一种搅拌摩擦焊接孔洞缺陷预测方法与系统
1.本发明属于搅拌摩擦焊接领域,尤其涉及一种搅拌摩擦焊接孔洞缺陷预测方法与系统。
背景技术:
2.本部分的陈述仅仅是提供了与本发明相关的背景技术信息,不必然构成在先技术。
3.随着现代工业的不断发展,在船舶制造、交通运输、航空航天、海洋工程、石油化工等领域的构件成形制造,必然离不开同种材料或异种材料之间的可靠连接。焊接作为一种重要的连接方式,焊缝成形质量决定了构件使役安全性和可靠性。
4.搅拌摩擦焊接是英国焊接研究所在1991年发明的一种固相连接技术,其具有焊接热输入低、焊接过程无污染、接头质量优异、操作简单等优点,广泛应用于铝合金、镁合金、铜合金等材料的连接。与传统的熔焊相比,搅拌摩擦焊接温度低于固相线,材料不发生熔化,能够有效避免由于材料熔化而导致的接头缺陷(如气孔、热裂纹、夹渣等)。此外,还具有接头残余应力低、焊后工件变形小、接头微观组织细密、无合金元素烧损、接头强度高等优势。
5.搅拌摩擦焊接过程中塑性材料流动决定了焊缝成形,当焊接参数不匹配时,易在焊缝产生孔洞缺陷,严重影响构件的使役性能。目前对孔洞缺陷的检测主要通过工艺试验方法,工作量大、效率低。而且,搅拌摩擦焊接过程伴随着复杂的多物理场耦合过程和焊缝金属高温塑性流动与传热传质过程,这些过程与焊缝成形和接头质量密切相关,但目前通过实验只能观察到搅拌摩擦焊接过程中材料流动的中间或结果状态,难以观察到材料的整个流变过程。
6.随着计算机技术的普及应用,搅拌摩擦焊接数值模拟技术逐渐得到发展,所以采用数值模拟方法实时监控搅拌摩擦焊接过程中的塑性材料流动和焊缝成形情况,对于焊缝成形预测与控制、焊接过程优化等具有重要意义。
技术实现要素:
7.为了解决上述背景技术中存在的技术问题,本发明提供一种搅拌摩擦焊接孔洞缺陷预测方法与系统,其通过监测模型中材料流动的情况直接预测工艺参数不匹配时孔洞缺陷的形成,获得孔洞缺陷的位置、大小等数据,操作方式简便安全。
8.为了实现上述目的,本发明采用如下技术方案:
9.本发明的第一个方面提供一种搅拌摩擦焊接孔洞缺陷预测方法。
10.一种搅拌摩擦焊接孔洞缺陷预测方法,包括:
11.获取搅拌摩擦焊接工件和搅拌头的相关数据,建立与实际工况相同的焊接过程模型;
12.对焊接过程模型进行网格划分和边界条件处理,确定数值分析模型;
13.针对数值分析模型,采用搅拌摩擦焊接实际工作参数,确定搅拌摩擦焊接过程中材料流动行为,建立材料流动行为与孔洞缺陷形成之间的相关性;
14.根据材料流动行为与孔洞缺陷形成之间的相关性,预测不同焊接参数下孔洞缺陷是否出现,并定位预测孔洞缺陷出现的位置。
15.进一步地,所述搅拌摩擦焊接工件和搅拌头的相关数据包括:搅拌摩擦焊接工件的形状特征、搅拌摩擦焊接工件的尺寸参数、搅拌头的形状特征、搅拌头的尺寸参数和搅拌头材料的热物理性能参数。
16.进一步地,所述对焊接过程模型进行网格划分,确定数值分析模型具体包括:将所述焊接过程模型输入cfd软件,进行网格划分和边界条件处理,得到数值分析模型。
17.进一步地,所述计算焊接过程中的温度场分布包括:根据焊接过程中的温度场分布,得到特定位置的热循环曲线。
18.更进一步地,将所述特定位置的热循环曲线与实测结果进行对比,基于对比结果,验证所述焊接过程模型的准确性。
19.进一步地,所述建立材料流动行为与孔洞缺陷形成之间的相关性的具体过程包括:在搅拌头前方距离搅拌头中心设定距离的截面上释放均匀分布的粒子,并在搅拌头后方设定距离的位置设置一个横截面捕捉粒子,通过提取粒子到达该平面时的y、z坐标,直接反映搅拌头后方材料的沉积情况,认为未接收到粒子的位置产生孔洞缺陷,从而建立材料流动行为与孔洞缺陷形成之间的相关性。
20.进一步地,在所述定位预测孔洞缺陷出现的位置之后,具体包括:评估当前焊接参数下的接头性能。
21.进一步地,定量描述不同工艺参数下搅拌头与工件之间非均匀分布的接触正压力,更真实地反映工件与搅拌头之间的相互作用。
