一种无卤免清洗无铅焊锡丝助焊剂及其制备方法与流程
1.本发明属于电子软钎焊接材料技术领域,具体涉及无铅焊锡丝助焊剂及其制备方法。
背景技术:
2.随着社会的发展,人们的环保意识越来越强,国内外焊锡丝的研发及应用已经走上了绿色环保化的发展道路,软钎焊料合金无铅化、助焊剂无卤化已经是市场发展的热门课题。目前,有芯焊锡丝用焊料合金技术相对已经很成熟,主要是sn-cu系和sn-ag-cu系,但是助焊剂技术还有很多未攻克的技术壁垒,对于同一规格无铅焊料而言,助焊剂对焊锡丝性能起着决定性作用。
3.卤素包括氟(f)、氯(cl)、溴(br)、碘(i)、砹(at),其中砹属于放射性元素,人们通常所指的卤素是氟、氯、溴、碘。无卤的英文名称为halogen free,简称hf,由于应用于电子零件及其材料、产品外壳、塑胶等的有卤阻燃剂化合物(如pbb、pcb、pbde、三溴苯酚等)无法回收使用,在燃烧或加热过程中会释放有害物质,污染环境,会威胁到人类的生命健康,因此世界各国对卤素实施严格限制,即无卤化。对于无卤要求,不同的产品有不同的限量标准,在电子软钎焊接材料技术领域,欧盟rohs指令对环保无卤定义为:根据法规iec 61249-2-21的要求:br<900ppm、cl<900ppm,且br+cl<1500ppm,为无卤。然而,考虑到助焊剂表面绝缘电阻(sir)和电化学迁移(ecm)等应用性能,联合企业标准ipc j-std-004b从应用端对无卤免清洗助焊剂进行明确定义:卤化物含量以卤化物在助焊剂固体(非挥发物)成分中的氯化物当量百分比来表示,助焊剂固体中的离子卤化物重量百分比总和<0.05%时,则认为该助焊剂为无卤化物助焊剂,即f-+cl-+br-+i-<500ppm时,助焊剂为无卤免清洗助焊剂。以上两种无卤定义是国际公认最普遍的定义,其中前者定义的无卤是指没有卤素,其卤素包括离子卤化物和共价卤化物,且仅限制br和cl,没有限制f和i,是从环保角度定义的。而后者定义的无卤是指没有卤素离子,仅包括离子卤化物,同时限制了f-、cl-、br-、i-,是从焊接应用角度定义的。本发明提出的一种无卤免清洗无铅焊锡丝助焊剂及其制备方法,其助焊剂成分中仅有共价碘化合物,无任何离子卤化物和其它共价卤化物,既满足iec 61249-2-21的环保无卤要求,也满足ipc j-std-004b的应用无卤要求。
4.国内外很多相关企业、高等院校、研发机构以及科技工作者对无卤助焊剂进行过大量的研究工作。中国发明专利cn102248317a公开了一种无卤素无铅焊锡丝,采用戊二酸、乙二胺中的一种或组合作为助焊剂的活性剂体系,其质量百分配比为0.02~0.04%,配方中虽然没有任何卤素活性剂,但是仅仅少量有机酸作为活性剂,助焊剂活性明显不足,锡丝产品在焊接应用方面难以实现通用化。中国发明专利cn101062536a公开了一种无铅焊锡用无卤素免清洗助焊剂,采用1.5~3.5%有机酸类活化剂和2.0~5.0%有机胺类及其衍生物为助焊剂的活性剂体系,有机酸和有机胺混合后会发生中和反应,生成的中和产物在焊接温度下又会分解成有机酸和有机胺,消耗活性成分,影响焊接活性,导致焊接速度减慢,另外含有有机胺的助焊剂在高温焊接过程中会产生刺激性气体和大量浓烟。中国专利
