一种陶瓷金属外壳钎焊模具及其使用方法与流程
1.本发明涉及陶瓷金属外壳钎焊模具领域,尤其涉及一种陶瓷金属外壳钎焊模具及其使用方法。
背景技术:
2.钎焊是采用比母材熔点更低的金属材料作为钎料,将焊件和钎料共同加热到高于钎料熔点,而低于母材熔化温度,利用液态钎料润湿母片,填充接头间隙并与母片之间相互扩散实现连接焊件的方法。钎焊具有变形小、接头光滑美观、适合用于焊接精密、复杂和由不同材料组成的构件。
3.陶瓷与金属钎焊广泛应用于半导体和电子管的制造,目前陶瓷钎焊模具具有以下缺点:由于合金外壳与陶瓷的膨胀系数差异,冷却过程中形成的内应力过大,导致钎缝开裂;组件较多,易于造成装配时出现错误,导致产品的成品率降低。
4.因此,有必要提供一种陶瓷金属外壳钎焊模具及其使用方法解决上述技术问题。
技术实现要素:
5.本发明提供一种陶瓷金属外壳钎焊模具及其使用方法,解决了目前陶瓷钎焊模具由于合金外壳与陶瓷的膨胀系数差异,冷却过程中形成的内应力过大,导致钎缝开裂;组件较多,易于造成装配时出现错误,导致产品的成品率降低的问题。
6.为解决上述技术问题,本发明提供的一种陶瓷金属外壳钎焊模具,包括:
7.包括三个独立的钎焊模具,分别为模具一、模具二和模具三,所述模具一上有铜柱的定位孔、钎焊孔、钼片定位槽和压板,所述模具二包含三条外引线的定位孔、框体凹槽、位于铜柱定位孔的同心台阶焊料孔和引线定位槽,所述模具三采用分体式设计,分为底板定位槽、芯柱定位槽和框体定位槽。
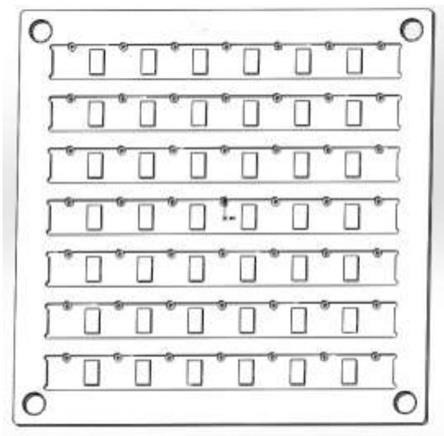
8.优选的,所述模具一分布有7*7个铜柱、钼片、陶瓷定位槽。
9.优选的,所述模具一中铜柱是含量为100%的无氧铜,钼片是含量为100%的纯钼,陶瓷是含量为80-95%的氧化铝陶瓷。
10.优选的,所述模具二分布有15*5个框件、外引线定位槽。
11.优选的,所述模具二的外引线一端带有扁头,为可伐包铜材质,焊料为银铜合金,其中银的比例为75-85%。
12.优选的,所述模具三每个定位槽均单独存在,且易于看到总装后各个组件,有助于发现在装配过程中出现的组件漏装或组件装配次序有误等问题,且有助于释放内应力,提高产品位置的一致性和产品的成品率。
13.一种陶瓷金属外壳钎焊模具的其使用方法,包括以下几个步骤:
14.步骤一:将铜柱装入模具一底板通孔,在台阶孔中放入银铜焊料环,定位凹槽的堆叠材料自下而上分别是钼片、银铜焊料片,金属化陶瓷片,装配完毕后,将盖板盖住,在一定工艺条件下进行烧结;
15.步骤二:将外引线装入模具二底板通孔中,并在台阶孔中放入银铜焊料环,将框体插入对应的外引线中,压上定位槽以固定外引线的扁头位置,在一定的烧结工艺下完成烧结;
16.步骤三:将钨铜合金底板装入模具三的底板定位槽中,其上放置银铜焊料片和模具二烧结的产物并用定位模具进行定位,并将模具一烧结的产物放置于框体焊料框并用定位模具进行定位,在一定工艺下进行烧结。
17.与相关技术相比较,本发明提供的陶瓷金属外壳钎焊模具及其使用方法具有如下有益效果:
