低。
技术实现要素:
3.本发明要解决的技术问题是提供一种太阳能电池叠瓦组件汇流带引出线焊接机,旨在解决现有技术中存在的传统汇流带焊接机的动作流程设计复杂重复,作业时间长且作业效率低的技术问题。
4.本发明的技术方案是:一种太阳能电池叠瓦组件汇流带引出线焊接机,包括机架、传输定位机构、点胶机构、纵向引线供带机构、喷涂机构、纵向引线抓带机构、制带凸模机构、制带凹模机构、垫板机构、横向引线供带机构、送带折弯机构、横向引线抓取机构、引线焊接移动机构;
5.传输定位机构沿机架前后方向布置,叠瓦组件从传输定位机构的进料端输入并归正定位,点胶机构布置在传输定位机构进料端的上方,用于将导电胶点在组件焊接点上,点胶完成的组件再通过传输定位机构输送至引线放料位;
6.纵向引线供带机构与喷涂机构布置在机架的侧部用于在拉出引线的相应位置喷涂助焊剂并裁切得到一定长度的纵向引线;制带凸模机构、制带凹模机构、垫板机构并排布置在纵向引线供带机构的一侧,纵向引线抓带机构布置在纵向引线供带机构与垫板机构之间位于制带凸模机构和制带凹模机构的上方,纵向引线供带机构制好的引线由纵向引线抓带机构抓至制带凸模机构上与制带凹模机构配合将引线冲压成多段u形弯,冲压完成后再由纵向引线抓带机构抓取放置在垫板机构上;
7.送带折弯机构沿机架前后方向布置,横向引线供带机构与横向引线抓取机构间隔布置在送带折弯机构的上方;横向引线供带机构用于拉切多段横向引线放置在送带折弯机构上进行折弯并调整引线间距,送带折弯机构将引线送至抓取位待横向引线抓取机构抓起至等待位后空载返回至待接料位;
8.垫板机构将纵向引线送至焊接位后由横向引线抓取机构将横向引线放置在纵向引线上,引线焊接移动机构对引线进行焊接并配合横向引线抓取机构完成引线的抓取避让及放置动作,将焊接好的引线放置在叠瓦组件上由传输定位机构输出。
9.进一步的,本发明中所述传输定位机构包括依次设置的进料输送线、运输叉、出料输送线,进料输送线包括滑动设置以配合定位叠瓦组件的前定位轮、后定位轮、左定位轮、右定位轮,运输叉可滑动设置在进料输送线与出料输送线之间,用于将归正定位并完成点
胶的叠瓦组件送至引线放料位、将放置引线的叠瓦组件送至出料输送线输出。
10.进一步的,本发明中所述点胶机构包括前后滑动设置的横梁,横梁上安装有左右滑动的滑动座,滑动座上升降安装有点胶装置。
11.进一步的,本发明中所述纵向引线供带机构、喷涂机构、纵向引线抓带机构、制带凸模机构、制带凹模机构、垫板机构分别具有两个且对称布置在机架的左右两侧以相配合同时制作多条纵向引线,所述垫板机构包括第一垫板机构和第二垫板机构。
12.进一步的,本发明中所述纵向引线供带机构包括侧放带机构、侧固定夹钳、侧切带机构、侧拉带机构,引线穿过侧固定夹钳和侧切带机构配合侧拉带机构进行拉切;喷涂机构包括支架、安装在支架上与喷嘴连接的接头、用于控制助焊剂喷射的电磁阀;所述纵向引线抓带机构包括由横向电缸驱动左右滑动的横向滑板、安装在横向滑板上的纵向电缸、由纵向电缸驱动升降的升降支架、安装在升降支架上的第一吸带手。
13.进一步的,本发明中所述制带凸模机构包括多个放带平台、驱动放带平台升降的顶升气缸,至少一个所述放带平台上设有下凸模;所述制带凹模机构包括由翻转气缸驱动翻转的翻转台、设于翻转台上由滑动气缸驱动滑动的气动滑台,所述气动滑台上设有与所述下凸模配合的上凹模。
14.进一步的,本发明中所述垫板机构包括外侧垫板连接梁、内侧垫板连接梁、分别连接外侧垫板连接梁两端的外横移电缸、分别连接内侧垫板连接梁两端的内横移电缸,外侧垫板连接梁与内侧垫板连接梁上分别设有用于放置引线的垫板。
