一种六轴联动机床弱电控制系统及六轴联动机床和铣削加工方法
1.本发明涉及微小构件微铣削加工领域,具体涉及一种用于薄壁球壳类微小构件微铣削加工的六轴联动机床弱电控制系统及六轴联动机床和铣削加工方法。
背景技术:
2.当今世界对各种精密化、小型化、一体化的复杂微小构件的需求量越来越大。作为很多精密装备的核心器件,复杂微小构件的制造实现性及加工精度直接影响着装备的使役性能,需要采用特定的超精密加工技术,才能满足特征微结构相应的加工要求。例如,在能源探究领域,直径1~5mm、壳层厚度20~120μm的薄壁球壳类微小构件应用广泛,需要在全表面加工出数十个至百余个纵向尺寸0.5~20μm,横向尺寸50~200μm的微坑结构,须采用专用超精五轴机床、配备铣削工具轴,由多轴联动控制才能达到轮廓误差优于0.3μm、表面粗糙度ra优于20nm的较高加工精度。超精“五轴+铣削工具轴”联动机床是超精密加工过程中难度最大、控制轴数最多的设备,其制造精度及使役性能直接影响着工件的加工精度和表面质量。影响机床使役性能的因素有很多,包括机床部件的制造误差,安装精度、工况环境、控制系统存在的误差等等。作为人机交互机制的信息输入端,弱电控制系统及装置控制着机床各轴的运动,监视着整个加工工艺过程,是超精五轴联动机床的重要组成部分,其控制性能直接影响着“五轴+铣削工具轴”超精机床的加工工艺效果。因此,薄壁球壳类微小构件微铣削加工超精“五轴+铣削工具轴”联动机床专用弱电控制系统及装置的搭建及优化,对提高机床加工性能、优化工件表面质量、拓展机床用途具有极其重要的意义。
3.弱电控制系统,一般由直流电路或部分低压交流电路组成,涵盖视频线路、音频线路、通信线路、信息反馈线路等,一般直流电压在36v以内。家用摄像头、电话、电脑、投影仪等的信号输入等都属于弱电控制的设备。在工业上,超精多轴联动机床的弱电控制系统主要指的是机床控制柜体及控制操作面板上的操作控制模块等整个操作控制系统,主要涵盖控制操作面板上的按钮/旋钮操作、工控机的程序输入、plc指令转换、驱动器驱动、图像信息的采集等,其控制形式及多样性直接决定了超精多轴联动机床功能实现性及多样性。现有的机床弱电控制系统及装置控制形式较为单一、系统灵活性差,可重复读写次数少、系统柔性差,无法实现微空间尺度约束下的精准对刀控制、调头装夹时真空吸附转换的监测及加工过程的全方位监视、控制功能较弱,仅能实现单轴或多轴的简单运动控制,且结构复杂,控制及加工精度较低,无法满足微空间尺度约束下薄壁球壳类微小构件高精度加工要求,迫切需要开发设计出一种超精“五轴+铣削工具轴”联动机床专用弱电控制系统及装置以对薄壁球壳类微小构件微铣削加工专用超精“五轴+铣削工具轴”联动机床的运动控制,进而实现微空间尺度约束下薄壁球壳类微小构件全表面微坑结构的高精度微铣削加工,填补技术空白。
技术实现要素:
4.本发明要解决的技术问题是:
5.本发明提供一种六轴联动机床弱电控制系统及六轴联动机床和铣削加工方法,以解决现有技术的加工方法不能完成的薄壁球壳类微小构件的铣削加工、并且缺少相应控制系统缺陷,进而实现微空间尺度约束下薄壁球壳类微小构件全表面微坑结构的高精度微铣削加工。
6.本发明为解决上述技术问题所采用的技术方案为:
7.技术方案一:一种薄壁球壳类微小构件微铣削加工专用六轴联动机床弱电控制系统,所述六轴联动机床弱电控制系统用于控制薄壁球壳类微小构件微铣削加工专用超精六轴联动机床上的x轴运动单元、y轴运动单元以及z轴运动单元上的运动部件作直线往复运动,b轴转台、c轴回转单元以及铣削工具轴上的转动部件作回转运动;
8.所述六轴联动机床弱电控制系统包括:
9.受控于上位机的五轴控制器(umac)以及与所述五轴控制器分别连接的x轴子系统、y轴子系统、z轴子系统、b轴子系统、c轴子系统;还包括工具轴独立控制柜;
10.x轴子系统包括x轴驱动器、x轴直线电机、x轴反馈光栅;x轴驱动器用于驱动 x轴直线电机,x轴反馈光栅用于反馈x轴直线电机的运动位置,通过x轴直线电机控制x轴运动单元上的运动部件前后移动;
11.y轴子系统包括y轴驱动器、y轴直线电机、y轴反馈光栅;y轴驱动器用于驱动 y轴直线电机,y轴反馈光栅用于反馈y轴直线电机的运动位置,通过y轴直线电机控制y轴运动单元上的运动部件上下移动;
12.z轴子系统包括z轴驱动器、z轴直线电机、z轴反馈光栅;z轴驱动器用于驱动 z轴直线电机,z轴反馈光栅用于反馈z轴直线电机的运动位置,通过z轴直线电机控制z轴运动单元上的运动部件左右移动;
13.b轴子系统包括b轴驱动器、b轴回转电机、b轴反馈光栅;b轴驱动器用于驱动b轴回转电机,b轴反馈光栅用于反馈b轴回转电机的运动位置,通过b轴回转电机控制b轴转台的转动部件作回转运动;
14.c轴子系统包括b轴驱动器、c轴回转电机、c轴反馈光栅;c轴驱动器用于驱动 c轴回转电机,c轴反馈光栅用于反馈c轴回转电机的运动位置,通过c轴回转电机控制c轴回转单元的转动部件作回转运动;
15.所述工具轴独立控制柜用于控制铣削工具轴的启停及转速,所述工具轴独立控制柜通过其面板向工具轴独立控制柜内控制器发出指令,由所述控制器向工具轴独立控制柜内驱动器发出指令,进而实现对铣削工具轴的启停及转速的控制。
16.进一步地,还包括与上位机连接的显微成像系统,所述显微成像系统包括对刀子系统以及图像采集子系统。
17.进一步地,对刀子系统用于实现初次装夹对刀以及二次装夹对刀(调头装夹)的监控,具体过程包括:
18.ccd对刀:通过竖直ccd相机监测x-z平面内工件-刀具接触区域,通过水平ccd相机监测x-y平面内工件-刀具接触区域,通过图像处理及多轴联动,即可实现微空间尺度约束下的精准对刀,具体操作步骤如下:
19.步骤(1):对水平ccd相机和竖直ccd相机进行标定,分别获取像素坐标系与机床坐标系之间的水平转换关系和垂直转换关系;
20.步骤(2):通过竖直ccd相机获取x-z平面内刀具-工件接触区域图像,通过水平ccd 获取x-y平面内刀具-工件接触区域图像;