18.本发明提供一种陶瓷金属外壳钎焊模具及其使用方法,将铜柱装入模具一底板通孔,在台阶孔中放入银铜焊料环,定位框的堆叠材料自下而上分别是钼合金片、银铜焊料片,金属化陶瓷片,装配完毕后,将盖板盖住,在一定工艺条件下进行烧结,将外引线装入模具二底板通孔中,并在在台阶孔中放入银铜焊料环,将框体通孔中插入对应的外引线,压上定位槽以固定外引线的扁头位置,装配完成后在一定的烧结工艺下完成烧结,将钨铜合金底板装入模具三的底板定位槽中,其上放置银铜焊料片和模具一烧结的产物,并用定位模具进行定位,并将模具二烧结的产物放置于框体焊料框上,并用定位模具进行定位,装配完成后在一定工艺条件下进行烧结,从而达到了提高钎焊模具便于使用的目的,避免了钎缝开裂,组件更少,避免装配时出现错误,提高了产品的成品率。
附图说明
19.图1为本发明提供的陶瓷金属外壳钎焊模具的模具一的结构示意图;
20.图2为本发明提供的陶瓷金属外壳钎焊模具的模具一盖板的结构示意图;
21.图3为本发明提供的陶瓷金属外壳钎焊模具的模具二的结构示意图;
22.图4为本发明提供的陶瓷金属外壳钎焊模具的模具二扁头引线定位框的结构示意图;
23.图5为本发明提供的陶瓷金属外壳钎焊模具的模具三的结构示意图;
24.图6为本发明提供的陶瓷金属外壳钎焊模具的模具三钼片定位框的结构示意图;
25.图7为本发明提供的陶瓷金属外壳钎焊模具的模具三外引线定位框的结构示意图。
具体实施方式
26.下面结合附图和实施方式对本发明作进一步说明。
27.请结合参阅图1、图2、图3、图4、图5、图6和图7,其中,图1为本发明提供的陶瓷金属外壳钎焊模具的模具一的结构示意图;图2为本发明提供的陶瓷金属外壳钎焊模具的模具一盖板的结构示意图;图3为本发明提供的陶瓷金属外壳钎焊模具的模具二的结构示意图;图4为本发明提供的陶瓷金属外壳钎焊模具的模具二扁头引线定位框的结构示意图;图5为本发明提供的陶瓷金属外壳钎焊模具的模具三的结构示意图;图6为本发明提供的陶瓷金属外壳钎焊模具的模具三钼片定位框的结构示意图;图7为本发明提供的陶瓷金属外壳钎焊模具的模具三外引线定位框的结构示意图。一种陶瓷金属外壳钎焊模具,包括:
28.包括三个独立的钎焊模具,分别为模具一、模具二和模具三,所述模具一上有铜柱
的定位孔、钎焊孔、钼片定位槽和压板,所述模具二包含三条外引线的定位孔、框体凹槽、位于铜柱定位孔的同心台阶焊料孔和引线定位槽,所述模具三采用分体式设计,分为底板定位槽、芯柱定位槽和框体定位槽。
29.所述模具一分布有7*7个铜柱、钼片、陶瓷定位槽。
30.所述模具一中铜柱是含量为100%的无氧铜,钼片是含量为100%的纯钼,陶瓷是含量为80-95%的氧化铝陶瓷。
31.所述模具二分布有15*5个框件、外引线定位槽。
32.所述模具二的外引线一端带有扁头,为可伐包铜材质,焊料为银铜合金,其中银的比例为75-85%。
33.所述模具三每个定位槽均单独存在,且易于看到总装后各个组件,有助于发现在装配过程中出现的组件漏装或组件装配次序有误等问题,且有助于释放内应力,提高产品位置的一致性和产品的成品率。
34.一种陶瓷金属外壳钎焊模具的其使用方法,包括以下几个步骤:
35.步骤一:将铜柱装入模具一底板通孔,在台阶孔中放入银铜焊料环,定位凹槽的堆叠材料自下而上分别是钼片、银铜焊料片,金属化陶瓷片,装配完毕后,将盖板盖住,在一定工艺条件下进行烧结;