22.进一步地,在cfd软件中使用剪切力边界模型实现对搅拌摩擦焊接孔洞缺陷的预测,方法中设定剪切力的作用方向与工具的切向速度相同,材料的速度由施加的摩擦力和材料粘性流动应力的相对大小决定。
23.进一步地,通过udf设置材料的热物理属性、边界条件等,并以此来实现模型的数值计算,提高模型细致性和可靠性。
24.本发明的第二个方面提供一种搅拌摩擦焊接孔洞缺陷预测系统。
25.一种搅拌摩擦焊接孔洞缺陷预测系统,包括:
26.焊接过程模型建立模块,其被配置为:获取搅拌摩擦焊接工件和搅拌头的相关数据,建立与实际工况相同的焊接过程模型;
27.数值分析建立模块,其被配置为:对焊接过程模型进行网格划分和边界条件处理,确定数值分析模型;
28.模拟模块,其被配置为:针对数值分析模型,采用搅拌摩擦焊接实际工作参数,确定搅拌摩擦焊接过程中材料流动行为,建立材料流动行为与孔洞缺陷形成之间的相关性;
29.预测模块,其被配置为:根据材料流动行为与孔洞缺陷形成之间的相关性,预测不同焊接参数下孔洞缺陷是否出现,并定位预测孔洞缺陷出现的位置。
30.本发明的第三个方面提供一种计算机可读存储介质。
31.一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现
如上述第一个方面所述的搅拌摩擦焊接孔洞缺陷预测方法中的步骤。
32.本发明的第四个方面提供一种计算机设备。
33.一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如上述第一个方面所述的搅拌摩擦焊接孔洞缺陷预测方法中的步骤。
34.与现有技术相比,本发明的有益效果是:
35.本发明基于有限元数值分析方法,可以使用大型商用软件实现,例如fluent,并且温度场预测准确,能够获得焊接过程中的温度分布情况,旨在对实验中的组织性能分析提供指导。
36.本发明通过使用剪切力边界模型实现了对搅拌摩擦焊接过程中孔洞缺陷形成的预测,该力边界模型的目的是定量描述搅拌头与工件之间的相互作用,实现工件与搅拌头之间的热机械耦合,方法中设定剪切力的作用方向为搅拌头与工件的相对运动方向,材料的速度由施加的摩擦剪切力和材料粘性阻力的相对大小决定。
37.本发明能对搅拌摩擦焊接过程的材料流动行为进行分析,对于解决焊接参数对材料流变特性的影响规律以及焊接参数对孔洞缺陷形成的影响规律这两个重要机理提供有力的数据支持。
38.本发明能够实现不同工艺参数条件下焊缝成形情况的预测,初步确定工艺窗口,具有成本低、无污染、高效的特点,能够减少试验工作量和不必要的材料浪费。
附图说明
39.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
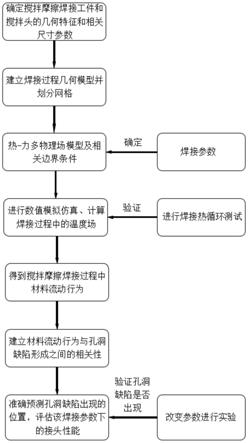
40.图1为搅拌摩擦焊接孔洞缺陷预测方法的流程图;
41.图2为搅拌摩擦焊接过程网格模型;
42.图3为后处理预测孔洞缺陷形成的技术原理图;
43.图4为实施例一搅拌头转速600rpm,焊接速度20mm/min的工艺参数下前进侧距离焊缝中心7mm、9mm处的模拟热循环曲线和实测热循环曲线对比图;
44.图5为实施例一搅拌头转速600rpm,焊接速度20mm/min的工艺参数下后退侧距离焊缝中心7mm、9mm处的模拟热循环曲线和实测热循环曲线对比图;
45.图6为实施例一设置的工艺参数下得到的孔洞缺陷预测结果;
46.图7为实施例一设置的工艺参数下得到的实际焊缝成形情况。
47.图8为实施例一设置的焊接条件下得到的工艺窗口预测情况。
具体实施方式
48.下面结合附图与实施例对本发明作进一步说明。
49.应该指出,以下详细说明都是例示性的,旨在对本发明提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常理解的相同含义。
50.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根
