脉冲电流辅助式高强钛合金焊前预热和焊后消应的方法与流程
1.本发明涉及钛合金焊接技术领域,具体的说是一种脉冲电流辅助式高强钛合金焊前预热和焊后消应的方法。
背景技术:
2.钛合金比强度高、耐腐蚀性能好,尤其是耐海水腐蚀性能优异,是深海装备耐压结构的优选材料。采用屈服强度超过1000mpa的高强钛合金制备耐压球壳,已经应用于我国自主研发的万米载人深潜器。然而,高强钛合金的焊接抗裂性较差,室温条件下焊接容易发生开裂,需要对材料进行预热后焊接,且焊接后通常需要采用热处理或超声振动的方式来消除焊接残余应力。
3.现有技术中对高强钛合金焊接前预热的常规方法为:制备加热装置,通过热辐射实现钛合金材料温度升高。这种预热方式主要存在以下问题:(1)采用加热装置预热,操作复杂,且装置成本较高;(2)热辐射加热升温慢,效率低;(3)钛合金热导率低,厚板容易受热不均匀,影响焊接质量。
4.现有技术中对钛合金焊后消应的常规方法为:采用超声振动处理或热处理,主要存在以下问题:(1)采用超声振动消应,效率低,厚板表面与心部消应程度不一致,容易形成应力梯度;(2)采用热处理消应,需要将焊接结构整体放入加热炉进行热处理,对加热炉规格和温控要求高,操作复杂、成本高。
技术实现要素:
5.本发明的技术目的为:针对高强钛合金的材料特性,采用脉冲电流快速同步加热的方式,来快速、高效地实现高强钛合金焊前的高效预热和焊后的大幅残余应力消除,方法本身具有操作简单、高效、成本低、无污染等优点,在船舶和海洋工程钛合金装备等领域具有良好的技术应用与市场前景。
6.本发明为解决上述技术问题所采用的技术方案为:脉冲电流辅助式高强钛合金焊前预热和焊后消应的方法,包括以下步骤:1)、加工待焊接的钛合金试板至合适的尺寸和坡口宽度;2)、对步骤1)制得的钛合金试板进行坡口区域清理,并采用硬质合金磨头对清理后的坡口区域进行打磨至表面无氧化皮;3)、采用锡箔纸对步骤2)处理后的钛合金试板进行包覆;4)、在持续通入氩气进行保护的条件下,采用夹具将步骤3)完成包覆的钛合金试板与脉冲电源设备进行连接,开启脉冲电源设备,通过脉冲电流处理的方式,使钛合金试板升温至设定预热温度;
5)、去除钛合金试板表面包覆的锡箔纸,在持续氩气保护的条件下,对步骤4)完成预热后的钛合金试板进行tig焊接,焊后先采用着色渗透方式检测钛合金试板有无裂纹缺陷,再采用盲孔法检测钛合金试板焊缝中心的残余应力值;6)、再次采用锡箔纸对步骤5)完成处理后的钛合金试板进行包覆;7)、在持续通入氩气进行保护的条件下,采用夹具将步骤6)完成包覆的钛合金试板与脉冲电源设备进行连接,开启脉冲电源设备,通过脉冲电流处理的方式,使钛合金试板升温至设定消应温度,并进行保温处理10~100 min;8)、采用盲孔法检测步骤7)完成消应处理后的钛合金试板焊缝中心的残余应力值。
7.优选的,在步骤4)和步骤7)中,所采用夹具的材质为钢。
8.优选的,在步骤4)中,所述脉冲电流处理时的频率为10~1000hz,脉宽为5~100μs,电流为1000~30000 a,钛合金试板的设定预热温度为200~800℃。
9.优选的,在步骤4)、步骤5)和步骤6)中,所采用氩气的纯度为99.99%。
10.优选的,在步骤7)中,所述脉冲电流处理时的频率为10~1000hz,脉宽为5~100μs,电流为1000~30000 a,钛合金试板的设定消应温度为300~800℃。