15.进一步的,本发明中所述横向引线供带机构包括第一放带机构、第二放带机构、第一固定夹钳、第二固定夹钳、第一切带机构、第二切带机构、往复拉带机构,第一放带机构的引线穿过第一固定夹钳和第一切带机构,第二放带机构的引线穿过第二固定夹钳和第二切带机构,往复拉带机构拉动两侧引线配合两侧切带机构进拉切;所述横向引线抓取机构包括左右滑动设置的多个抓取座、安装在抓取座上的第二升降电缸、由第二升降电缸驱动升降的第二吸带手。
16.进一步的,本发明中所述送带折弯机构包括由驱动电缸驱动前后滑动的滑座、安装在滑座上的第一升降电缸、由第一升降电缸驱动升降的移动连接梁、布置在移动连接梁上的多个折弯机构和多个合带机构,所述折弯机构包括分别由压紧气缸驱动压住相邻两条横向引线的两个压紧件、设于两个压紧件之间由升降气缸驱动同时对两条横向引线端部进行折弯的折弯件;所述合带机构包括可滑动安装在移动连接梁上的调整板、设于调整板上用于吸附引线的真空吸附孔。
17.进一步的,本发明中所述引线焊接移动机构具有多个且间隔分布,每个引线焊接移动机构均包括由水平横移电缸驱动左右运动的横移板、安装在横移板上的第三升降电缸、由第三升降电缸驱动升降的升降梁,所述升降梁上设有电磁感应焊头和第三吸带手,所述电磁感应焊头固定安装在升降梁上,所述第三吸带手具有若干个且上下滑动设置在升降梁上。
18.本发明与现有技术相比具有以下优点:本发明能够使汇流带焊接机具备:1、横向制多段折弯引线,并自动调节引线间距弥补折弯后间距过大的问题;2、同时制作多条纵向引线,并在纵向引线上冲压形成多段u形弯,以避免焊接变形导致的电池片变形问题,保证产品良品率;3、能够将纵向引线与横向引线预焊接成形,并将焊接好的引线准确放置在叠
瓦组件相应位置上进行输出。解决了传统汇流带焊接机作业的动作流程设计复杂重复,作业时间长且作业效率低的问题。
附图说明
19.图1为本发明中所述传输定位机构在机架上的布置图;
20.图2为本发明中所述传输定位机构的具体结构图;
21.图3为本发明中涉及纵向引线制作的各机构在机架上的整体布置图;
22.图4为本发明中所述纵向引线供带机构的具体结构图;
23.图5为本发明中所述喷涂机构的具体结构图;
24.图6为本发明中所述纵向引线抓带机构的具体结构图;
25.图7为本发明中所述制带凸模机构的具体结构图;
26.图8为本发明中所述制带凹模机构的具体结构图;
27.图9为本发明中所述垫板机构的具体结构图;
28.图10为本发明制作的纵向引线的俯视图;
29.图11为本发明制作的纵向引线的侧视图;
30.图12为本发明中涉及横向引线制作的各机构在机架上的整体布置图;
31.图13为本发明中所述横向引线供带机构的前视图;
32.图14为本发明中所述横向引线供带机构的俯视图;
33.图15为本发明中所述送带折弯机构的俯视图;
34.图16为本发明中所述送带折弯机构的立体图;
35.图17为本发明中所述折弯机构的具体结构图;
36.图18为本发明中所述合带机构的具体结构图;
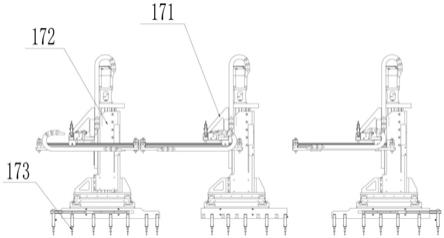
37.图19为本发明中所述横向引线抓取机构的具体结构图;
38.图20为本发明制作的横向引线的俯视图;
39.图21为本发明制作的横向引线的侧视图;
40.图22为本发明中涉及横向引线与纵向引线焊接的各机构在机架上的整体布置图;
41.图23为本发明中所述引线焊接移动机构的具体结构图;
42.图24为本发明焊接后的引线的俯视图;
43.图25为本发明焊接后的引线的侧视图;
44.图26为本发明输出的放置引线的叠瓦组件的结构图(其中a表示横向引线,b表示纵向引线);
45.图27为本发明焊接机的整机俯视图;
46.图28为本发明焊接机的整机侧视图。
