一种控制热轧成品钢卷扁卷的多功能横移小车及方法与流程
1.本发明涉及一种控制热轧成品钢卷扁卷的多功能横移小车及方法,属于冶金行业热轧钢卷变形控制设备技术领域。
背景技术:
2.热轧卷板个别钢种如22mnpo5、w590x、fl590x、gfl780hx等成品钢卷发生“扁卷”的现象一直以来是困忧热轧产线生产这些钢种的课题,所谓“扁卷”就是成品钢卷离开卷曲机后,在高温状态下,由于钢卷自身重力的作用,发生变形,钢卷圆形端面呈椭圆形,空心卷芯的最大直径尺寸和最小尺寸之差大于40mm,一般情况在40-60mm之间,当空心卷芯的最大直径和最小直径之差大于20mm时,则必须进行“掏心”处理,否则,下游用户无法上线进行开卷作业。目前,多数的生产厂商,所采取的办法只能是事后保全的办法,通过“掏心”的办法扩大卷芯的直径,勉强满足下游用户的生产需要,但较大幅度地提高了生产企业的成本,以至于因为这些钢种批量较小,在许多生产厂商不愿意接单的现象,或者是用提高产品售价的方法补偿器“掏心”所产生人工和材料损失的成本,经过业内同行的努力,基本形成两条技术路线:深度合金化的化学法和“掏心”物理法,深度合金化的化学法是通过冶炼环节添加抗变形的合金材料,这种办法运行成本比“掏心”的物理法还要高很多。
技术实现要素:
3.本发明的目的是提供一种控制热轧成品钢卷扁卷的多功能横移小车及方法,能够有效地控制钢卷的变形范围,实现成品钢卷的在线达标,解决背景技术中存在的问题。
4.本发明的技术方案是:一种控制热轧成品钢卷扁卷的多功能横移小车,包含支撑辊子、轴承箱、悬挂式减速机、液压马达、辊座、支撑立柱、驱动总成、滚针轴承、车体、称重传感器和秤盘,车体由驱动轮总成驱动,车体的上方中心圆周方向上设有若干个均匀布置的称重传感器,秤盘设置在若干个均匀布置的称重传感器上,四根支撑立柱两两对称设置在秤盘上,每个支撑立柱上方设置一个辊座,每个辊座支撑一个轴承箱,四个支撑辊子的轴端分别穿过四个轴承箱并通过滚针轴承支撑,每个支撑辊子分别由一个液压马达和一个悬挂式减速机驱动进行转动。四个支撑辊子两两相对布置。
5.所述四个支撑辊子之间的距离与热轧成品钢卷的大小相匹配。
6.所述车体上方中心圆周方向上均匀布置的称重传感器为三个。
7.所述悬挂式减速机悬挂于支撑辊子轴的端部并通过压盖轴向定位。
8.一种控制热轧成品钢卷扁卷的方法,采用上述所限定的一种控制热轧成品钢卷扁卷的多功能横移小车,并按照以下步骤进行操作:
①
热轧成品钢卷离开卷曲机后,在高温状态下,由于钢卷自身重力发生变形,变成椭圆形的扁卷;
②
将上述扁卷置于多功能横移小车中的四个支撑辊子上;
③
多功能横移小车中的液压马达通过悬挂式减速机驱动四个支撑辊子转动,旋转扁卷,使扁卷直径较大的方向呈竖直状态;
④
多功能横移小车上的扁卷靠自身重力发生径向变形,直到扁卷最大直径和最小直径之差小于20mm;
⑤
将多功能横移小车上的扁卷置于步进运输梁上,并对扁卷喷水冷却,直到扁卷不再发生径向变形为止。
9.本发明的有益效果是:有效地控制了钢卷的变形范围,实现成品钢卷的“扁卷”变形问题在线达标控制,取代了事后“掏心”被动处理方法,大幅度降低了“扁卷”变形系列品种钢种的生产成本。
附图说明
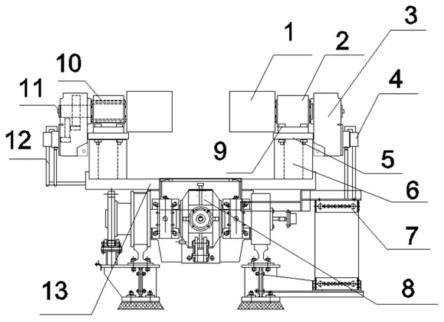