据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
51.需要注意的是,附图中的流程图和框图示出了根据本公开的各种实施例的方法和系统的可能实现的体系架构、功能和操作。应当注意,流程图或框图中的每个方框可以代表一个模块、程序段、或代码的一部分,所述模块、程序段、或代码的一部分可以包括一个或多个用于实现各个实施例中所规定的逻辑功能的可执行指令。也应当注意,在有些作为备选的实现中,方框中所标注的功能也可以按照不同于附图中所标注的顺序发生。例如,两个接连地表示的方框实际上可以基本并行地执行,或者它们有时也可以按照相反的顺序执行,这取决于所涉及的功能。同样应当注意的是,流程图和/或框图中的每个方框、以及流程图和/或框图中的方框的组合,可以使用执行规定的功能或操作的专用的基于硬件的系统来实现,或者可以使用专用硬件与计算机指令的组合来实现。
52.实施例一
53.本实施例提供了一种搅拌摩擦焊接孔洞缺陷预测方法。
54.一种搅拌摩擦焊接孔洞缺陷预测方法,包括:
55.获取搅拌摩擦焊接工件和搅拌头的相关数据,建立与实际工况相同的焊接过程模型;
56.对焊接过程模型进行网格划分和边界条件处理,确定数值分析模型;
57.针对数值分析模型,采用搅拌摩擦焊接实际工作参数,确定搅拌摩擦焊接过程中材料流动行为,建立材料流动行为与孔洞缺陷形成之间的相关性;
58.根据材料流动行为与孔洞缺陷形成之间的相关性,预测不同焊接参数下孔洞缺陷是否出现,并定位预测孔洞缺陷出现的位置。
59.在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
60.针对目前搅拌摩擦焊缝孔洞缺陷检测工作量大、工作复杂的问题,本实施例公开了一种搅拌摩擦焊接孔洞缺陷预测方法,通过该方法,可以直接确定搅拌摩擦焊接过程中的温度分布和材料流动情况,确定不同工艺参数下焊缝的成形情况(包括是否产生焊接缺陷,以及缺陷产生的位置及大小情况)。
61.本发明根据实际工况建立相应的数值模型,实现搅拌摩擦焊接过程中温度场、塑性材料流动行为以及孔洞缺陷的预测。
62.本发明通过使用力边界模型实现了对搅拌摩擦焊接孔洞缺陷形成的预测,该力边界模型的目的是实现工件与搅拌头之间的热机械耦合,该方法设定剪切力的作用方向为搅拌头与工件的相对运动方向,材料的速度由施加的摩擦力和材料粘性阻力的相对大小决定。
63.本发明可以定量分析焊接工艺参数对孔洞缺陷形成倾向的影响趋势,阐明焊接工艺参数影响塑性材料流动行为和接头成形的物理机制。
64.本发明实现搅拌摩擦焊接孔洞缺陷预测方法的具体步骤如图1所示,具体步骤如下:
65.步骤一,根据实际的工件和搅拌头形状特征及相关尺寸,建立与实际工况相同的cad模型;
66.步骤二,根据实际分析需要,将cad模型导入计算模拟软件,进行合理的网格划分,转换为cae模型,得到工件的网格模型(如图2所示);
67.步骤三,根据实际的焊接参数以及工作环境设置合理的热-力边界条件和初始条件,其中搅拌头与工件接触界面采用力边界模型,实现搅拌头与工件的热机械耦合;
68.此处需要结合实际的运行参数设置,包括但不局限于搅拌头转速、焊接速度、环境温度等。
69.将工件材料看作非牛顿连续性流体介质,搅拌摩擦焊接的传热传质过程可以使用计算流体力学中的守恒方程来描述。
70.质量守恒方程:
[0071][0072]
动量守恒方程:
[0073][0074][0075][0076]
能量守恒方程:
[0077][0078]
其中,ρ为材料的密度,t为时间,x、y、z为坐标,u、v、w分别为塑性材料在x、y、z方向的速度分量,p为压力,μ为材料粘度,t为温度,k为热导率,c
p
为比热容,sv为能量方程源项,表示搅拌头周围塑化材料的粘性耗散产热率。
[0079]
通过sheppard-wright本构模型建立流动应力与温度、应变速率之间的联系,并根据温度接近固相线时材料发生剧烈软化的现象,对本构进行了合理的修正:
[0080][0081]
式中,n为应力指数,a和α为与材料相关的常数,z表示zener-holloman参数,a和b为与材料相关的修正系数,分别取675和50。
[0082]
搅拌头与工件之间的界面摩擦力为:
[0083][0084]
搅拌头与工件之间的接触正压力为:
[0085][0086]
此模型采用的热源为接触界面热源和体积热源。
[0087]
接触界面热源:
[0088][0089]
体积热源:
[0090][0091]
其中,fm为表示塑性变形区原子混合程度的常数,σ为流变应力,为应变速率。
[0092]
为了对温度进行合理的求解,需要根据传热特点来设置初始条件,散热边界热交换系数如表1所示,设置初始环境温度为300k。
[0093]
表1各个位置的散热边界热交换系数
[0094][0095]
步骤四,开展数值分析,计算焊接过程中的温度场分布,提取出距离焊缝中心7mm,9mm处前进侧和后退侧的热循环曲线。通过k型热电偶进行相应位置焊接热循环测试,验证模拟计算结果的准确性,系统分析焊接过程中的温度场分布;
[0096]
步骤五,进行后处理,在搅拌头前方距离搅拌头40mm的截面上释放均匀分布的粒子,并在搅拌头后方40mm的位置设置一个横截面来接收粒子,通过提取粒子通过该横截面时的y,z坐标,直接反映搅拌头后方材料的沉积情况,认为未接收到粒子的位置产生孔洞缺陷,从而建立材料流动行为与孔洞缺陷形成之间的相关性。后处理预测孔洞缺陷形成的技术原理如图3所示;
[0097]
步骤六,得到孔洞预测的结果,进行实际的焊接试验,验证模型的准确性,应用该模型对多组工艺参数下焊缝成形情况进行模拟,确定焊接工艺窗口,如图8所示。
[0098]
实施例二
[0099]
金属板尺寸为300mm
×
150mm
×
4mm,轴肩直径为12mm,搅拌针根部直径为4.2mm,端部直径为3.2mm,搅拌针长为3.8mm,无螺纹,几何模型及网格分布如图2所示。金属板材料是al 2024,基本物性参数如表2所示,焊接工艺参数设置如表3所示。
[0100]
表2 al 2024的物理属性
[0101][0102]
表3 al 2024焊接工艺参数
[0103][0104]
设置完成后进行数值模拟仿真计算,得到温度场分布,分别提取前进侧及后退侧距离焊缝中心7mm和9mm位置的热循环曲线,同时开展实验,测出实际的热循环曲线,二者进行对比验证,如图3和图4所示。
[0105]
在搅拌头前方距离搅拌头中心40mm的截面上释放均匀分布的粒子,并在搅拌头后方40mm的位置设置一个横截面捕捉粒子,通过提取粒子到达该平面时的y,z坐标,建立材料流动行为与孔洞缺陷形成之间的相关性,技术原理如图5所示。最后得到孔洞缺陷形成的预测结果,系统评估不同工艺参数下搅拌摩擦焊焊接接头成形情况。预测结果如图6所示,将其与实际焊缝成形情况(如图7所示)对比,该模型较好地捕捉到了工艺参数改变时产生孔洞缺陷的现象,同时孔洞缺陷出现的位置也得到了良好的验证。
[0106]
实施例三
[0107]
金属板尺寸为300mm
×
150mm
×
6mm,轴肩直径为15mm,搅拌针直径为5mm,针长为5.7mm,无螺纹。金属板材料是al 6061,基本物性参数如表4所示。
[0108]
表4 al 6061的热物理参数
[0109][0110]
网格划分完成后,再进行边界条件、初始条件、计算方法等设置。设置多组工艺参数,如表5所示。设置完成后进行数值模拟仿真计算,然后进行后处理,在搅拌头前方距离搅拌头40mm的截面上释放均匀分布的粒子,并在搅拌头后方40mm的位置上建立一个与焊接方向垂直的平面,通过提取粒子经过该平面时的y、z坐标,直接反映材料在搅拌头后方的沉积情况,建立材料流动行为与孔洞缺陷形成之间的相关性,技术原理如图5所示。最后得到不同工艺参数下孔洞缺陷的形成情况,系统评估搅拌摩擦焊焊接接头性能,初步确定合理的工艺窗口。
[0111]