cn102284809a公开了一种锡丝芯用无卤免清洗助焊剂,它采用0.5~5.0%草酸亚锡和0.5~25.0%有机酸活化剂作为助焊剂活化剂体系,然而草酸亚锡属于金属离子有机化合物,焊接后可能会使后续的sir和ecm性能测试不达标,另外该专利文献中未提及缓蚀成分,焊接后助焊剂残留中的活化剂成分可能会腐蚀焊接基材。中国发明专利cn104191108a公开了一种无卤高活性低飞溅焊锡丝助焊剂及其制备方法,它采用0.08~1.5%高活性碘盐、2.0~10%复配二元有机羧酸、0.5~5.0%无卤活性增强剂、0.04~0.2%共价氟高效表面活性剂为活性剂体系,并采用复配改性松香为成膜剂,四氢糠醇、三乙二醇丁醚等高沸点醇类或醇醚类为溶剂,氢化松香醇、季戊四醇四苯甲酸酯等粘度调节剂调整助焊剂粘度,虽然可达到焊接应用时的高活性和低飞溅要求,同时也满足欧盟rohs指令的环保无卤要求,但是不满足ipc j-std-004b的应用无卤要求,另外高活性碘盐在配制助焊剂过程中会出现血红色析出物,不利于助焊剂形态稳定,并且配方中有含氟表面活性剂,氟化物一般对环境危害很大,很多电子厂商对氟化物都有明确的禁令。中国发明专利cn101049662a公开了无铅软钎焊料丝用无卤素助焊剂及制备方法,其助焊剂配方由0.2~3.0%有机酸活化剂、0.2~3.0%非离子表面活化剂和余量松香组成,其中非离子表面活性剂至少为二溴丁烯二醇、二溴乙基苯、溴代十六烷基吡啶和fsn-100中的一种,这类共价卤代中的溴含量已经超过了900ppm,不符合欧盟rohs指令的无卤标准。
5.综上所述,活化剂体系是无卤免清洗焊锡丝用助焊剂配方技术研究与开发最为关键的技术突破口,为了达到焊锡丝助焊剂无卤免清洗的技术标准,一是仅采用有机酸或有机胺作为活化剂,二是采用有机酸和有机胺及其衍生物的组合为活化剂,这两种方案制备的助焊剂都可能要面对焊接活性偏弱和焊后腐蚀性偏大的性能挑战,尤其是有机胺活化剂,焊接过程中可能产生刺激性气体和大量浓烟;有的活化剂体系直接引入金属离子有机化合物,既能提升助焊剂的活性,又能满足无卤标准,但是后续的sir和ecm性能测试可能不达标,另外焊接后助焊剂残留的活化剂成分可能会对焊接基材造成较严重的腐蚀。有的活化剂体系引入离子碘化物或共价氟化物,达到欧盟rohs指令的环保无卤标准,但是达不到ipc j-std-004b的应用无卤标准。有的活化剂体系仅引入共价卤化物,达到ipc j-std-004b的应用无卤标准,但是达不到欧盟rohs指令的环保无卤标准。从严格无卤意义上来说,后两种无卤技术方案都是打无卤标准的擦边球,并非纯粹的无卤免清洗助焊剂技术。
技术实现要素:
6.本发明的目的是解决现有技术的不足,提供一种绿色环保、且焊接过程中活性高、上锡速率快、易润湿、低腐蚀、低残留、飞溅性能优良的无卤免清洗无铅焊锡丝助焊剂,本发明还提供这种助焊剂的制备方法。
7.本发明采取的技术方案如下:
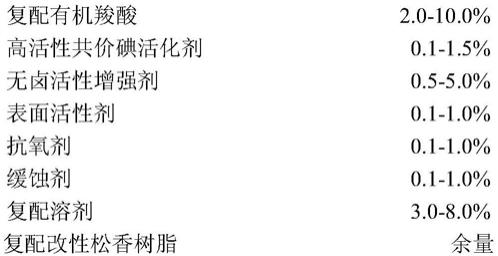
8.一种无卤免清洗无铅焊锡丝助焊剂,按重量百分比计,原料组成为:
[0009][0010]
