一种自动化产线自动补偿系统及方法与流程
1.本发明涉及一种自动化产线自动补偿系统及方法,属于数控车床通信技术领域。
背景技术:
2.轨道交通生产线建设中已基本实现生产自动化,在数控切削加工过程中工件的尺寸变动主要由两方面原因造成:一是刀具在切削过程中磨损造成刀具切削刃几何位置发生变化,二是切削过程中受切削热、切削力等因素造成工件和刀具的变形。
3.在自动化产线生产加工过程中数控车床需要加装自动测量装置实现工件加工部位尺寸的自动测量和加工刀具的自动补偿调整,数控车床通常通过自动补偿调整刀具直径位置补偿、长度位置补偿、刀尖圆弧半径补偿这三个参数,来保证自动化连续加工过程中产品尺寸精度,减少人为干预。目前比较成熟和普遍采用的自动测量装置是集成在车床内的自动测刀仪和工件自动测量仪,因受自动化产线生产加工过程中恶劣测量环境的影响,这两种测量仪的测量结果并不准确,进而影响后续补偿精度。
4.为提高测量精度,一般会在数控车床外独立设置自动测量装置,例如,可通过物料清洗烘干传送装置将数控车床加工完成的工件传送到高精度光学自动检测仪处,由高精度光学自动检测仪对工件进行检测,获取工件的检测数据,例如工件的尺寸、长度和直径等;利用工件的检测数据可对数控车床的控制,但是数控车床中的网口并不对外,无法直接将工件的检测数据发送给数控车床,需要独立设置一个plc设备,采用plc设备使数控车床能够调用自动测量装置的检测数据,但采用plc设备时需要配置多余的i/o口,甚至还需要数控车床厂家进行授权开发,导致困难较大且成本较高。
技术实现要素:
5.本发明的目的是提供一种自动化产线自动补偿系统及方法,用以解决自动测量装置与数控车床实现数据通信成本高且困难大的问题。
6.为实现上述目的,本发明的方案包括:
7.本发明的一种自动化产线自动补偿方法,包括如下步骤:
8.1)利用自动测量装置对车床加工的工件进行检测,记录检测数据并将检测数据存储在数据库中;
9.2)从数据库中读取每次的检测数据并生成数据记录写入文本文件;
10.3)将文本文件中的检测数据按照车床数控程序的格式生成宏子程序;
11.4)车床调用外存数据通讯功能宏子程序指令,将步骤3)的宏子程序中的检测数据写入到车床设定位置;
12.5)车床调用补偿判别执行功能宏子程序,根据写入车床指定位置的检测数据确定刀具是否需要补偿,若刀具需要补偿,则按照补偿刀具调刀程序调整刀具位置;若刀具不需要补偿,则刀具正常工作。
13.上述技术方案的有益效果为:本发明将检测数据改写为文本文件,将文本文件中
的检测数据按照车床的数控格式生成宏子程序,这样在加工过程中,车床就可以调用宏子程序中的检测数据,对车床加工过程中刀具位置进行实时控制,并且能够实时检测刀具是否需要补偿,在不需要外加设备的情况下提高了加工过程中对刀具的实时控制及精度,进而提高产线生产效率和测量效率,节省了成本。
14.进一步地,所述步骤5)中,当检测数据超过对应设定的阈值范围时,车床进行报警。
15.进一步地,所述步骤1)中数据库为access数据库。
16.进一步地,所述步骤2)中,利用vba将数据记录写入文本文件。
17.进一步地,所述步骤4)中,所述车床设定位置为宏公共变量地址。
18.本发明还提供一种自动化产线自动补偿系统,包括服务器、交换机和通讯控制模块,服务器连接交换机;交换机设置有连接车床的端口,还设置有连接自动测量装置的端口,通讯控制模块用于设置在自动测量装置中;所述自动测量装置用于对车床加工的工件进行检测,并将检测数据存储在数据库中;服务器从数据库中读取每次的检测数据并生成数据记录写入文本文件,且所述服务器中设置有车床数控程序格式的宏子程序空模板;通讯控制模块用于将文本文件中的检测数据按照所述宏子程序空模板生成宏子程序;车床调用外存数据通讯功能宏子程序指令,将所述宏子程序中的检测数据写入到车床设定位置;车床调用补偿判别执行功能宏子程序,根据写入车床指定位置的检测数据确定刀具是否需要补偿,若刀具需要补偿,则按照补偿刀具调刀程序调整刀具位置;若刀具不需要补偿,则刀具正常工作。
19.上述技术方案的有益效果为:本发明利用服务器获取自动测量装置的检测数据,将检测数据改写为文本文件。通讯控制模块将该文本文件以车床的数控格式生成宏子程序,机床调用该宏子程序就能够实现自动测量装置对车床加工过程中刀具的实时控制,并且能够实时检测刀具是否需要补偿,在不需要外加设备的情况下提高了加工过程中对刀具控制的实时及精度,进而提高产线生产效率和测量效率,节省了成本。
20.进一步地,当检测数据超过对应设定的阈值范围时,车床进行报警。
21.进一步地,所述数据库为access数据库。