21.步骤(3):对步骤(2)获取的x-z平面图像及x-y平面图像依次进行灰度处理,图像分割处理,将薄壁球壳类微小构件或球头铣刀与其他图像背景分隔开;
22.步骤(4):采用经典霍夫变换方法,根据圆弧轮廓点迭代计算,分别获得x-z平面内薄壁球壳类微小构件球心位置的像素坐标及球头铣刀球心位置的像素坐标,以及x-y平面内薄壁球壳类微小构件球心位置的像素坐标及球头铣刀球心位置的像素坐标;
23.步骤(5):根据步骤(1)的水平转换关系,由步骤(4)获得的像素坐标,转换可得x-y 平面内薄壁球壳类微小构件球心及球头铣刀球心实际位置;
24.步骤(6):根据步骤(1)的垂直转换关系,由步骤(4)获得的像素坐标,转换可得x-z 平面内薄壁球壳类微小构件球心及球头铣刀球心实际位置;
25.步骤(7):根据步骤(5)(6)获得的薄壁球壳类微小构件及球头铣刀球心实际位置偏差,通过程序控制x、y、z联动,实现微空间尺度约束下的精准对刀;
26.调头装夹监测:在调头二次装夹时,需要通过竖直ccd对薄壁球壳类微小构件与真空吸附夹具接触区域进行实时监测,具体操作步骤如下:
27.步骤(1):在进行二次调头装夹过程中,由软件控制系统调用竖直ccd成像系统,对工件-真空吸附夹具接触区域进行显微观测;
28.步骤(2):对竖直ccd相机进行标定,获取像素坐标与机床坐标之间的转换关系;
29.步骤(3):通过竖直ccd相机获取工件-真空吸附夹具接触区域图像;
30.步骤(4):对步骤(3)获取的图像进行灰度处理、图像分割处理,将薄壁球壳类微小构件或球头铣刀与其他图像背景分隔开;
31.步骤(5):采用经典霍夫变换方法,根据圆弧轮廓点迭代计算,分别获得x-z平面内薄壁球壳类微小构件球心位置的像素坐标以及调头装夹真空吸附夹具头部吸附区域中点像素坐标;
32.步骤(6):根据步骤(2)的水平转换关系,由步骤(5)获得的像素坐标,转换可得x-z 平面内薄壁球壳类微小构件球心调头装夹真空吸附夹具头部吸附区域中点实际位置;
33.步骤(7):控制z轴移动相应距离,实现调头装夹时真空吸附的监测。
34.进一步地,图像采集子系统用于实时采集薄壁球壳类微小构件微铣削加工过程中表面微坑图像以获取其表面形貌,具体过程包括:
35.特征微结构捕捉:在调头装夹之后,需要捕捉识别初次装夹加工时的最后一个微坑结构及其坐标,记为参考坐标,以作为二次调头装夹初始微坑坐标的参考,具体操作流程如下:
36.步骤(1):对竖直ccd相机进行标定,获取像素坐标与机床坐标之间的转换关系;
37.步骤(2):控制工件c轴低速转动,通过竖直ccd相机观测薄壁球壳类微小构件表面;
38.步骤(3):待初次装夹加工时最后一个微坑结构出现在视野中时,气浮工件c轴停止转动,通过竖直ccd相机拍照,获取此时薄壁球壳类微小构件表面微坑图像;
39.步骤(4):对步骤(3)获取的图像进行灰度处理、图像分割处理,将薄壁球壳类微小构件及初次装夹最后一个微坑结构与其他图像背景分隔开;
40.步骤(5):采用经典霍夫变换方法,根据圆弧轮廓点迭代计算,获得薄壁球壳类微小构件初次装夹最后一个微坑结构点像素坐标;
41.步骤(6):根据步骤(1)的水平转换关系,由步骤(5)获得的像素坐标,转换得到初次装夹加工时最后一个微坑结构的实际位置,完成特征微坑结构的捕捉及识别;
42.加工过程监测:图像采集-加工过程监视显微成像系统由高分辨率ccd相机对加工区域状态、工件形貌、刀具磨损等进行全方位实时监控,协同实现薄壁球壳类微小构件表面微坑结构的高精度加工,具体操作步骤如下:
43.步骤(1):利用高分辨率ccd相机的显微放大功能,通过竖直ccd相机对x-z平面内工件-刀具接触区域进行监测,可实时监测工件形貌、刀具磨损等;
44.步骤(2):利用高分辨率ccd相机的显微放大功能,通过水平ccd相机对x-y平面内工件-刀具接触区域进行监测,可实时监测工件形貌、刀具磨损。
45.技术方案二:一种薄壁球壳类微小构件微铣削加工专用超精六轴联动机床,所述六轴联动机床包括:上述六轴联动机床弱电控制系统,还包括床身、x轴运动单元、y 轴运动单元、c轴回转单元、初次装夹系统、竖直ccd相机、球头铣刀、铣削工具轴、调头装夹系统、b轴转台、z轴运动单元以及水平ccd相机;x轴运动单元和z轴运动单元相互垂直水平布置于床身上;y轴运动单元布置在x轴运动单元上;由圆光栅反馈控制的c轴回转单元布置在y轴运动单元拖板中间且可上下移动;初次装夹系统安装在 c轴回转单元上,初次装夹系统的末端用于吸附待加工的薄壁球壳类微小构件的一半球面;水平ccd相机通过第一高精度二维微位移平台安装在z轴运动单元上的b轴转台上的过渡板上,ccd相机镜头轴线指向球头铣刀球心;竖直ccd相机通过第二高精度二维微位移平台安装在y轴运动单元的过渡板上;调头装夹系统安装在b轴转台上且可与初次装夹系统相对设置,用于吸附薄壁球壳类微小构件的另一半球面,用于在薄壁球壳类微小构件的表面上加工多个微坑的球头铣刀安装在铣削工具轴的转子末端上,铣削工具轴的定子通过轴架可拆卸地安装在b轴转台上;铣削工具轴的转子对应轴线与xz水平面的角为10~15度;z轴运动单元沿其风琴罩方向移动以带动其上的b轴转台一起移动, x轴运动单元上方的y轴运动单元和初次装夹系统沿其风琴罩方向移动。所述六轴是指六个方向的运动自由度:x轴运动单元2(x轴运动平台)的对应x轴、y轴运动单元3 (y轴运动平台)对应的y轴、z轴运动单元12(z轴运动平台)对应的z轴、b轴转台11(b轴运动平台)对应的回转方向、c轴回转单元(又称气浮工件c轴或c轴运动平台)对应的回转方向、铣削工具轴的转子的转动方向。
46.技术方案三:一种薄壁球壳类微小构件微铣削加工方法,所述方法是基于上述的一种薄壁球壳类微小构件微铣削加工专用超精六轴联动机床来实现的,包括对刀步骤、第一半球冠加工步骤、调头装夹步骤以及第二半球冠加工步骤,其中:
47.对刀步骤包括:
48.对水平ccd相机和竖直ccd相机进行标定,分别获取像素坐标系与机床坐标系之间的水平转换关系和垂直转换关系;