所述的复配有机羧酸为2-吡啶甲酸、对羟基苯乙酸、2,2-二羟甲基丙酸、二羟甲基丁酸、十四酸、十六酸、甲基丁二酸、戊二酸、戊二酸酐、己二酸、辛二酸、癸二酸、混合二元酸、苹果酸中的两种或两种以上的组合;
[0011]
所述的高活性共价碘活化剂为深圳市宏硕实业有限公司销售的高活性共价碘活化剂a1;
[0012]
所述的无卤活性增强剂为深圳市金腾龙实业有限公司销售的st-200、st-400、fr-500中的一种或多种;
[0013]
所述的表面活性剂为油醇聚氧乙烯醚、surfynol 104e、dynol 604、surfynol ad01、surfynol dm20、surfynol df110d中的一种或多种;
[0014]
所述的抗氧剂为汽巴抗氧剂1010、抗氧剂bht中的一种或两种;
[0015]
所述的缓蚀剂为苯并三氮唑;
[0016]
所述的复配溶剂为低沸点溶剂与高沸点溶剂的组合;所述的低沸点溶剂为乙二醇单甲醚、丙二醇单甲醚、丙二醇乙醚中的一种或多种,所述的高沸点溶剂为四氢糠醇、乙醇胺、丙二醇丙醚、丙二醇丁醚、二乙二醇甲醚、三丙二醇甲醚、三丙二醇丁醚、二乙二醇己醚、二丙二醇丁醚中的一种或多种;
[0017]
所述的复配改性松香树脂为精制氢化松香、伊士曼全氢化松香ax-e、全氢化松香rhr-3130hs、精制氢化丙烯酸改性松香、台湾685无铅松香、水白松香中的两种或两种以上的组合。
[0018]
本发明所述无卤免清洗无铅焊锡丝助焊剂的制备方法,方法步骤如下:
[0019]
(1)将复配改性松香树脂加入反应器,加热搅拌熔化完全;
[0020]
(2)向上述步骤(1)熔化后的复配改性松香树脂中加入复配有机羧酸和无卤活性增强剂,加热并恒温搅拌熔化完全,得到复配料;
[0021]
(3)将高活性共价碘活化剂、表面活性剂、抗氧剂和缓蚀剂溶解在复配溶剂中,得到复配溶液;
[0022]
(4)将上述步骤(3)制备的复配溶液加入到步骤(2)制备的复配料中,加热并恒温持续搅拌至复配料与复配溶液混合均匀,得到所述的无卤免清洗无铅焊锡丝助焊剂。
[0023]
进一步地,上述步骤(1)所述的复配改性松香树脂的加热温度为150
±
10℃;步骤(2)制备复配料的加热恒温温度为150
±
10℃;步骤(4)所述制备无卤免清洗无铅焊锡丝助焊剂的加热恒温温度为150
±
10℃。
[0024]
本发明的无卤免清洗无铅焊锡丝助焊剂具有以下优点:
[0025]
(1)本发明的助焊剂成分中仅含有共价碘化合物,无任何离子卤化物和其它共价卤化物,既满足欧盟rohs指令iec 61249-2-21法规的“br<900ppm、cl<900ppm,且br+cl<
1500ppm”环保无卤要求,也满足联合企业标准ipc j-std-004b中的“f-+cl-+br-+i-<500ppm”应用无卤要求。因此,本发明的助焊剂从环保和应用方面同时实现无卤化,属于无卤免清洗助焊剂,对人类健康和环境无害。
[0026]
(2)本发明采用深圳市宏硕实业有限公司生产的新型的共价碘活化剂a1,其分子本身除了含有共价碘外,还有一个一元有机羧酸官能团,其活性可远远优越于常规的有机羧酸,接近卤素盐(如环己胺氢溴酸盐等)的活性,因此焊接活性优异,又因它是一种含有支链的共价化合物,所以会对飞溅起到一定抑制作用。该共价碘活化剂在常规条件下,化学性质很稳定,不会腐蚀焊接的金属基材,但在高温焊接过程中,该活化剂分子中的羧酸官能团会电离出h