47.其中:1、机架;2、传输定位机构;21、进料输送线;21a、前定位轮;21b、后定位轮;21c、左定位轮;21d、右定位轮;22、运输叉;23、出料输送线;3、纵向引线供带机构;31、侧放带机构;32、侧固定夹钳;33、侧切带机构;34、侧拉带机构;4、喷涂机构;41、支架;42、喷嘴;43、接头;44、电磁阀;5、纵向引线抓带机构;51、横向电缸;52、横向滑板;53、纵向电缸;54、升降支架;55、第一吸带手;6、制带凸模机构;61、放带平台;62、顶升气缸;63、下凸模;7、制带凹模机构;71、翻转气缸;72、翻转台;73、滑动气缸;74、气动滑台;75、上凹模;8、第一垫板
机构;9、第二垫板机构;10、外侧垫板连接梁;11、内侧垫板连接梁;12、外横移电缸;13、内横移电缸;14、垫板;15、横向引线供带机构;151、第一放带机构;152、第二放带机构;153、第一固定夹钳;154、第二固定夹钳;155、第一切带机构;156、第二切带机构;157、往复拉带机构;16、送带折弯机构;161、驱动电缸;162、第一升降电缸;163、移动连接梁;164、折弯机构;164a、压紧气缸;164b、压紧件;164c、升降气缸;164d、折弯件;165、合带机构;165a、调整板;17、横向引线抓取机构;171、抓取座;172、第二升降电缸;173、第二吸带手;18、引线焊接移动机构;181、水平横移电缸;182、第三升降电缸;183、升降梁;184、电磁感应焊头;185、第三吸带手;19、点胶机构;191、横梁;192、滑动座;193、点胶装置。
具体实施方式
48.以下结合附图对本发明的具体实施方式做具体说明。
49.实施例:
50.结合附图所示为本发明一种太阳能电池叠瓦组件汇流带引出线焊接机的具体实施方式,其主要包括机架1、传输定位机构2、点胶机构19、纵向引线供带机构3、喷涂机构4、纵向引线抓带机构5、制带凸模机构6、制带凹模机构7、垫板机构、横向引线供带机构15、送带折弯机构16、横向引线抓取机构17、引线焊接移动机构18。
51.结合图1、图2、图27所示,传输定位机构2沿机架1前后方向布置,传输定位机构2包括依次设置的进料输送线21、运输叉22、出料输送线23,进料输送线21包括滑动设置的两个前定位轮21a、两个后定位轮21b、左定位轮21c和右定位轮21d,叠瓦组件从传输定位机构2的进料端即进料输送线21输入,通过定位轮的配合进行归正定位。运输叉22可滑动设置在进料输送线21与出料输送线23之间,用于输送叠瓦组件。
52.点胶机构19布置在传输定位机构2的进料端即进料输送线21的上方,如图27所示,点胶机构19包括前后滑动设置的横梁191,横梁191上安装有两个左右滑动的滑动座192,每个滑动座192上均升降安装有点胶装置193。叠瓦组件归正定位完成后,两个点胶装置193将导电胶点在组件焊接点上,然后再通过运输叉22将点胶完成的组件送至引线放料位。
53.结合图3至图9、图27所示,本实施例中,纵向引线供带机构3、喷涂机构4、纵向引线抓带机构5、制带凸模机构6、制带凹模机构7、垫板机构分别具有两个且对称布置在机架1的左右两侧,垫板机构包括第一垫板机构8和第二垫板机构9,两侧的机构之间分别相互配合,能够在两侧分别同时制作两条纵向引线,共制作得到四条纵向引线。
54.其中,纵向引线供带机构3与喷涂机构4布置在机架1的侧部,如图4所示,纵向引线供带机构3包括侧放带机构31、侧固定夹钳32、侧切带机构33、侧拉带机构34,引线穿过侧固定夹钳32和侧切带机构33配合侧拉带机构34进行拉切。如图5所示,喷涂机构4包括支架41、安装在支架41上与喷嘴42连接的接头43、用于控制助焊剂喷射的电磁阀44。纵向引线供带机构3拉出引线的同时,喷涂机构4在引线相应位置喷涂助焊剂,两侧的纵向引线供带机构3分别裁切得到两条纵向引线。