49.通过竖直ccd相机获取x-z平面内刀具-工件接触区域图像,通过水平ccd获取 x-y平面内刀具-工件接触区域图像;
50.对所述x-z平面内刀具-工件接触区域图像及所述x-y平面内刀具-工件接触区域图像依次进行灰度处理,图像分割处理,将薄壁球壳类微小构件或球头铣刀与其他图像背景分隔开;
51.采用经典霍夫变换方法,根据圆弧轮廓点迭代计算,分别获得x-z平面内薄壁球壳类微小构件球心位置的像素坐标及球头铣刀球心位置的像素坐标,以及x-y平面内薄壁球壳类微小构件球心位置的像素坐标及球头铣刀球心位置的像素坐标;
52.根据所述水平转换关系,由所述“x-y平面内薄壁球壳类微小构件球心位置的像素坐标及球头铣刀球心位置的像素坐标”转换可得x-y平面内薄壁球壳类微小构件球心及球头铣刀球心实际位置;
53.根据所述垂直转换关系,由所述“x-z平面内薄壁球壳类微小构件球心位置的像素坐标及球头铣刀球心位置的像素坐标”转换可得x-z平面内薄壁球壳类微小构件球心及球头铣刀球心实际位置;
54.根据x-y、x-z平面内薄壁球壳类微小构件球心及球头铣刀球心实际位置,通过程序控制x、y、z联动,实现对刀;
55.第一半球冠加工步骤包括:
56.控制b轴转台正向转动α;
57.控制x、z轴联动,使得球头铣刀沿薄壁球壳类微小构件径向进给设定的加工深度;
58.按照已规划程序加工路径,气浮工件c轴旋转β1角至另一经度面,回到“控制b轴转台正向转动α”步骤,完成下一个微坑结构的加工;
59.调头装夹步骤包括:
60.控制x轴运动单元移动距离x1;使得调头装夹系统真空吸附夹具轴线与初次装夹系统真空吸附夹具轴线在同一平面内;
61.控制y轴运动单元移动y1,实现调头装夹系统真空吸附夹具轴线与初次装夹系统真空吸附夹具轴线同轴;
62.控制z轴移动距离z1;通过竖直ccd相机观察真空吸附夹具与薄壁球壳类微小构件的接触区域,使得调头装夹系统真空吸附夹具紧密接触薄壁球壳类微小构件;
63.对调头装夹系统真空吸附夹具施加真空负压,解除初次装夹系统真空吸附夹具负压,将薄壁球壳类微小构件转接到调头装夹系统的真空吸附夹具上,实现薄壁球壳类微小构件的二次装夹;
64.将调头装夹系统中零点快换系统以及末端联接有薄壁球壳类微小构件的真空吸附夹具拆卸下来,联接到气浮工件c轴上,实现薄壁球壳类微小构件的调头二次装夹;
65.第二半球冠加工步骤包括:
66.通过竖直ccd相机定位第一半球冠加工步骤所完成的最后一个微坑结构,控制工件使所述微坑结构位于与气浮工件c轴轴线所在的x-z平面内;
67.控制x、z轴联动,使球头铣刀沿薄壁球壳微小构件径向进给设定的加工深度;
68.控制气浮工件c轴旋转β2角至另一经度面,完成下一个微坑结构的加工。
69.本发明具有以下有益技术效果:
70.(1)本发明集五轴联动控制、高速铣削轴独立控制模块、双高分辨率ccd显微成像系统等于一体,为薄壁球壳类微小构件微铣削加工五轴联动机床专用弱电控制系统,可实
现直径1~5mm,壳层厚度20~120μm的薄壁球壳类微小构件全表面数十个至百余个均匀分布的、纵向尺寸0.5~20μm、横向尺寸50~200μm微坑结构高精度加工用五轴联动机床的弱电控制;
71.(2)本发明将面板操作模块、指令控制模块、程序驱动模块、元件运动模块集中到一个柜体装置中,结构紧凑,采用“ipc+nc”控制形式,工控机作为umac的上位机发出命令给umac,umac处理相关命令并通过驱动器作用于末端执行元件,执行元件开始做出相应动作,最后执行元件通过光栅把实际位置反馈至umac,umac完成相应的功能并把结果返回至工控机,形成闭环补偿,进一步提高加工精度,plc及系统控制程序可反复读写,控制形式多样,系统灵活性好,柔性好;
72.(3)本发明采用自复位常开点动按钮,旋转复位常闭急停按钮,方便操作的同时可有效保证加工安全,达到较高的弱电控制性能及加工精度;
73.(4)本发明的高速空气轴承铣削轴由独立控制面板独立控制,通过hske夹头装夹微小刀具实现对微米级小尺度结构的加工,运动误差小于30nm,可根据实际工况需要,调整转速,满足薄壁球壳类微小构件表面微结构微铣削加工高转速高精度加工要求;
74.(5)本发明的显微成像系统包含对刀显微成像系统及图像采集-加工过程监视显微成像系统,均由2620万像素高分辨率ccd相机组成,可实现微空间尺度约束下的精准对刀、调头装夹时真空吸附转换的监测及加工过程的全方位监视;
75.(6)本发明的方法具有一定的普适性,在双高分辨率ccd显微成像系统拆除后,可实现对普通五轴机床的常规控制,高速空气轴承独立控制铣削轴可拆除,换装上车刀及其附件,即可实现对常规车床加工的弱电控制。
76.通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
附图说明
77.被结合在说明书中并构成说明书的一部分的附图示出了本发明的实施例,并且连同其说明一起用于解释本发明的原理。
78.图1为本发明所述的薄壁球壳类微小构件微铣削加工专用超精六轴联动机床的的结构图(图1是本发明提供的的薄壁球壳类微小构件微铣削加工用超精“五轴+铣削工具轴”联动机床整体结构总装图);
79.图2为图1拆除掉竖直ccd相机6后的俯视结构图;
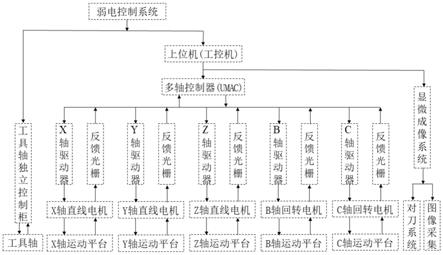
80.图3为本发明一个实施例的弱电控制系统的原理框图;
81.图4为本发明一个实施例的弱电控制系统流程图;
82.图5为本发明一个实施例的弱电控制系统各模块组成原理图;
83.图6为本发明一个实施例的操作面板布局示意图(铣削轴控制面板);
84.图7为本发明一个实施例的plc驱动程序控制流程图;
85.图8为本发明一个实施例中精准对刀的原理示意图;
86.图9为本发明一个实施例中调头装夹的原理示意图。
具体实施方式
87.现在将参照附图来详细描述本发明的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。