10.图1为本发明主视图;图2为本发明俯视图;图3为本发明左视图;图4为本发明电气控制图;图5为本发明驱动总成示意图;图6为本发明使用状态示意图;图7为多功能横移小车卸卷示意图;图8为扁卷喷水冷却示意图;图9为图8的a向示意图;图中:支撑辊子1、轴承箱2、悬挂式减速机3、液压马达4、辊座5、支撑立柱6、拖链7、驱动总成8、地脚螺栓9、滚针轴承10、定位压盖11、油管12、车体13、从动轮装配14、扁卷15、工业计算机16、电控柜17、plc18、步进运输梁19,顶喷嘴20、浊环水支管21、浊环水母管22、气动蝶阀23、侧喷嘴24、三位四通换向阀26、称重传感器27、秤盘28、混凝土道基a、轨道樑b、齿条装配c、齿轮d、双轮缘车轮e、轴承箱f、减速机g、马达h、无轮缘车轮j、定位支撑k、钢轨l。
具体实施方式
11.以下结合附图,通过实例对本发明作进一步说明。
12.参照附图1-5,一种控制热轧成品钢卷扁卷的多功能横移小车,包含支撑辊子1、轴承箱2、悬挂式减速机3、液压马达4、辊座5、支撑立柱6、驱动总成8、滚针轴承10、车体13、称重传感器27和秤盘28,车体13由驱动轮总成8驱动,车体13的上方中心圆周方向上设有若干个均匀布置的称重传感器27,秤盘28设置在若干个均匀布置的称重传感器27上,四根支撑立柱6两两对称设置在秤盘28上,每个支撑立柱6上方设置一个辊座5,每个辊座5支撑一个轴承箱2,四个支撑辊子1的轴端分别穿过四个轴承箱2并通过滚针轴承10支撑,每个支撑辊子1分别由一个液压马达4和一个悬挂式减速机3驱动进行转动,四个支撑辊子1两两相对布置。
13.在本实施例中,热轧卷板产线工艺流程:钢坯
→
加热
→
粗轧
→
精轧
→
卷曲机
→
卸卷车
→
运卷车
→
多功能钢卷横移小车
→
步进运输梁
→
喷水冷却
→
打包机
→
天车下线入库。
14.参照附图1-4,车体13通过驱动轮总成8和从动轮装配14四点支撑,车体13上方中心圆周方向上互成60度设置三个称重传感器27,三点支撑秤盘28,四根支撑立柱6两两对称设置在秤盘28中心圆周之上,支撑立柱6上方设置辊座5,四个辊座5支撑四个轴承箱2,并通过地脚螺栓9固定,四个支撑辊子1的轴端穿过轴承箱2并通过滚针轴承10支撑,悬挂式减速机3悬挂于支撑辊子1轴的端部并通过压盖11轴向定位,四个悬挂式减速机3的输入端分别配置四个液压马达4,共同组成四个支撑辊子驱动单元,两两对称布置。
15.参照附图5,驱动总成8为横移小车常用的驱动设备,是本领域公知技术内容。
16.参照附图6-9,热钢卷在离开卷曲机芯轴时温度较高,当热钢卷与卷曲机芯轴分离的一刻,离开了卷心的支撑后,由于重力作用迅速发生变形,成为扁卷15,扁卷15经过卸卷车
→
运卷车后进入本发明多功能横移小车,多功能横移小车接到扁卷15后,称重传感器27将重量信息上传plc18,plc18指令三位四通电磁阀26得电,驱动四个液压马达4同步旋转,将扁卷15旋转90度,改变扁卷15受力方向,强制扁卷15发生逆向变形,约5-10分钟后,扁卷15直径回归接近正常后,气动蝶阀23得电,打开喷水强制冷却,随着较大幅度的温度降低,变形停止,扁卷15的卷芯尺寸回归,最大直径尺寸和最小尺寸之差控制在20mm以内,之后钢卷按照正常流程进入打包机