+
,而且部分“—i”在高温作用下共价键会断裂转化成游离的i
-
,h
+
和i
-
的活性同时释放,可强有效去除焊接基材表面的金属氧化物,降低表面张力,使焊料与被焊基材相互浸润,增强助焊性能。另外,该活化剂分子在高温焊接过程中多数被氧化分解,因此残留相对很低。本发明所使用的新型共价碘活化剂,既弥补了其他无卤素盐或有机羧酸活化剂活性低的缺点,又具备接近卤素盐高活性的优点,可作为多类助焊剂配方中的活化剂成分,配制各种高活性的无卤免清洗助焊剂。另外,本发明的活化剂体系中还加入了复配有机羧酸,包括一元有机羧酸、二元有机羧酸和三元有机羧酸,他们的物化性能稳定,焊接时的烟雾、气味常规,通过将两种或多种有机羧酸复配使用,既能保证助焊效果,又能增大有机羧酸的活性温度范围,有利于提升助焊剂的综合性能。因此,在新型共价碘活化剂和复配有机羧酸的搭配使用下,本发明中的助焊剂具有很高的活性,通用于焊接镀锡、镀铜等焊件。
[0027]
(3)本发明采用的缓蚀剂为苯并三氮唑,对有机羧酸具有优异的缓蚀性能。焊接作业完成后,苯并三氮唑可以有效缓解本发明中采用的高活性共价碘活化剂和复配有机羧酸等残留给焊件造成的腐蚀。缓蚀剂的使用,既不影响助焊剂中有机羧酸活化剂的活性发挥作用,又能解决有机羧酸残留给焊件造成腐蚀的问题,这也是现有技术的很多无卤免清洗助焊剂配方中以有机羧酸作为活化剂体系而忽略的关键点。
[0028]
(4)本发明采用深圳市金腾龙实业有限公司生产的新型的无卤活性增强剂,在助焊剂中除了具有活化剂作用,还具有表面活性剂的功能,符合rohs指标,其中st-200、st-400是2,3-二溴1,4-丁烯二醇和2,3-二溴丁二酸等活性添加剂的成功替代品,具有无卤素、不含苯环、溶解效果良好等特点;fr-500是二溴丁烯二醇的良好替代品,它具有活性强、阻抗高、对焊点光亮饱满有一定作用,是所有助焊剂中良好的表面活性添加剂。本发明通过使用新型的无卤活性增强剂,首先,可以成功替代含溴共价化合物,有效提高助焊剂的焊接活性,减小锡液铺展时的界面张力,有利于锡液的浸润,其次,该类活化剂分子结构中没有卤元素、羧酸等强腐蚀性官能团,不会对焊接基材造成腐蚀,第三,其熔点在110~140℃之间,在常规焊接温度380
±
20℃作业时易分解汽化,会产生很多泡沫,对飞溅起到缓冲和抑制作用,产生的泡沫因界面张力较大而逐渐消失,从而残留较少,第四,这些活化剂都不含任何卤元素,是环保型免清洗的无卤试剂。
[0029]
(5)本发明采用的表面活性剂为非离子型无卤表面活性剂,可替代含氟高效表面活性剂,回避氟给环境带来的危害,非离子态有利于提高绝缘电阻,进而提高焊点可靠性,有效促进焊料的润湿铺展,对气泡或泡沫的消除、抑制以及无缺陷控制具有显著功效,能有效抑制焊锡丝焊接时因助焊剂高压气泡瞬间爆炸导致的飞溅。配方中加入适量抗氧化试剂,有利于助焊剂在高温焊接作业下被过度氧化。采用复配改性松香树脂作为载体成膜剂,