88.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。
89.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
90.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
91.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
92.《实施方式一:弱电控制系统》
93.本实施方式提供五轴及铣削工具轴联动机床弱电控制系统,如图3所示,用于执行如实施方式一所述的薄壁球壳类微小构件微铣削加工方法,五轴及铣削工具轴联动机床弱电控制系统包括:控制器以及与控制器分别连接的x轴子系统、y轴子系统、z轴子系统、b轴子系统、c轴子系统以及工具轴子系统;其中x轴子系统包括x轴驱动器、x轴直线电机、x轴反馈光栅以及x轴运动平台;x轴驱动器用于驱动x轴直线电机, x轴反馈光栅用于反馈x轴直线电机的运动位置,x轴运动平台用于带动x轴直线电机在平台上移动;y轴子系统包括x轴驱动器、y轴直线电机、y轴反馈光栅以及y轴运动平台;y轴驱动器用于驱动y轴直线电机,y轴反馈光栅用于反馈y轴直线电机的运动位置,y轴运动平台用于带动x轴直线电机在平台上移动;z轴子系统包括x轴驱动器、z轴直线电机、z轴反馈光栅以及z轴运动平台;z轴驱动器用于驱动z轴直线电机,z轴反馈光栅用于反馈z轴直线电机的运动位置,z轴运动平台用于带动z轴直线电机在平台上移动;b轴子系统包括b轴驱动器、b轴回转电机、b轴反馈光栅以及b 轴运动平台;b轴驱动器用于驱动b轴回转电机,b轴反馈光栅用于反馈b轴回转电机的运动位置,通过b轴回转电机控制b轴转台的转动部件作回转运动;c轴子系统包括 b轴驱动器、c轴回转电机、c轴反馈光栅以及c轴运动平台;c轴驱动器用于驱动c 轴回转电机,c轴反馈光栅用于反馈c轴回转电机的运动位置,通过c轴回转电机控制 c轴回转单元的转动部件作回转运动;工具轴子系统包括控制柜以及工具轴,控制柜用于控制工具轴,控制柜受控于控制器。
94.进一步地,弱电控制系统还包括与控制器连接的上位机,以及与上位机连接的显微成像系统,其中显微成像系统进一步包括对刀子系统以及图像采集子系统。
95.该系统通过面板操作模块,手动或者程序输入控制指令,经plc控制及系统程序控制模块读取转化,控制程序驱动模块,通过控制器发送指令给驱动器,由驱动器驱动x、y、z、 b、c轴以及铣削工具轴运动,实现超精五轴机床主轴、控制器、运动系统等的启停运动控制、微空间尺度约束下的精准对刀、调头装夹时真空吸附转换的监测及对加工过程的全方位监测。本发明集超精五轴联动机床运行通断、弱电手自动控制、高速铣削工具轴独立控制、双高分辨率ccd显微成像系统于一体,通过plc控制及程序驱动实现对各轴的运动控制及加工过程的全方位监测,plc及系统控制程序可反复读写,极大地增加了系统的柔性,特别适用
于薄壁球壳类微小构件表面微坑结构微铣削加工专用超精五轴联动机床的弱电控制。
96.《实施方式二:车铣复合五轴联动机床》
97.本实施方式提供一种薄壁球壳类微小构件微铣削加工专用超精六轴联动机床,包括上述六轴联动机床弱电控制系统,还包括床身1、x轴运动单元2、y轴运动单元3、c 轴回转单元4、初次装夹系统5、竖直ccd相机6、球头铣刀8、铣削工具轴9、调头装夹系统10、b轴转台11、z轴运动单元12以及水平ccd相机13;x轴运动单元2和z 轴运动单元12相互垂直水平布置于床身1上;y轴运动单元3布置在x轴运动单元2 上;由圆光栅反馈控制的c轴回转单元4布置在y轴运动单元3拖板中间且可上下移动;初次装夹系统5安装在c轴回转单元4上,初次装夹系统5的末端用于吸附待加工的薄壁球壳类微小构件7的一半球面;水平ccd相机13通过第一高精度二维微位移平台安装在z轴运动单元12上的b轴转台11上的过渡板上,ccd相机镜头轴线指向球头铣刀球心;竖直ccd相机6通过第二高精度二维微位移平台安装在y轴运动单元3的过渡板上;调头装夹系统10安装在b轴转台11上且可与初次装夹系统5相对设置,用于吸附薄壁球壳类微小构件7的另一半球面,用于在薄壁球壳类微小构件7的表面上加工多个微坑的球头铣刀8安装在铣削工具轴9的转子末端上,铣削工具轴9的定子通过轴架可拆卸地安装在b轴转台11上;铣削工具轴9的转子对应轴线与xz水平面的角为10~15度; z轴运动单元12沿其风琴罩方向移动以带动其上的b轴转台11一起移动,x轴运动单元2上方的y轴运动单元3和初次装夹系统5沿其风琴罩方向移动。所述六轴是指六个方向的运动自由度:x轴运动单元2(x轴运动平台)的对应x轴、y轴运动单元3(y 轴运动平台)对应的y轴、z轴运动单元12(z轴运动平台)对应的z轴、b轴转台11 (b轴运动平台)对应的回转方向、c轴回转单元4(又称气浮工件c轴或c轴运动平台) 对应的回转方向、铣削工具轴9的转子的转动方向。
98.x轴运动单元2和z轴运动单元12相互垂直布置于床身1上;y轴运动单元3布置在x轴运动单元2上;气浮工件c轴4由圆光栅反馈控制,布置在y轴运动单元3拖板中间;初次装夹系统5联接在气浮工件c轴4上,初次装夹系统5的末端联接有待加工的薄壁球壳类微小构件7;水平ccd相机13通过第一位移平台固定在b轴转台11上的过渡板上,镜头轴线指向球头铣刀球心;竖直ccd相机6通过第二位移平台固定在y 轴运动单元3的过渡板上,y轴运动单元3的过渡板联接在y轴运动单元3拖板上,可随y轴运动单元3一起移动;五轴联动机床用于实现实施方式一中的薄壁球壳类微小构件微铣削加工方法。本实施方式的一个显著的技术进步在于,球头铣刀8和铣削工具轴 9为可拆卸结构,可以灵活安装在通用的加工机床上,使机床具备加工薄壁球壳类微小构件的能力。
99.进一步的,本发明中铣削工具轴9可以使用德国levicron公司生产的asd-080h25 型号高速空气轴承刀具主轴,转速范围0-80000r/min,轴向刚度优于45n/μm,径向刚度优于25n/μm,,运动误差小于30nm;