表5 al 6061焊接工艺参数
[0112][0113]
实施例四
[0114]
金属板尺寸为300mm
×
150mm
×
4mm,轴肩直径12mm,搅拌针根部直径4.2mm,端部直径3.2mm,针长3.8mm,无螺纹。金属板材料是tc4,基本物性参数如表6所示。
[0115]
表6 tc4的热物理参数
[0116][0117]
网格划分完成后,再进行边界条件、初始条件、计算方法等设置。设置完成后进行数值模拟仿真计算,在搅拌头前方距离搅拌头40mm的横截面上释放均匀分布的粒子,并在搅拌头后方40mm的位置上建立一个与焊接方向垂直的平面,通过提取粒子经过该平面时的y、z坐标,直接反映搅拌头后方材料的沉积情况,建立材料流动行为与孔洞缺陷形成之间的相关性,技术原理如图5所示。最后得到不同工艺参数下孔洞缺陷的形成情况,系统评估搅拌摩擦焊焊接接头性能,初步确定tc4板材的工艺窗口。
[0118]
实施例五
[0119]
本实施例提供了一种搅拌摩擦焊接孔洞缺陷预测系统。
[0120]
一种搅拌摩擦焊接孔洞缺陷预测系统,包括:
[0121]
焊接过程模型建立模块,其被配置为:获取搅拌摩擦焊接工件和搅拌头的相关数据,建立与实际工况相同的焊接过程模型;
[0122]
数值分析建立模块,其被配置为:对焊接过程模型进行网格划分和边界条件处理,确定数值分析模型;
[0123]
模拟模块,其被配置为:针对数值分析模型,采用搅拌摩擦焊接实际工作参数,确定搅拌摩擦焊接过程中材料流动行为,建立材料流动行为与孔洞缺陷形成之间的相关性;
[0124]
预测模块,其被配置为:根据材料流动行为与孔洞缺陷形成之间的相关性,预测不同焊接参数下孔洞缺陷是否出现,并定位预测孔洞缺陷出现的位置。
[0125]
此处需要说明的是,上述焊接过程模型建立模块、数值分析建立模块、模拟模块和预测模块与实施例一中的步骤所实现的示例和应用场景相同,但不限于上述实施例一所公开的内容。需要说明的是,上述模块作为系统的一部分可以在诸如一组计算机可执行指令的计算机系统中执行。
[0126]
实施例六
[0127]
本实施例提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如上述实施例一所述的搅拌摩擦焊接孔洞缺陷预测方法中的步骤。
[0128]
实施例七
[0129]
本实施例提供了一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如上述实施例一所述的搅拌摩擦焊接孔洞缺陷预测方法中的步骤。
[0130]
本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用硬件实施例、软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器和光学存储器等)上实施的计算机程序产品的形式。
[0131]
本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0132]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
[0133]
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一
个方框或多个方框中指定的功能的步骤。
[0134]
本领域普通技术人员可以理解实现上述实施例方法中的全部或部分流程,是可以通过计算机程序来指令相关的硬件来完成,所述的程序可存储于一计算机可读取存储介质中,该程序在执行时,可包括如上述各方法的实施例的流程。其中,所述的存储介质可为磁碟、光盘、只读存储记忆体(read-only memory,rom)或随机存储记忆体(random accessmemory,ram)等。
[0135]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1