55.左侧的制带凸模机构6、制带凹模机构7、第一垫板机构8并排布置在左侧纵向引线供带机构3的一侧,右侧的制带凸模机构6、制带凹模机构7、第二垫板机构9并排布置在右侧纵向引线供带机构3的一侧。两侧的纵向引线抓带机构5均布置在对应纵向引线供带机构3与垫板机构之间位于制带凸模机构6和制带凹模机构7的上方。
56.具体的,如图6所示,纵向引线抓带机构5包括由横向电缸51驱动左右滑动的横向滑板52、安装在横向滑板52上的纵向电缸53、由纵向电缸53驱动升降的升降支架54、安装在升降支架54上的第一吸带手55。本实施例中,第一吸带手55具有若干个,分两排分别布置在升降支架54的两侧,用于同时抓起两条纵向引线。
57.如图7、图8所示,制带凸模机构6包括三个放带平台61、驱动放带平台61升降的顶升气缸62,中间的放带平台61上设有下凸模63。制带凹模机构7包括由翻转气缸71驱动翻转的翻转台72、设于翻转台72上由滑动气缸73驱动滑动的气动滑台74,气动滑台74上设有与下凸模63配合的上凹模75。
58.如图9所示,第一垫板机构8和第二垫板机构9均包括外侧垫板连接梁10、内侧垫板连接梁11、分别连接外侧垫板连接梁10两端的外横移电缸12、分别连接内侧垫板连接梁11两端的内横移电缸13,外侧垫板连接梁10与内侧垫板连接梁11上分别设有用于放置引线的垫板14,用于分别放置两条纵向引线。
59.纵向引线供带机构3与喷涂机构4配合制好纵向引线后,纵向引线抓带机构5利用两侧第一吸带手55同时抓起两条纵向引线,放至制带凸模机构6外侧的两个放带平台61上,然后制带凹模机构7伸出对中间放带平台61上的引线进冲压,滑动气缸73驱动气动滑台74伸出,使得上凹模75与中间放带平台61上的下凸模63上下相对,再通过翻转气缸71驱动翻转台72翻转,带动上凹模75向下与下凸模63贴合,从而将引线冲压成多段u形弯,冲压完成后纵向引线的结构如图10、图11所示。此时第一条引线冲压完成,再利用纵向引线抓带机构5将两条引线同时移动至制带凸模机构6内侧的两个放带平台61上,即未冲压的引线放至中间下凸模63上,冲压完成的引线放至靠近制带凹模机构7的放带平台61上,再配合制带凹模机构7伸出对第二条引线进行冲压。两条引线冲压完成后,纵向引线抓带机构5同时抓取两条纵向引线分别放置在垫板机构的内外侧垫板14上。两侧同时分别制作两条纵向引线,并分别放置在第一垫板机构8和第二垫板机构9上。
60.结合图12至图19、图27所示,送带折弯机构16沿机架1前后方向布置,横向引线供带机构15与横向引线抓取机构17间隔布置在送带折弯机构16的上方。具体的,如图13、14所示,横向引线供带机构15包括第一放带机构151、第二放带机构152、第一固定夹钳153、第二固定夹钳154、第一切带机构155、第二切带机构156、往复拉带机构157,第一放带机构151的引线穿过第一固定夹钳153和第一切带机构155,第二放带机构152的引线穿过第二固定夹钳154和第二切带机构156,往复拉带机构157拉动两侧引线配合两侧切带机构进拉切,共制作得到四条横向引线。
61.结合图15至图18所示,送带折弯机构16包括由驱动电缸161驱动前后滑动的滑座、安装在滑座上的第一升降电缸162、由第一升降电缸162驱动升降的移动连接梁163、布置在移动连接梁163上的三个折弯机构164和四个合带机构165。如图17所示,折弯机构164包括分别由压紧气缸164a驱动压住相邻两条横向引线的两个压紧件164b、设于两个压紧件164b之间由升降气缸164c驱动同时对两条横向引线端部进行折弯的折弯件164d。如图18所示,合带机构165包括可滑动安装在移动连接梁163上的调整板165a、设于调整板165a上用于吸附引线的真空吸附孔。