使成膜剂各项性能优势互补,回避了单一松香树脂性能不足而导致助焊剂综合性能的欠缺。本发明采用高低沸点溶剂进行复配,低沸点溶剂有利于高活性共价碘活化剂、表面活性剂、抗氧剂和缓蚀剂的溶解,回避了固体助剂直接加入高温液态松香中熔融而导致活性成分的损伤和造成的缺失,并且低沸点溶剂在高温熔融态松香中因沸点偏低而发生挥发或汽化,但高沸点溶剂不易挥发,有利于让溶解在溶剂中的其他助剂在松香中混合更充分和均匀,避免了低沸点溶剂挥发后导致其他助剂在松香中出现局部分布不均匀的情况,从而提升助焊剂的品质和性能的均一性和稳定性。本发明采用的所有试剂全部是共价化合物,无任何离子态物质,因此飞溅很小。
[0030]
(6)本发明的无铅焊锡丝助焊剂,满足欧盟rohs指令和reach指令相关的无卤环保要求,以及联合企业标准ipc j-std-004b相关的应用无卤要求,是一种无卤免清洗焊锡丝用助焊剂,适应于sn-cu系和sn-ag-cu系无铅焊料,焊接过程中活性高,上锡速率快,易润湿,低腐蚀,低残留,飞溅性能优良,绝缘电阻≥1.0*10
10
ω,铺展率≥80%,保证电子电器产品及其元器件的焊后可靠性。
具体实施方式
[0031]
下面通过实施例对本发明的内容作进一步的详细说明,但本发明保护范围不局限于实施例所述内容。
[0032]
实施例1
[0033]
一种无卤免清洗无铅焊锡丝助焊剂,按重量百分比计,原料组成如下:
[0034][0035]
无卤免清洗无铅焊锡丝助焊剂的制备方法如下:将台湾无铅685松香、精制氢化丙烯酸改性松香同时加入到反应器内加热至160℃搅拌熔化完全,并恒温在155℃左右,再加入甲基丁二酸、辛二酸、st-200、st-400、fr-500的混合物,搅拌10-15分钟,使其熔化完全,得到熔融状的复配料;然后将高活性共价碘活化剂、surfynol 104e、抗氧剂bht、汽巴抗氧剂1010、苯并三氮唑完全溶解于丙二醇乙醚/乙二醇单甲醚/四氢糠醇/丙二醇丙醚/二乙二
醇己醚的复配溶剂中,得到复配溶液,最后把复配溶液加入熔融状的复配料中,继续搅拌20分钟使各组分充分溶解混合均匀,制备出无卤免清洗无铅焊锡丝助焊剂。
[0036]
把本实施例的助焊剂灌装到焊芯1.2%的snag3.0cu0.5空杆中,制备出线径0.8mm的焊锡丝,分别进行飞溅、焊接性、铺展率、铜板腐蚀性、焊后表面绝缘电阻等性能测试,测试结果见表1所示。
[0037]
实施例2
[0038]
一种无卤免清洗无铅焊锡丝助焊剂,按重量百分比计,原料组成如下:
[0039][0040][0041]
无卤免清洗无铅焊锡丝助焊剂的制备方法如下:将精制氢化松香、伊士曼全氢化松香axe同时加入到反应器内加热至140℃搅拌熔化完全,并恒温在140℃,再加入2,2—二羟甲基丙酸、己二酸、癸二酸、st-200、fr-500的混合物,搅拌10-15分钟,使其熔化完全,得到熔融状的复配料;然后将高活性共价碘活化剂、油醇聚氧乙烯醚、dynol 604、抗氧剂bht、苯并三氮唑完全溶解于乙二醇单甲醚/丙二醇丁醚的复配溶剂中,得到复配溶液,最后把复配溶液加入熔融状的复配料内,继续搅拌15-20分钟使各组分充分溶解混合均匀,制备出无卤免清洗无铅焊锡丝助焊剂。
[0042]
把本实施例的助焊剂灌装到焊芯2.2%的snag3.0cu0.5空杆中,制备出线径0.15mm的焊锡丝,分别进行飞溅、焊接性、铺展率、铜板腐蚀性、焊后表面绝缘电阻等性能测试,测试结果见表1所示。