100.工具轴独立控制柜可以采用德国levicron公司生产的asd-080h25型号主轴专用独立控制柜;独立控制柜控制面板采用德国西门子公司生产的ktp400 basic型号操作面板,分辨率480x 272;
101.所述工具轴独立控制柜通过其面板向工具轴独立控制柜内控制器发出指令,由所述控制器向工具轴独立控制柜内驱动器发出指令,进而实现对铣削工具轴9的启停及转速的控制。
102.《实施方式三:铣削加工方法》
103.本发明基于如cn113695646a所示的加工装置,本实施方式为使用该装置进行加工的一种方法。本实施方式的方法主要包括对刀步骤、第一半球冠加工步骤、调头装夹步骤以及第二半球冠加工步骤。其中对刀步骤用于通过图像采集分析技术将铣刀定位到准确位置。第一半球冠加工步骤用于对薄壁球壳的可加工区域进行加工,剩余区域由于球壳位置原因尚不能完成加工。调头装夹步骤用于调整球壳位置,将剩余未加工到的区域调整至可进行加工的位置。第二半球冠加工步骤用于对剩余区域进行加工。
104.本实施方式所基于的加工装置的一个实施例如图1和图2所示,包括:床身1、x 轴运动单元2、y轴运动单元3、气浮工件c轴4、初次装夹系统5、竖直ccd相机6、薄壁球壳类微小构件7、球头铣刀8、铣削工具轴9、调头装夹系统10、b轴转台11、z 轴运动单元12以及水平ccd相机13。水平x/z轴运动单元相互垂直布置于床身上,由液体静压导轨直线电机驱动;垂直y轴运动单元布置在x轴运动单元上,由液体静压导轨直线电机驱动;气浮工件c轴采用气体静压轴承,由圆光栅反馈控制,布置在y轴运动单元拖板中间;初次装夹系统通过内六角螺钉联接在气浮工件c轴上,其末端联接有待加工工件-薄壁球壳类微小构件;水平ccd相机通过高精度二维微位移平台固定在b 轴回转台上的过渡板上,镜头轴线指向球头铣刀球心;竖直ccd相机通过高精度微位移平台固定在y轴运动单元过渡板上,y轴过渡板通过内六角螺钉联接在y轴拖板上,可随y轴运动单元一起移动。
105.对刀步骤sa包括:
106.sa-1:对水平ccd相机和竖直ccd相机进行标定,分别获取像素坐标系与机床坐标系之间的水平转换关系和垂直转换关系。
107.sa-2:通过竖直ccd相机获取x-z平面内刀具-工件接触区域图像,通过水平ccd获取x-y平面内刀具-工件接触区域图像。
108.sa-3:对x-z平面内刀具-工件接触区域图像及x-y平面内刀具-工件接触区域图像依次进行灰度处理,图像分割处理,将薄壁球壳类微小构件或球头铣刀与其他图像背景分隔开。
109.sa-4:采用经典霍夫变换方法,根据圆弧轮廓点迭代计算,分别获得x-z平面内薄壁球壳类微小构件球心位置的像素坐标及球头铣刀球心位置的像素坐标,以及x-y平面内薄壁球壳类微小构件球心位置的像素坐标及球头铣刀球心位置的像素坐标。
110.sa-5:根据前述的水平转换关系,由“x-y平面内薄壁球壳类微小构件球心位置的像素坐标及球头铣刀球心位置的像素坐标”转换可得x-y平面内薄壁球壳类微小构件球心及球头铣刀球心实际位置。
111.sa-6:根据前述的垂直转换关系,由“x-z平面内薄壁球壳类微小构件球心位置的像素坐标及球头铣刀球心位置的像素坐标”转换可得x-z平面内薄壁球壳类微小构件球心及球头铣刀球心实际位置。
112.sa-7根据x-y、x-z平面内薄壁球壳类微小构件球心及球头铣刀球心实际位置,通过程序控制x、y、z联动,实现对刀。
113.第一半球冠加工步骤sb包括:
114.sb-1:控制b轴转台正向转动α。
115.sb-2:控制x、z轴联动,使得球头铣刀沿薄壁球壳类微小构件径向进给设定的加工
深度。
116.sb-3:按照已规划程序加工路径,气浮工件c轴旋转β1角至另一经度面,回到“控制b轴转台正向转动α”步骤,完成下一个微坑结构的加工。
117.调头装夹步骤sc包括:
118.sc-1:控制x轴运动单元移动距离x1;使得调头装夹系统真空吸附夹具轴线与初次装夹系统真空吸附夹具轴线在同一平面内。
119.sc-2:控制y轴运动单元移动y1,实现调头装夹系统真空吸附夹具轴线与初次装夹系统真空吸附夹具轴线同轴。
120.sc-3:控制z轴移动距离z1;通过竖直ccd相机观察真空吸附夹具与薄壁球壳类微小构件的接触区域,使得调头装夹系统真空吸附夹具紧密接触薄壁球壳类微小构件。
121.sc-4:对调头装夹系统真空吸附夹具施加真空负压,解除初次装夹系统真空吸附夹具负压,将薄壁球壳类微小构件转接到调头装夹系统的真空吸附夹具上,实现薄壁球壳类微小构件的二次装夹。
122.sc-5:将调头装夹系统中零点快换系统以及末端联接有薄壁球壳类微小构件的真空吸附夹具拆卸下来,联接到气浮工件c轴上,实现薄壁球壳类微小构件的调头二次装夹。
123.第二半球冠加工步骤sd包括:
124.sd-1:通过竖直ccd相机定位第一半球冠加工步骤所完成的最后一个微坑结构,控制工件c使所述微坑结构位于与气浮工件c轴轴线所在的x-z平面内。
125.sd-2:控制x、z轴联动,使球头铣刀沿薄壁球壳微小构件径向进给设定的加工深度。
126.sd-3:控制气浮工件c轴旋转β2角至另一经度面,完成下一个微坑结构的加工。
127.《实施例》
128.本实施例基于cn113695646a所示的加工装置,结构图如图1和图2所示,其对应的弱电控制系统如图3所示,弱电控制流程如图4所示。本实施例的弱电控制系统由面板操作模块、指令控制模块、程序驱动模块以及元件运动模块组成,如图5所示。在面板操作模块中,包含启、停、急停及安全控制等指令输入按钮、触屏-机械按键一体化铣削轴独立控制操作面板以及工业级别显示器,如图6所示。在对超精“五轴+铣削工具轴
”ꢀ