11.有益效果:本发明的一种脉冲电流辅助式高强钛合金焊前预热和焊后消应的方法,针对高强钛合金的焊前预热和焊后消应,通过脉冲电流快速同步加热的方式,可快速、高效、稳定地实现焊前金属件的温度升高和焊后焊接区域的应力消除,具有操作简单,材料升温均匀、效率高、成本低等优点,在一定程度上提高了加热效率,减少了高强钛合金的焊接开裂缺陷,降低了焊后残余应力,明显提高了焊接质量,在船舶和海洋工程钛合金装备等领域具有良好的技术应用与市场前景。其优势具体表现在以下方面:(1)钛合金试板焊前采用脉冲电流处理快速预热,材料温度均匀,且升温快,预热时间不超过10min;(2)钛合金试板焊后采用脉冲电流处理消除焊接残余应力,可实现焊接接头同步加热,消应均匀,处理后焊缝中心残余应力可降低80%以上;(3)采用脉冲电流进行焊前预热和焊后消应,不需要大型热处理设备,操作简单,高效,无污染,且大大降低了加工成本。
12.(4)脉冲电流处理时,通过限定电流、频率和脉宽等关键工艺参数,实现了阻抗和感抗耦合的平衡匹配,提高了瞬时能量输入,电效应和热效应共同作用达到钛合金试板焊前快速预热和焊后消除残余应力的良好效果。
具体实施方式
13.下面结合几个具体实施例对本发明的技术方案做进一步详细的阐述和说明。
14.一种脉冲电流辅助式高强钛合金焊前预热和焊后消应的方法,包括以下步骤:1)、加工待焊接的钛合金试板至合适的尺寸和坡口宽度;2)、对步骤1)制得的钛合金试板进行坡口区域清理,并采用硬质合金磨头对清理后的坡口区域进行打磨至表面无氧化皮;3)、采用锡箔纸对步骤2)处理后的钛合金试板进行包覆,之后持续通入高纯氩气;
4)、在持续通入氩气进行保护的条件下,采用钢质夹具将步骤3)完成包覆的钛合金试板与脉冲电源设备进行连接,开启脉冲电源设备,脉冲电流的工艺参数应根据试板尺寸来选择,设定脉冲电流频率为10~1000hz,脉宽为5~100μs,电流为1000~30000 a,通过脉冲电流处理的方式,使钛合金试板升温至设定200~800℃的预热温度;5)、去除钛合金试板表面包覆的锡箔纸,在持续氩气保护的条件下,对步骤4)完成预热后的钛合金试板进行高纯氩气保护电弧焊接(tig焊接),焊后先采用着色渗透方式检测钛合金试板有无裂纹缺陷,再采用盲孔法检测钛合金试板焊缝中心的残余应力值;6)、再次采用锡箔纸对步骤5)完成处理后的钛合金试板进行包覆,之后持续通入高纯氩气;7)、在持续通入氩气进行保护的条件下,采用钢质夹具将步骤6)完成包覆的钛合金试板与脉冲电源设备进行连接,开启脉冲电源设备,脉冲电流的工艺参数应根据试板尺寸来选择,设定脉冲电流频率为10~1000hz,脉宽为5~100μs,电流为1000~30000 a,通过脉冲电流处理的方式,使钛合金试板升温至300~800℃的设定消应温度,并进行保温处理10~100 min;8)、采用盲孔法检测步骤7)完成消应处理后的钛合金试板焊缝中心的残余应力值。
15.在上述步骤中,所采用氩气为纯度99.99%的高纯氩气。
16.本发明旨在提供脉冲电流辅助式高强钛合金焊前预热和焊后消应的方法,其采用脉冲电流快速同步加热,具有材料升温均匀、效率高和成本低等优点,满足高强钛合金焊前预热和焊后消应需求。
17.以下通过两个具体的实施例来更好、更详细的解释本发明,公开本发明的目的旨在保护本发明范围内的一切变化和改进,本发明并不局限于下面的实施例。
18.实施例1一种脉冲电流辅助式高强钛合金焊前预热和焊后消应的方法,包括以下步骤:1)、加工待焊接的钛合金试板的尺寸为100
×
50
×