→
天车下线入库。
技术特征:
1.一种控制热轧成品钢卷扁卷的多功能横移小车,其特征在于:包含支撑辊子(1)、轴承箱(2)、悬挂式减速机(3)、液压马达(4)、辊座(5)、支撑立柱(6)、驱动总成(8)、滚针轴承(10)、车体(13)、称重传感器(27)和秤盘(28),车体(13)由驱动轮总成(8)驱动,车体(13)的上方中心圆周方向上设有若干个均匀布置的称重传感器(27),秤盘(28)设置在若干个均匀布置的称重传感器(27)上,四根支撑立柱(6)两两对称设置在秤盘(28)上,每个支撑立柱(6)上方设置一个辊座(5),每个辊座(5)支撑一个轴承箱(2),四个支撑辊子(1)的轴端分别穿过四个轴承箱(2)并通过滚针轴承(10)支撑,每个支撑辊子(1)分别由一个液压马达(4)和一个悬挂式减速机(3)驱动进行转动,四个支撑辊子(1)两两相对布置。2.根据权利要求1所述的一种控制热轧成品钢卷扁卷的多功能横移小车,其特征在于:所述四个支撑辊子(1)之间的距离与热轧成品钢卷的大小相匹配。3.根据权利要求1所述的一种控制热轧成品钢卷扁卷的多功能横移小车,其特征在于:所述车体(13)上方中心圆周方向上均匀布置的称重传感器(27)为三个。4.根据权利要求1所述的一种控制热轧成品钢卷扁卷的多功能横移小车,其特征在于:所述悬挂式减速机(3)悬挂于支撑辊子(1)轴的端部并通过压盖(11)轴向定位。5.一种控制热轧成品钢卷扁卷的方法,其特征在于:采用权利要求1-4所限定的一种控制热轧成品钢卷扁卷的多功能横移小车,并按照以下步骤进行操作:
①
热轧成品钢卷离开卷曲机后,在高温状态下,由于钢卷自身重力发生变形,变成椭圆形的扁卷;
②
将上述扁卷置于多功能横移小车中的四个支撑辊子(1)上;
③
多功能横移小车中的液压马达(4)通过悬挂式减速机(3)驱动四个支撑辊子(1)转动,旋转扁卷,使扁卷直径较大的方向呈竖直状态;
④
多功能横移小车上的扁卷靠自身重力发生径向变形,直到扁卷最大直径和最小直径之差小于20mm;
⑤
将多功能横移小车上的扁卷置于步进运输梁上,并对扁卷喷水冷却,直到扁卷不再发生径向变形为止。
技术总结
本发明涉及一种控制热轧成品钢卷扁卷的多功能横移小车及方法,属于冶金行业热轧钢卷生产技术领域。技术方案是:车体(13)的上方中心圆周方向上设有若干个均匀布置的称重传感器(27),秤盘(28)设置在若干个均匀布置的称重传感器(27)上,四根支撑立柱(6)两两对称设置在秤盘(28)上,每个支撑立柱(6)上方设置一个辊座(5),每个辊座(5)支撑一个轴承箱(2),四个支撑辊子(1)的轴端分别穿过四个轴承箱(2)并通过滚针轴承(10)支撑,每个支撑辊子(1)分别由一个液压马达(4)和一个悬挂式减速机(3)驱动进行转动。本发明的有益效果是:能够有效地控制钢卷的变形范围,实现成品钢卷的在线达标。标。标。
技术研发人员:赵洪生 关开 高俊亮 齐利国 张浴洲 许天琦 武晓阳 程君 赵婧伊
受保护的技术使用者:唐山钢铁集团有限责任公司
技术研发日:2022.03.15
技术公布日:2022/8/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1