(合起来称六轴)联动机床进行控制时,通过旋钮开关可实现整个控制回路的通断控制,由点动按钮触-发上升沿实现手动输入控制指令,急停按钮以常闭形式串接在控制回路中,可在紧急情况下实现一键断开控制电源回路,停止各轴运动,有效保证操作安全。指令控制模块由plc控制器、中间继电器、软件控制系统等组成,通过进行通信设置,建立plc控制器和上位机(工控机)之间的通讯,由rs232通讯端口实现plc控制程序的上传及下载,可反复读写;由软件控制系统导入薄壁球壳类微小构件全表面微坑结构加工程序,可实现对加工过程的程序指令控制。程序驱动模块由上位机(工控机)、各运动轴驱动器、显微成像系统组成。通过上位机输入程序控制指令,控制运动轴控制器实现对末端执行元件的控制。显微成像系统通过usb3.0数据接口接入上位机(工控机),进行图像数据的高速传输。显微成像系统包含对刀显微成像系统以及图像采集-加工过程监视显微成像系统,均由2620万像素高分辨率ccd相机搭载微位移平台组成,可实现微空间尺度约束下薄壁球壳类微小构件全表面微坑结构加工前后两次装夹的精准对刀以及加工过程的全方位监测。元件运动模块,包含x、y、z轴运动单元,空
气轴承工件主轴、液压回转台、高速空气轴承铣削工具轴。通过指令控制模块输入控制指令,实现对驱动器通断的控制,进而由上位机发送指令,驱动器驱动末端执行元件运动。
129.基于薄壁球壳类微小构件全表面微坑结构微铣削加工的超精“五轴+铣削工具轴”联动机床专用弱电控制系统在工作时,通过rs232通讯端口向plc控制器写入plc控制程序,由面板操作模块经上位机(工控机)手动或程序输入控制指令,经过umac运动控制器处理,由plc的i/o程序转换及系统程序驱动,控制程序驱动模块经由各轴驱动器实现对元件运动模块的驱动控制,执行元件通过高精度反馈光栅将各轴运动实际位置反馈至umac控制器,进行闭环补偿,进一步提高加工精度,如图6所示。高速空气轴承铣削工具轴触屏-机械按键一体化铣削轴独立控制操作面板独立控制,可通过hske夹头装夹微小型刀具实现对微米级小尺度构件的加工,运动误差小于30nm,并可依据实际工况需求,调整转速,满足工件高转速高精度的加工要求。
130.本实施例的具体控制流程如下:
131.步骤1-指令程序载入:
132.开启电路总电源,接通plc逻辑控制器电源模块及超精“五轴+铣削工具轴”联动机床电源模块,由pc机,经rs232通讯端口向plc逻辑控制器写入弱电控制程序;通过面板操作模块导入/手动输入“五轴+铣削工具轴”联动控制指令,实现对机床的弱电运动控制,具体步骤为:
133.步骤1.1:按下控制操作面板启动按钮,联通弱电控制装置及控制柜电源,接通上位机(工控机)及工业级显示器;
134.步骤1.2:将控制面板上x、y、z、b、c轴手动控制-旋钮开关调整至on位置,实现控制回路中手动控制开关的联通;
135.步骤1.3:按照图4所示控制流程,依次按下点动按钮联通主轴、控制器、运动轴、光源控制及铣削轴独立控制柜电源;
136.步骤1.4:通过工业显示器,由上位机软件控制系统,依据实际控制需要,导入或者手动编写控制程序发送指令给控制器,控制器处理相关命令并通过驱动器驱动x轴、 y轴、z轴、b轴及c轴等末端执行元件,通过触屏-机械按键一体化铣削轴独立控制操作面板控制铣削轴启停并调整转速,协同实现薄壁球壳类微小构件全表面微坑结构的高精度加工,具体控制流程如图7所示。
137.步骤2-多轴联动控制:
138.通过上位机(工控机)发送指令给多轴运动控制器,由驱动器驱动各轴运动单元,实现超精“五轴+铣削工具轴”(六轴)多轴联动控制,进而实现薄壁球壳类微小构件全表面微坑结构的高精度加工要求,具体步骤为:
139.步骤2.1:装夹工件及刀具,将薄壁球壳类微小构件通过初次装夹系统连接在气浮工件c轴上。初次装夹系统包含真空吸附夹具、零点快换系统。薄壁球壳类微小构件在真空负压的作用下连接在真空吸附夹具上,真空吸附夹具通过内六角螺钉联接在零点快换系统的基准片上,并可随零点快换系统一同拆卸。零点快换系统通过内六角螺钉联接在气浮工件c轴上;通过hske夹头将微径球头铣刀装夹在铣削工具轴末端。
140.步骤2.2:机床各轴回零:由上位机软件控制系统输入指令g00 x0 y0 z0 b0 c0,驱动各轴回到坐标原点,进行加工前的准备工作。
141.步骤2.3:对刀及程序准备:手动对刀,由程序控制进给,控制x、y、z轴分别实现水平面内及竖直面内的精准对刀,通过竖直ccd获取x-z平面内刀具-工件接触区域图像,通过水平ccd获取x-y平面内刀具-工件接触区域图像,经过图像处理,获得薄壁球壳类微小构件球心及球头铣刀球心的实时坐标,通过x、y、z轴联动,使得薄壁球壳类微小构件与球头铣刀正好接触,且球心位于同一平面内,完成加工前的精准对刀,如图8所示。此时z轴移动距离z0,x轴移动距离x0,y轴移动距离y0。导入预先编写的薄壁球壳类微小构件弱半球冠表面微坑结构加工数控程序,完成数控加工前的准备工作。
142.进一步地,在步骤2.3中,ccd精准对刀的主要步骤包括:
143.步骤(1):对水平ccd相机和竖直ccd相机进行标定,分别获取像素坐标系与机床坐标系之间的水平转换关系和垂直转换关系;
144.步骤(2):通过竖直ccd相机获取x-z平面内刀具-工件接触区域图像,通过水平ccd获取x-y平面内刀具-工件接触区域图像;
145.步骤(3):对步骤(2)获取的x-z平面图像及x-y平面图像依次进行灰度处理,图像分割处理,将薄壁球壳类微小构件或球头铣刀与其他图像背景分隔开;
146.步骤(4):采用经典霍夫变换方法,根据圆弧轮廓点迭代计算,分别获得x-z平面内薄壁球壳类微小构件球心位置的像素坐标及球头铣刀球心位置的像素坐标,以及 x-y平面内薄壁球壳类微小构件球心位置的像素坐标及球头铣刀球心位置的像素坐标;
147.步骤(5):根据步骤(1)的水平转换关系,由步骤(4)获得的像素坐标,转换可得x-y平面内薄壁球壳类微小构件球心及球头铣刀球心实际位置;
148.步骤(6):根据步骤(1)的垂直转换关系,由步骤(4)获得的像素坐标,转换可得x-z平面内薄壁球壳类微小构件球心及球头铣刀球心实际位置;
149.步骤(7):根据步骤(5)(6)获得的薄壁球壳类微小构件及球头铣刀球心实际位置偏差,通过程序控制x、y、z联动,实现微空间尺度约束下的精准对刀。