[0043]
实施例3
[0044]
一种无卤免清洗无铅焊锡丝助焊剂,按重量百分比计,原料组成如下:
[0045][0046]
无卤免清洗无铅焊锡丝助焊剂的制备方法如下:将精制氢化松香、伊士曼全氢化松氢化松香axe、台湾685无铅松香同时加入到反应器内加热至155℃搅拌熔化完全,并恒温在150℃左右,再加入十四酸、2-吡啶甲酸、二羟甲基丁酸、戊二酸、st-400的混合物,搅拌10-15分钟,使其熔化完全,得到熔融状的复配料;然后将高活性共价碘活化剂、surfynol ad01、surfynol df110d、抗氧剂bht、苯并三氮唑完全溶解于丙二醇单甲醚/乙醇胺/二乙二醇甲醚/三丙二醇丁醚的复配溶剂中,得到复配溶液,最后把复配溶液加入熔融状的复配料内,继续搅拌15-20分钟使各组分充分溶解混合均匀,制备出无卤免清洗无铅焊锡丝助焊剂。
[0047]
把本实施例的助焊剂灌装到焊芯3.0%的sncu0.7空杆中,制备出线径2.0mm的焊锡丝,分别进行飞溅、焊接性、铺展率、铜板腐蚀性、焊后表面绝缘电阻等性能测试,测试结果见表1所示。
[0048]
实施例4
[0049]
一种无卤免清洗无铅焊锡丝助焊剂,按重量百分比计,原料组成如下:
[0050]
[0051][0052]
无卤免清洗无铅焊锡丝助焊剂的制备方法如下:将伊士曼全氢化松香axe、全氢化松香rhr-3130hs、精制氢化丙烯酸改性松香、水白松香同时加入到反应器内加热至155℃搅拌熔化完全,并恒温在155℃左右,再加入十六酸、对羟基苯乙酸、混合二元酸、戊二酸酐、fr-500、的混合物,搅拌10-15分钟,使其熔化完全,得到熔融状的复配料;然后将高活性共价碘活化剂、surfynol dm20、汽巴抗氧剂1010、苯并三氮唑、完全溶解于丙二醇乙醚/三丙二醇甲醚/二丙二醇丁醚的复配溶剂中,得到复配溶液,最后把复配溶液加入熔融状的复配料内,继续搅拌15-20分钟使各组分充分溶解混合均匀,制备出无卤免清洗无铅焊锡丝助焊剂。
[0053]
把本实施例的助焊剂灌装到焊芯4.5%的snag0.3cu0.7空杆中,制备出线径1.0mm的焊锡丝,分别进行飞溅、焊接性、铺展率、铜板腐蚀性、焊后表面绝缘电阻等性能测试,测试结果见表1所示。
[0054]
按照国际标准ipc-tm-650等规定的相关试验方法,对上述实施例1-4分别进行飞溅率、焊接性、扩展率、铜板腐蚀、焊后表面绝缘电阻等性能测试,测试结果见表1所示。
[0055]
表1焊锡丝用助焊剂性能检测一览表
[0056]
[0057][0058]
从表1可以看出,本发明的无卤免清洗焊锡丝助焊剂,不含f、cl、br,并且f-+cl-+br-+i-<500ppm,符合rohs指令和reach指令,以及ipc j-std-004b的无卤要求,适应于不同焊芯和不同线径的sn-cu系和sn-ag-cu系无铅焊锡丝,点焊、拖焊性能良好,飞溅小,腐蚀低,铺展率>80%,表面绝缘电阻>10
10
ω,满足国际标准ipc-tm-650中表面绝缘电阻>108ω的要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1