22.进一步地,服务器利用vba将数据记录写入文本文件。
23.进一步地,所述车床设定位置为宏公共变量地址。
附图说明
24.图1是本发明自动化产线自动补偿系统示意图;
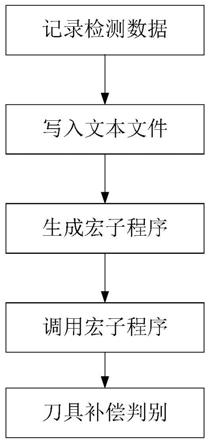
25.图2是本发明自动化产线自动补偿方法流程图。
具体实施方式
26.下面结合附图对本发明做进一步详细地说明。
27.系统实施例:
28.本发明提供一种自动化产线自动补偿系统,该系统应用在数控车床自动加工过程中。该系统如图1所示,包括dnc服务器和路由交换机,dnc服务器连接路由交换机进行网络通讯,路由交换机通过网线连接数控车床和检测工作站,检测工作站包括光学自动测量装
置和处理器,光学自动测量装置中设置有通讯控制模块。本发明在检测工作站的处理器上开发光学自动测量装置和数控车床的通讯控制模块,通讯控制模块能够及时将光学自动测量装置的测量结果以改写模式写入dnc服务器共享文件夹下的数据通讯功能宏子程序,数控车床通过dnc加工功能调用dnc服务器共享文件夹下的数据通讯功能宏子程序,实现了数控车床读取光学自动测量设备测量数据,并写入到数控车床内的宏公共变量地址;数控车床通过调用车床内存中的补偿判别执行功能宏子程序,对宏公共变量中保存的测量结果数据进行边缘计算和刀具补偿值自动调整。
29.具体地,如图2所示,在自动化产线自动补偿系统进行自动补偿时采用如下方法,即本发明的一种自动化产线自动补偿方法:
30.1)记录检测数据。
31.光学自动测量装置对加工工件的直径、长度、检测记录编号等数据进行测量,将每次测量的检测数据存储在光学自动测量装置中的access数据库中。检测数据中还包括产品质量控制安全裕度、刀具正常磨损补偿极限和光学自动测量装置精度。
32.2)写入文本文件。
33.dnc服务器读取access数据库中的检测数据,提取access数据库中的数据生成数据记录,利用vba将数据记录写为文本文件,以文本文件的格式存储在dnc服务器中。
34.3)生成宏子程序。
35.dnc服务器上开启ftp协议文件安全共享服务,在dnc服务器上新建数控车床对应的程度调用文件夹,在该程序调用文件夹下新建数控车床的数据通讯宏子程序空模板,通讯控制模块将文本文件中的数据记录按照数据通讯宏子程序空模板的方式生成数据通讯宏子程序。dnc服务器还需要配置检测工作站和数控车床对程序调用文件家的ftp协议远程共享访问完全控制权限。
36.控制光学自动测量装置和数控车床的通讯控制模块通过odbc链接表法读取文本文件中的数据记录,通过配置或操作通讯控制模块的主窗体界面的控件实现数据记录有更新时,将测量数据以改写的方式写入数据通讯宏子程序。
37.4)调用宏子程序。
38.在数控车床待补偿刀具调刀程序段之前位置,插入外存数据通讯功能宏子程序指令,当数控车床运行程序到此处时,自动将光学自动测量装置测量数据写入到指定的宏公共变量地址,也即将数据通讯宏子程序中的检测数据写入到车床的宏公共变量地址中。
39.5)刀具补偿判别。
40.在调用外存数据通讯功能宏子程序指令之后,机床内存中的补偿判别执行功能宏子程序指令开始工作。将数据通讯宏子程序中的加工工件的直径、长度、检测记录编号与正在加工的工件数据进行比较,若二者公差超过设定值,则说明刀具需要补偿,此时调用补偿刀具调刀程序,调整刀具的对刀点,保证加工工件的精确性。其中,补偿判别执行功能宏子程序指令和调用补偿刀具调刀程序为数控车床内已有的程序。
41.除此之外,补偿判别执行功能宏子程序还将检测记录编号、产品质量控制安全裕度、刀具正常磨损补偿极限、测量装置精度组成预设公式,与宏公共变量地址中的测量数据进行比较运算,若未超过对应的设定阈值,则执行对应的自动补偿分支;若超过对应的设定阈值,则数控车床进行报警并停止加工。
42.本发明以dnc外存数控程序为自动检测设备和数控车床的数据通讯交换载体,充分发挥数控车床的宏程序功能,突破了跨系统集成存在的通讯协议限制,不需要对待集成的各控制系统内部电路做任何更改。使用本发明方法进行系统集成开发,仅需要开发人员具备服务器部署及数据库开发等信息化能力,数控程序包括宏程序由设备编程操作人员辅助完成,系统集成开发门槛低、成本低、效率高,适用范围广;设备加工与尺寸检测同步进行,产线生产效率高,测量效率和补偿准确度高。
43.方法实施例:
44.本发明还提供一种自动化产线自动补偿方法,该方法同系统实施例中介绍的自动化产线自动补偿方法一致,由于该方法在系统实施例中已阐述清楚,此处不再赘述。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1