150.步骤2.4:多轴联动控制-初始弱半球冠:通过软件控制系统,加载预先编写的薄壁球壳类微小构件弱半球冠表面微坑结构加工数控程序,运行程序,开始进行薄壁球壳类微小构件弱半球冠表面微坑结构的加工,各轴具体的控制流程如下:
151.步骤(1):通过铣削轴独立控制面板启动铣削工具轴,并调整至需求转速n;
152.步骤(2):控制b轴转台正向(俯视顺时针为正)转动α,进一步控制x、z轴联动使得球头铣刀到达已规划加工轨迹中初始微坑结构正上方,记为初始经度面;
153.步骤(3):控制x、z轴联动,使得球头铣刀沿薄壁球壳类微小构件径向进给需求加工深度a
p
,进给完毕后,x、z联动,沿工件径向反向移动,退回到安全距离,完成初始微坑结构的加工;
154.步骤(4):按照已规划程序加工路径,气浮工件c轴旋转β1角至另一经度面,重复步骤(2)(3),完成第二个微坑结构的加工;
155.步骤(5):重复步骤(4),完成薄壁球壳类微小构件弱半球冠表面微坑结构的加工,加工完毕之后,机床执行回零操作,停止铣削工具轴,各轴回到坐标原点。
156.步骤2.5:调头装夹。完成薄壁球壳类微小构件初始弱半球冠表面微坑结构加工后,须进行薄壁球壳类微小构件的调头装夹,以实现薄壁球壳类微小构件全表面微坑结构的高精度加工,具体的调头装夹方法如下:
157.步骤(1):调头装夹系统包含真空吸附夹具及零点定位系统。由指令控制模块,控制x轴运动单元移动距离x1,使得调头装夹系统真空吸附夹具轴线与初次装夹系统真空吸附夹具轴线在同一平面内;进一步控制y轴运动单元移动y1,实现调头装夹系统真空吸附夹具轴线与初次装夹系统真空吸附夹具轴线同轴;进一步控制z轴移动距离z1,通过竖直ccd观察真空吸附夹具-薄壁球壳类微小构件接触区域,使得调头装夹系统真空吸附夹具紧密接触薄壁球壳类微小构件,如图9所示。
158.步骤(2):对调头装夹系统真空吸附夹具施加真空负压,解除初次装夹系统真空吸附夹具负压,将薄壁球壳类微小构件转接到调头装夹系统的真空吸附夹具上,实现薄壁球壳类微小构件的二次装夹;
159.步骤(3):利用装夹系统中零点快换系统的高重复定位精度快换性,将调头装夹系统中零点快换系统以及末端联接有薄壁球壳类微小构件的真空吸附夹具拆卸下来,联接到气浮工件c轴上,实现薄壁球壳类微小构件的调头二次装夹。
160.步骤2.6:多轴联动控制-剩余半球冠:薄壁球壳类微小构件调头二次装夹后,进行剩余半球冠表面微坑结构的加工,具体步骤如下:
161.步骤(1):特征微结构的捕捉,控制工件c轴低速转动,通过竖直ccd相机监测薄壁球壳类微小构件表面,捕捉初次装夹时加工的最后一个微坑结构,记为参考微坑,进一步转动气浮工件c轴,使得该微坑结构位于与气浮工件c轴轴线所在的x-z平面内,作为二次调头装夹后初始微坑坐标的参考;将已规划好程序中参考微坑的下一个微坑记为调头装夹的初始微坑。
162.步骤(2):通过铣削轴独立控制面板启动铣削工具轴,并调整至需求转速n;
163.步骤(3):控制b轴转台正向(俯视顺时针为正)转动α2,进一步控制x、z轴联动,使得球头铣刀到达调头装夹初始微坑正上方记为初始经度面;
164.步骤(4):控制x、z轴联动,使得球头铣刀沿薄壁球壳类微小构件径向进给需求加工深度a
p
,进给完毕后,x、z联动,沿工件径向反向移动,退回到安全距离,完成调头装夹初始微坑结构的加工;
165.步骤(5):按照已规划程序加工路径,气浮工件c轴旋转β2角至另一经度面,重复上述步骤(3)(4),完成第二个微坑结构的加工;
166.步骤(6):重复步骤(5),完成薄壁球壳类微小构件剩余半球冠表面微坑结构的加工,加工完毕之后,机床执行回零操作,停止铣削工具轴,各轴回到坐标原点。
167.步骤(7):完成薄壁球壳类微小构件全表面微坑结构的高精度加工。
168.步骤3-显微成像系统监测:
169.上位机(工控机)中2620万高分辨率显微成像系统进行加工区域图像的实时采集与分析,并实时反馈到显示器图像显示模块中,对刀显微成像系统由2620万高分辨率 ccd相机观测工件-刀具接触区域以实现微空间尺度约束下的精准对刀;图像采集-加工过程监视显微成像系统由高分辨率ccd相机实时捕捉特征坑点微结构,调头装夹时真空吸附转换的监测、对加工区域状态、工件形貌、刀具磨损等进行全方位实时监控,协同实现薄壁球壳类微小构件表面微坑结构的高精度加工。具体步骤如下:
170.步骤3.1:ccd对刀:通过竖直ccd相机监测x-z平面内工件-刀具接触区域,通过水平ccd相机监测x-y平面内工件-刀具接触区域,通过图像处理及多轴联动,即可实现微空间
尺度约束下的精准对刀,具体操作步骤如下:
171.步骤(1):对水平ccd相机和竖直ccd相机进行标定,分别获取像素坐标系与机床坐标系之间的水平转换关系和垂直转换关系;
172.步骤(2):通过竖直ccd相机获取x-z平面内刀具-工件接触区域图像,通过水平ccd获取x-y平面内刀具-工件接触区域图像;
173.步骤(3):对步骤(2)获取的x-z平面图像及x-y平面图像依次进行灰度处理,图像分割处理,将薄壁球壳类微小构件或球头铣刀与其他图像背景分隔开;
174.步骤(4):采用经典霍夫变换方法,根据圆弧轮廓点迭代计算,分别获得x-z平面内薄壁球壳类微小构件球心位置的像素坐标及球头铣刀球心位置的像素坐标,以及 x-y平面内薄壁球壳类微小构件球心位置的像素坐标及球头铣刀球心位置的像素坐标;
175.步骤(5):根据步骤(1)的水平转换关系,由步骤(4)获得的像素坐标,转换可得x-y平面内薄壁球壳类微小构件球心及球头铣刀球心实际位置;
176.步骤(6):根据步骤(1)的垂直转换关系,由步骤(4)获得的像素坐标,转换可得x-z平面内薄壁球壳类微小构件球心及球头铣刀球心实际位置;
177.步骤(7):根据步骤(5)(6)获得的薄壁球壳类微小构件及球头铣刀球心实际位置偏差,通过程序控制x、y、z联动,实现微空间尺度约束下的精准对刀。
178.步骤3.2:调头装夹监测:在调头二次装夹时,需要通过竖直ccd对薄壁球壳类微小构件与真空吸附夹具接触区域进行实时监测,具体步骤如下:
179.步骤(1):在进行二次调头装夹过程中,由软件控制系统调用竖直ccd成像系统,对工件-真空吸附夹具接触区域进行显微观测;
180.步骤(2):对竖直ccd相机进行标定,获取像素坐标与机床坐标之间的转换关系;
181.步骤(3):通过竖直ccd相机获取工件-真空吸附夹具接触区域图像;
182.步骤(4):对步骤(3)获取的图像进行灰度处理、图像分割处理,将薄壁球壳类微小构件或球头铣刀与其他图像背景分隔开;
183.步骤(5):采用经典霍夫变换方法,根据圆弧轮廓点迭代计算,分别获得x-z平面内薄壁球壳类微小构件球心位置的像素坐标以及调头装夹真空吸附夹具头部吸附区域中点像素坐标;
184.步骤(6):根据步骤(2)的水平转换关系,由步骤(5)获得的像素坐标,转换可得x-z平面内薄壁球壳类微小构件球心调头装夹真空吸附夹具头部吸附区域中点实际位置;
185.步骤(7):控制z轴移动相应距离,实现调头装夹时真空吸附的监测。
186.步骤3.4:特征微结构捕捉:在调头装夹之后,需要捕捉识别初次装夹加工时的最后一个微坑结构及其坐标,记为参考坐标,以作为二次调头装夹初始微坑坐标的参考。具体操作流程如下:
187.步骤(1):对竖直ccd相机进行标定,获取像素坐标与机床坐标之间的转换关系;
188.步骤(2):控制工件c轴低速转动,通过竖直ccd相机观测薄壁球壳类微小构件表面;
189.步骤(3):待初次装夹加工时最后一个微坑结构出现在视野中时,气浮工件c轴停止转动,通过竖直ccd相机拍照,获取此时薄壁球壳类微小构件表面微坑图像;
190.步骤(4):对步骤(3)获取的图像进行灰度处理、图像分割处理,将薄壁球壳类微小
构件及初次装夹最后一个微坑结构与其他图像背景分隔开;
191.步骤(5):采用经典霍夫变换方法,根据圆弧轮廓点迭代计算,获得薄壁球壳类微小构件初次装夹最后一个微坑结构点像素坐标;
192.步骤(6):根据步骤(1)的水平转换关系,由步骤(5)获得的像素坐标,转换得到初次装夹加工时最后一个微坑结构的实际位置,完成特征微坑结构的捕捉及识别。
193.步骤3.3:加工过程监测:图像采集-加工过程监视显微成像系统由高分辨率ccd相机对加工区域状态、工件形貌、刀具磨损等进行全方位实时监控,协同实现薄壁球壳类微小构件表面微坑结构的高精度加工,具体操作步骤如下:
194.步骤(1):利用高分辨率ccd相机的显微放大功能,通过竖直ccd相机对x-z 平面内工件-刀具接触区域进行监测,可实时监测工件形貌、刀具磨损等;
195.步骤(2):利用高分辨率ccd相机的显微放大功能,通过水平ccd相机对x-y 平面内工件-刀具接触区域进行监测,可实时监测工件形貌、刀具磨损等;
196.四、机床运行停止:
197.机床停止运行,包括完成工件特定结构加工后的正常停止及加工过程中出现异常或安全风险时的紧急停止,具体分析如下:
198.正常停止:在完成薄壁表面特征结加工后,按下控制操作面板上停止按钮,即可通过plc驱动,实现整个弱电控制系统的程序掉电;
199.非常规停止:在加工过程中,当加工过程出现异常或出现安全风险时,按下急停按钮,即可切断各轴电源,有效保证加工质量和操作人员安全。按下急停按钮后,各执行元件实现掉电保护,弱电控制系统总电源并未切断,在排除故障后,解除急停按钮,可继续进行各轴联动控制操作。
200.五:系统组成说明:
201.本发明-弱电控制系统及装置,集五轴联动控制、高速铣削轴独立控制模块、双高分辨率ccd显微成像系统等于一体,为薄壁球壳类微小构件微铣削加工五轴联动机床专用弱电控制系统,可实现直径1~5mm、壳层厚度20~120μm的薄壁球壳表面数十个至百余个纵向尺寸0.5~20μm、横向尺寸50~200μm的微坑结构高精度加工用五轴联动机床的弱电控制;
202.本弱电控制系统具有一定的普适性,在双高分辨率ccd显微成像系统拆除后,可实现对普通五轴机床的常规控制;高速空气轴承独立控制铣削轴可拆除,换装上车刀及其附件,即可实现对常规车床加工的弱电系统控制;
203.基于薄壁球壳类微小构件微铣削加工的超精五轴联动机床专用弱电控制系统及装置由数控系统软件及硬件协同组成。由研华工控机结合工业级显示器实现程序的高速加载及与用户之间友好的人机交互。控制器采用delta tau公司的power umac型运动控制器,工作主频(1ghz)高,硬件64位(双精度)浮点计算,计算速度高,支持更大内存。各轴驱动器均采用trust公司ta330系列驱动器,ab类推挽放大线性输出,无零点死区,无交越失真,无电磁噪音。x/y/z轴采用美国parker系列高精度直线电机驱动,并通过德国heidenhain高精度敞开式直线光栅尺进行闭环补偿,可实现高精度的直线往复运动。采用德国ametek precitech公司定制生产的回转台,由液压轴承支撑,径向误差小,定位精度高,可实现较高的承载力;采用美国pi公司iso5.5pg型号高精度工件轴,由气浮支撑,具有较高的轴向及径
向刚度。工具轴采用德国levicron公司 asd-080h25高速空气轴承工具主轴,配备有独立的控制器、驱动器,并集成在专用控制柜里面,可独立控制实现高速高精度的回转运动,并可拆除,进一步拓展弱电控制系统及机床的其他用途;。显微成像系统采用大恒图像生产的水星二代pro-2620万像素高分辨率ccd相机,能在各种恶劣环境下,通过usb3.0数据接口进行图像数据的传输;面板点动开关选用施耐德带灯平头自复位常开点动按钮,旋钮开关选用施耐德自锁定一开一闭旋钮,急停按钮选用施耐德旋转复位常闭按钮。
204.虽然已经通过例子对本发明的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本发明的范围。本领域的技术人员应该理解,可在不脱离本发明的范围和精神的情况下,对以上实施例进行修改。本发明的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1