螺旋埋弧焊管平头自动标记系统及方法与流程
本发明属于螺旋缝埋弧焊管生产,具体涉及了一种螺旋埋弧焊管平头自动标记系统及方法。
背景技术:
1、螺旋焊管一步法生产过程中,管端形貌不符合标准的钢管需要经过火焰平头工序,加工处理成合格钢管。在这个过程中,需要人工操作平头小车运行到需平头指定标记处,操作旋转辊带动钢管旋转,并开启火焰平头设备进行作业,目前处于人工手动操作方式,劳动强度大、工作效率低。
技术实现思路
1、本发明提供了一种螺旋埋弧焊管平头自动标记系统及方法,以缓解现有人工操作平头设备进行作业劳动强度大、工作效率低的问题。
2、为了缓解上述技术问题,本发明提供的技术方案在于:
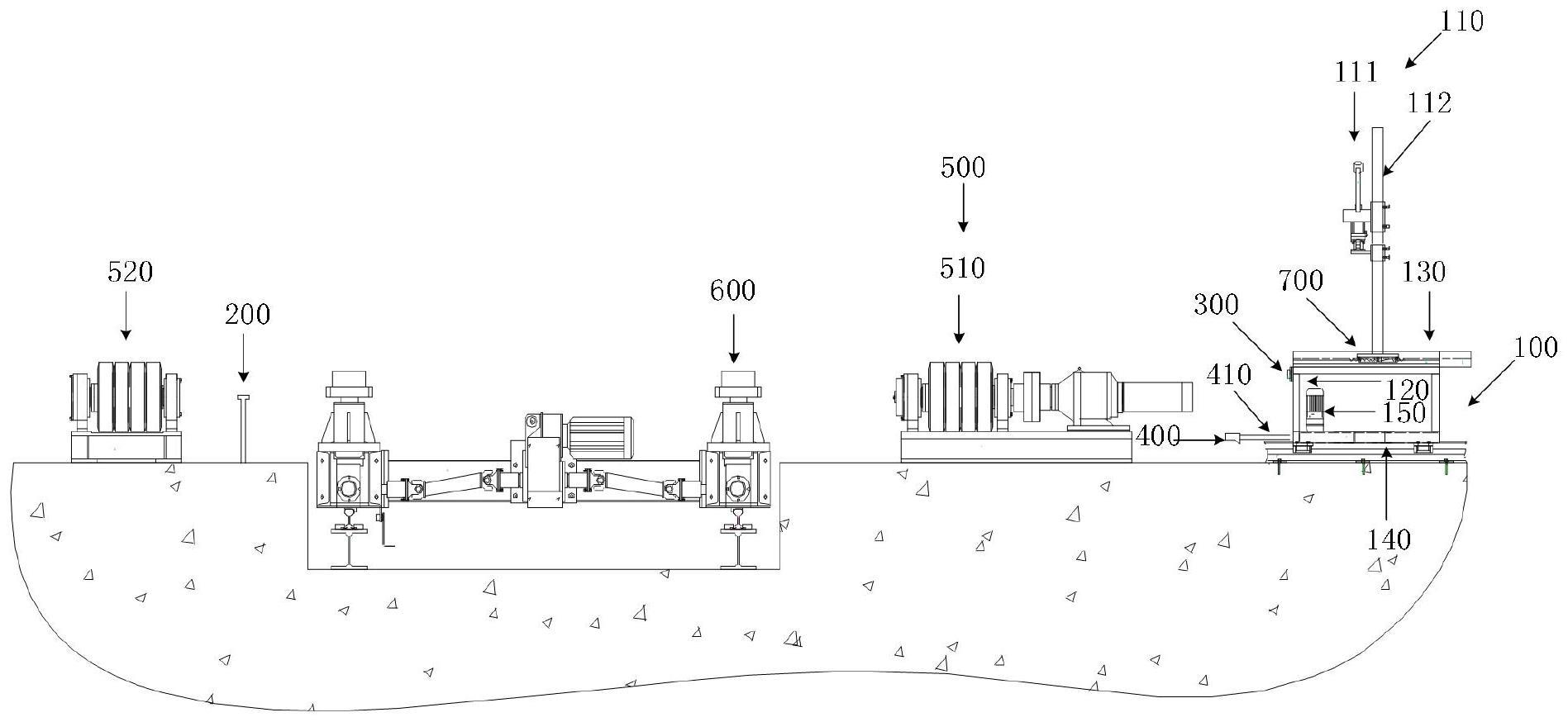
3、一种螺旋埋弧焊管平头自动标记系统包括平头小车、设置于平头小车前进方向上的第一传感器、设置在平头小车上的第二传感器、标记传感器和平头设备;第一传感器配置为在检测到钢管输送至旋转装置上时,触发平头小车开始向前运动;第二传感器配置为在检测到钢管管端时,平头小车执行减速动作;标记传感器配置为在检测到钢管上平头位置处设置的石笔标记时,平头小车停止于指定平头位置;在平头小车停止于指定平头位置后,旋转装置带动钢管旋转,平头设备执行自动平头作业。
4、更进一步地,旋转装置包括主动旋转辊和被动旋转辊,第一传感器设置在主动旋转辊和被动旋转辊之间。
5、更进一步地,第二传感器设置于平头小车前端的侧板上,标记传感器通过第一横杆连接于平头小车的前端侧板的下部。
6、更进一步地,平头设备包括设置在平头小车上方的辊道平头割枪,辊道平头割枪通过一支撑架连接于平头小车的顶板上。
7、更进一步地,支撑架包括垂直连接于顶板的第一纵杆和铰接于第一纵杆的连接杆,连接杆远离第一纵杆的一端连接于辊道平头割枪。
8、更进一步地,第一纵杆通过一滑台机构滑动连接于顶板。
9、更进一步地,滑台机构包括设置于顶板上的滑轨、连接于第一纵杆底部的支撑板、设置于支撑板底部的滑轮和连接于支撑板的滑台伺服电机,第一纵杆在滑轨上的滑动方向垂直于平头小车的前进方向。
10、更进一步地,还包括沿主动旋转辊和被动旋转辊连线方向设置的小车轨道和设置于平头小车上的小车伺服电机。
11、更进一步地,还包括上位机和可编程逻辑控制器,第一传感器、第二传感器和标记传感器将采集信号上传至可编程逻辑控制器中,在上位机上参数设定和显示,并通过可编程逻辑控制器自动控制平头小车的运动和平头设备的工作。
12、一种采用上述的螺旋埋弧焊管平头自动标记系统的方法,包括如下步骤:
13、将钢管输送至旋转装置上,当第一传感器检测到钢管后,平头小车在小车轨道上向钢管方向运动;
14、当第二传感器检测到钢管管端位置后,平头小车减速运动,当标记传感器检测到平头位置处设置的石笔标记时,平头小车停止于指定平头位置;
15、主动旋转辊和被动旋转辊开始旋转,辊道平头割枪开始执行切割作业;
16、标记传感器检测到钢管在垂直于主动旋转辊和被动旋转辊的连线方向上发生偏移后,第一纵杆带动辊道平头割枪随动移动;
17、当旋转装置旋转一圈后,旋转装置和平头设备停止作业,平头小车自动退回至起点位置。