36.步骤二:将外引线装入模具二底板通孔中,并在台阶孔中放入银铜焊料环,将框体插入对应的外引线中,压上定位槽以固定外引线的扁头位置,在一定的烧结工艺下完成烧结;
37.步骤三:将钨铜合金底板装入模具三的底板定位槽中,其上放置银铜焊料片和模具二烧结的产物并用定位模具进行定位,并将模具一烧结的产物放置于框体焊料框并用定位模具进行定位,在一定工艺下进行烧结。
38.实施例一:
39.其中包括三个模具,其中,模具一是钼片、陶瓷、铜柱钎焊模具,模具二是框体与外引线钎焊的模具,模具三是半成品的钎焊模具,具体的使用方法如下:
40.首先,将铜柱装入模具一底板通孔,在台阶孔中放入银铜焊料环,长方形凹槽的堆叠材料自下而上分别是钼合金片、银铜焊料片,金属化陶瓷片,装配完毕后,将图二盖板盖住,在一定工艺条件下进行烧结。其次,将外引线装入图三模具二底板通孔中,并在台阶孔中放入银铜焊料环,将焊料环、陶瓷、银铜垫片依次插入外引线中,将装配好的外引线插入框体对应的陶瓷孔中,压上图四所示的扁头定位框以固定外引线的扁头位置,在一定的烧结工艺下完成烧结。将钨铜合金底板装入图五所示模具三的底板定位槽中,其上放置银铜焊料框和模具一烧结的产物并用图六所示钼片定位模具进行定位,并将模具二烧结的产物的外引线放置于图七所示的外引线定位框中,一并装入图五的模具三中,在一定工艺下进行烧结。
41.实施例二:
42.首先,将外引线装入图三模具二底板通孔中,并在台阶孔中放入银铜焊料环,将焊料环、陶瓷、银铜垫片依次插入外引线中,将装配好的外引线插入框体对应的陶瓷孔中,压上图四所示的扁头定位框以固定外引线的扁头位置,在一定的烧结工艺下完成烧结。其次,将外引线装入图三模具二底板通孔中,并在台阶孔中放入银铜焊料环,将焊料环、陶瓷、银
铜垫片依次插入外引线中,将装配好的外引线插入框体对应的陶瓷孔中,压上图四所示的扁头定位框以固定外引线的扁头位置,在一定的烧结工艺下完成烧结。将钨铜合金底板装入图五所示模具三的底板定位槽中,其上放置银铜焊料框和模具一烧结的产物并用图六所示钼片定位模具进行定位,并将模具二烧结的产物的外引线放置于图七所示的外引线定位框中,一并装入图五的模具三中,在一定工艺下进行烧结
43.与相关技术相比较,本发明提供的陶瓷金属外壳钎焊模具及其使用方法具有如下有益效果:
44.将铜柱装入模具一底板通孔,在台阶孔中放入银铜焊料环,定位框的堆叠材料自下而上分别是钼合金片、银铜焊料片,金属化陶瓷片,装配完毕后,将盖板盖住,在一定工艺条件下进行烧结,将外引线装入模具二底板通孔中,并在在台阶孔中放入银铜焊料环,将框体通孔中插入对应的外引线,压上定位槽以固定外引线的扁头位置,装配完成后在一定的烧结工艺下完成烧结,将钨铜合金底板装入模具三的底板定位槽中,其上放置银铜焊料片和模具一烧结的产物,并用定位模具进行定位,并将模具二烧结的产物放置于框体焊料框上,并用定位模具进行定位,装配完成后在一定工艺条件下进行烧结,从而达到了提高钎焊模具便于使用的目的,避免了钎缝开裂,组件更少,避免装配时出现错误,提高了产品的成品率。
45.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1