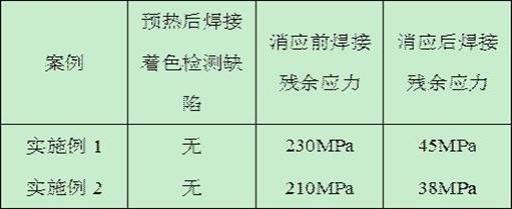
10mm,坡口宽度为12mm;2)、将钛合金试板的坡口区域清理干净,并采用硬质合金磨头对坡口区域进行打磨,以去除氧化皮;3)、采用锡箔纸对步骤2)处理后的钛合金试板进行包覆,之后持续通入纯度为99.99%的氩气;4)、在持续通入氩气进行保护的条件下,采用钢质夹具将步骤3)完成包覆的钛合金试板与脉冲电源设备进行连接,开启脉冲电源设备,设定脉冲电流频率为300hz,脉宽为50μs,电流为20000a,试样预热温度为500℃,通电时间为2min;5)、去除钛合金试板表面包覆的锡箔纸,在持续高纯氩气保护的条件下,对步骤4)完成预热后的钛合金试板进行高纯氩气保护电弧焊接(tig焊接),焊后先采用着色渗透方式检测钛合金试板有无裂纹缺陷,再采用盲孔法检测钛合金试板焊缝中心的残余应力值,检测结果见下表1;6)、再次采用锡箔纸对步骤5)完成处理后的钛合金试板进行包覆,之后持续通入纯度为99.99%的氩气;7)、在持续通入氩气进行保护的条件下,采用钢质夹具将步骤6)完成包覆的钛合
金试板与脉冲电源设备进行连接,开启脉冲电源设备,设定脉冲电流频率为50hz,脉宽为50μs,电流为22000a ,使钛合金试板升温至600℃的设定消应温度,并进行保温处理50 min;8)、采用盲孔法检测步骤7)完成消应处理后的钛合金试板焊缝中心的残余应力值,检测结果见下表1。
19.实施例2一种脉冲电流辅助式高强钛合金焊前预热和焊后消应的方法,包括以下步骤:1)、加工待焊接的钛合金试板的尺寸为100
×
50
×
15mm,坡口宽度为12mm;2)、将钛合金试板的坡口区域清理干净,并采用硬质合金磨头对坡口区域进行打磨,以去除氧化皮;3)、采用锡箔纸对步骤2)处理后的钛合金试板进行包覆,之后持续通入纯度为99.99%的氩气;4)、在持续通入氩气进行保护的条件下,采用钢质夹具将步骤3)完成包覆的钛合金试板与脉冲电源设备进行连接,开启脉冲电源设备,设定脉冲电流频率为1000 hz,脉宽为100μs,电流为18000a,试样预热温度为550℃,通电时间为3min;5)、去除钛合金试板表面包覆的锡箔纸,在持续高纯氩气保护的条件下,对步骤4)完成预热后的钛合金试板进行高纯氩气保护电弧焊接(tig焊接),焊后先采用着色渗透方式检测钛合金试板有无裂纹缺陷,再采用盲孔法检测钛合金试板焊缝中心的残余应力值,检测结果见下表1;6)、再次采用锡箔纸对步骤5)完成处理后的钛合金试板进行包覆,之后持续通入纯度为99.99%的氩气;7)、在持续通入氩气进行保护的条件下,采用钢质夹具将步骤6)完成包覆的钛合金试板与脉冲电源设备进行连接,开启脉冲电源设备,设定脉冲电流频率为80hz,脉宽为60μs,电流为28000a ,使钛合金试板升温至680℃的设定消应温度,并进行保温处理60 min;8)、采用盲孔法检测步骤7)完成消应处理后的钛合金试板焊缝中心的残余应力值,检测结果见下表1。
20.表1 焊接钛合金试板的检测结果从上述实施例和试验测定数据可知:本发明的一种脉冲电流辅助式高强钛合金焊前预热和焊后消应的方法,可方便、高效地实现高强钛合金的焊前预热,且焊后应力消除均匀,消应效果好。
21.为了公开本发明的目的而在本文中选用的实施例,当前认为是适宜的,但是应了
解的是,本发明旨在包括一切属于本构思和本发明范围内的实施例的所有变化和改进。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1