18、本发明中螺旋埋弧焊管平头自动标记系统的有益效果分析如下:
19、一种螺旋埋弧焊管平头自动标记系统包括平头小车、设置于平头小车前进方向上的第一传感器、设置在平头小车上的第二传感器、标记传感器和平头设备;第一传感器配置为在检测到钢管输送至旋转装置上时,触发平头小车开始向前运动;第二传感器配置为在检测到钢管管端时,平头小车执行减速动作;标记传感器配置为在检测到钢管上平头位置处设置的石笔标记时,平头小车停止于指定平头位置;在平头小车停止于指定平头位置后,旋转装置带动钢管旋转,平头设备执行自动平头作业。
20、当对钢管进行平头作业时,钢管被输送并放置在旋转装置上,第一传感器检测到钢管信号,平头小车开始向前运动,当第二传感器检测到钢管管端信号时,平头小车减速运行,当标记传感器检测到钢管上平头位置的石笔标记后,平头小车停止于指定平头位置,此时,旋转装置带动钢管开始旋转,平头小车上的平头设备开始执行自动平头作业,当钢管旋转一周后,旋转装置和平头设备停止作业,完成自动火焰平头,省去了人工操作的环节,提高平头岗位生产效率11.5%。
技术特征:
1.一种螺旋埋弧焊管平头自动标记系统,其特征在于:包括平头小车(100)、设置于所述平头小车(100)前进方向上的第一传感器(200)、设置在平头小车(100)上的第二传感器(300)、标记传感器(400)和平头设备(110);
2.根据权利要求1所述的螺旋埋弧焊管平头自动标记系统,其特征在于,
3.根据权利要求2所述的螺旋埋弧焊管平头自动标记系统,其特征在于,
4.根据权利要求3所述的螺旋埋弧焊管平头自动标记系统,其特征在于,
5.根据权利要求4所述的螺旋埋弧焊管平头自动标记系统,其特征在于,
6.根据权利要求5所述的螺旋埋弧焊管平头自动标记系统,其特征在于,
7.根据权利要求6所述的螺旋埋弧焊管平头自动标记系统,其特征在于,
8.根据权利要求7所述的螺旋埋弧焊管平头自动标记系统,其特征在于,
9.根据权利要求8所述的螺旋埋弧焊管平头自动标记系统,其特征在于,
10.一种采用如权利要求9所述的螺旋埋弧焊管平头自动标记系统的方法,其特征在于,包括如下步骤:
技术总结
本发明属于螺旋缝埋弧焊管生产技术领域,具体涉及一种螺旋埋弧焊管平头自动标记系统及方法,旨在解决现有人工操作平头设备劳动强度大、工作效率低的问题。该系统包括平头小车、设置于平头小车前进方向上的第一传感器、设置在平头小车上的第二传感器、标记传感器和平头设备;第一传感器配置为在检测到钢管输送至旋转装置上时,触发平头小车开始向前运动;第二传感器配置为在检测到钢管管端时,平头小车执行减速动作;标记传感器配置为在检测到钢管上平头位置处设置的石笔标记时,平头小车停止于指定平头位置;在平头小车停止于指定平头位置后,旋转装置带动钢管旋转,平头设备执行自动平头作业。该系统自动完成火焰平头,省去人工操作,提高生产效率。
技术研发人员:周书亮,李汝江,李建一,赵宝刚,崔明亮,谷传龙,宫庆,潘强,李斌,张越
受保护的技术使用者:中国石油天然气集团有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!