62.横向引线供带机构15制作的四条横向引线放置在送带折弯机构16的移动连接梁163上进行折弯并调整引线间距。三个折弯机构164布置在相邻两条横向引线之间,用于同
时对两条横向引线的端部进行90
°
折弯,四个合带机构165分别对应于四条横向引线布置,用于移动引线调整引线间距以弥补折弯后间距过大的问题。折弯时,压紧气缸164a驱动压紧件164b压住两条引线端部,升降气缸164c驱动折弯件164d贴着压紧件164b向上顶升,同时对两条引线端部进行折弯。折弯完成后调整间距,引线由调整板165a上的真空吸附孔吸附固定,通过移动调整板165a在移动连接梁163上的位置来调节四条横向引线的间距,所制得四条横向引线的结构如图20、21所示。
63.折弯合带完成后,送带折弯机构16将引线送至横向引线抓取机构17的抓取位,本实施例中,如图19所示,横向引线抓取机构17包括左右滑动设置的三个抓取座171、安装在抓取座171上的第二升降电缸172、由第二升降电缸172驱动升降的第二吸带手173。横向引线抓取机构17的第二吸带手173将四条横向引线抓起至等待位后,送带折弯机构16空载返回至待接料位。
64.结合图22、图23、图27所示,引线焊接移动机构18具有四个且间隔分布,用于对横向引线和纵向引线进行焊接,并对纵向引线进行抓取动作。具体的,如图23所示,每个引线焊接移动机构18均包括由水平横移电缸181驱动左右运动的横移板、安装在横移板上的第三升降电缸182、由第三升降电缸182驱动升降的升降梁183,升降梁183上设有电磁感应焊头184和第三吸带手185,电磁感应焊头184固定安装在升降梁183上,第三吸带手185具有若干个且上下滑动设置在升降梁183上。
65.第一垫板机构8与第二垫板机构9将四条纵向引线送至焊接位,横向引线抓取机构17将四条横向引线放置在四条纵向引线上,四个引线焊接移动机构18移动至焊接位,升降梁183带动电磁感应焊头184下降与引线接触,焊接纵向引线与横向引线,焊接完成的引线结构如图24、25所示。焊接完成后,四个引线焊接移动机构18上升至引线抓取位,第三吸带手185伸出分别抓起四条纵向引线,然后与横向引线抓取机构17一起上升至避让位,将焊接后的引线提升,第一垫板机构8与第二垫板机构9空载返回至待接料位。
66.垫板机构返回后,横向引线抓取机构17与四个引线焊接移动机构18一起下降将焊接好的引线放置在叠瓦组件上,放置完成的结构如图26所示,其中a表示横向引线,b表示纵向引线。
67.放置完成后,横向引线抓取机构17与四个引线焊接移动机构18上升至等待位,传输定位机构2中的运输叉22将放置引线的叠瓦组件运至出料输送线23输出。
68.本发明的汇流带焊接机具备:1、横向制多段折弯引线,并自动调节引线间距弥补折弯后间距过大的问题;2、同时制作多条纵向引线,并在纵向引线上冲压形成多段u形弯,以避免焊接变形导致的电池片变形问题,保证产品良品率;3、能够将纵向引线与横向引线预焊接成形,并将焊接好的引线准确放置在叠瓦组件相应位置上进行输出。解决了传统汇流带焊接机作业的动作流程设计复杂重复,作业时间长且作业效率低的问题。
69.当然上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明主要技术方案的精神实质所做的修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1