一种耳板组件镗孔加工固定辅助装置的制作方法
1.本发明涉及船舶结构加工设备技术领域,具体涉及一种耳板组件镗孔加工固定辅助装置。
背景技术:
2.耳板组件是岸桥、散货以及船舶等大型钢结构制作项目中的重要组成部分。出于设计要求,耳板组件在装配焊接到主体钢结构前要先对其轴销孔(孔壁)进行加工处理,加工设备一般为卧式镗床。按照操作流程,在对轴销孔进行加工前,需首先将其耳板组件与镗床、镗棒做相对位置的调整和对镗棒、耳板组件进行精确定位及牢靠固定。由于镗床本身并不具备对耳板组件以及镗棒进行固定的机构及功能,因而一直以来采用的都是焊接固定模式,通过角钢或其他型材将耳板组件与镗床、镗床底板进行或顶或拉的刚性连接,以达到对耳板组件以及镗棒进行固定的目的。此固定模式的缺点是操作繁琐步骤多,劳动强度高,相对浪费人工、电能、焊材以及辅材,并且由焊接所产生的烟尘还会对车间空气环境造成一定程度的污染及影响。
技术实现要素:
3.有鉴于此,本发明提供一种耳板组件镗孔加工固定辅助装置,以在加工时,针对耳板组件、镗棒和镗床三者之间的相对状态进行固定,降低作业人员在加工前预操作的繁琐程度和劳动强度。
4.为解决上述技术问题,本发明采用以下技术方案:
5.根据本发明实施例的耳板组件镗孔加工固定辅助装置,用于连接固定镗床输出端,包括:
6.底座;
7.镗棒定位装置,所述镗棒定位装置设于所述底座上,所述镗棒定位装置形成有允许处于镗孔工作状态的镗棒穿过的定位孔;
8.耳板组件固定装置,所述耳板组件固定装置设于所述底座上且相对所述镗棒定位装置设置,所述耳板组件固定装置用于夹持固定耳板组件;
9.支撑杆,所述支撑杆的一端连接所述耳板组件固定装置,用于将所述耳板组件镗孔加工固定辅助装置与镗床连接固定为一体。
10.进一步地,所述镗棒定位装置包括:
11.导向架,所述导向架包括:
12.底板,所述底板安装在所述底座上;
13.导向座,所述导向座垂直设于所述底板顶面上,所述导向座为板状,所述导向座的中部形成有第一通孔且两侧边内翻形成导向槽;
14.固定机构,所述固定机构包括:
15.固定机构主板,所述固定机构主板两端配合在所述导向槽内且在垂直方向上位置
可调地固定在所述导向架一侧,所述固定机构主板上与所述导向座的第一通孔对应位置处形成有所述定位孔;
16.粗调组件,所述粗调组件包括提升丝杠、提升丝杠支架、提升丝杠副手柄,所述提升丝杠底端固定连接所述固定机构主板的顶面且所述提升丝杠的上端依次穿过所述提升丝杠支架与所述提升丝杠副手柄,所述提升丝杠支架固定在所述耳板组件固定装置上,所述提升丝杠副手柄的底面抵接在所述提升丝杠支架的上表面。
17.进一步地,所述导向槽的外侧板面在竖直方向上形成有一个或多个固定机构顶紧螺孔,通过固定机构顶紧螺栓螺合所述固定机构顶紧螺孔将所述固定机构主板顶紧在所述导向座上。
18.进一步地,所述导向座上在所述第一通孔的两侧形成有沿竖直方向延伸的腰型孔,所述固定机构主板上相对于所述腰型孔的位置处形成有安装孔,通过安装螺栓穿过所述安装孔和所述腰型孔将所述固定机构主板固定在所述导向座上。
19.进一步地,所述导向座顶面中间设有两个提升丝杠支架固定螺孔,所述提升丝杠支架通过螺栓螺接所述提升丝杠支架固定螺孔固定在所述导向座顶面上。
20.进一步地,所述固定机构主板的顶端形成有倒t型缺口,所述倒t型缺口内配合有t型块,所述t型块的顶端形成有螺纹孔,所述提升丝杠的底端螺合在所述螺纹孔内,且所述t型块的两侧分别设有防脱条,所述防脱条可拆卸地固定在所述固定机构主板上。
21.进一步地,所述固定机构还包括:
22.精调组件,所述精调组件包括尼龙套,所述尼龙套中部形成有用于所述镗棒穿过的第二通孔,所述第二通孔与所述定位孔相连通;
23.多组调节件,每组所述调节件包括尼龙套顶紧螺丝支座和尼龙套顶紧螺丝,多组所述调节件分别间隔开分布于所述尼龙套的周向上且尼龙套顶紧螺丝支座固定在所述固定机构主板的中间板面上,所述尼龙套顶紧螺丝螺接所述尼龙套顶紧螺丝支座且端部抵接所述尼龙套。
24.进一步地,所述尼龙套的外周在上下左右方向上分别形成有切面,且所述尼龙套的两端分别形成有第一凸台,所述调节件包括四组,所述尼龙套顶紧螺丝的靠近所述尼龙套一端形成有第二凸台,所述第二凸台配合在两个所述第一凸台之间。
25.进一步地,所述耳板组件固定装置为固定架,包括:
26.固定架底板,所述固定架底板设置在所述底座上;
27.两块固定架面板,两块所述固定架面板垂直设置在所述固定架底板上,两块所述固定架面板相互平行且以在其间限定出用于容纳所述耳板组件的空间,所述固定架面板上分别形成有多个拉紧螺栓孔以及顶紧螺栓孔;
28.多组拉紧螺栓副,多组所述拉紧螺栓副穿过所述拉紧螺栓孔连接两块所述固定架面板以将其拉紧;
29.多个顶紧螺栓,多个所述顶紧螺栓分别穿过所述顶紧螺栓孔以从所述耳板组件的两侧顶紧所述耳板组件。
30.进一步地,所述耳板组件镗孔加工固定辅助装置还包括:
31.耳板组件固定装置支撑板,所述耳板组件固定装置支撑板的一端连接所述固定架面板且另一端连接所述底座。
32.进一步地,所述底座包括:
33.底座本体;
34.镗棒定位装置安装座,所述镗棒定位装置安装座设置在所述底座本体上,且所述镗棒定位装置安装座上设有长孔,所述镗棒定位装置沿所述长孔位置可调地固定在所述镗棒定位装置安装座上。
35.进一步地,所述镗棒定位装置安装座包括两个,所述镗棒定位装置的两端分别设在所述镗棒定位装置安装座上,
36.所述耳板组件固定装置的底部对应于两个所述镗棒定位装置安装座之间形成有台虎钳穿过口,
37.所述耳板组件镗孔加工固定辅助装置还包括台虎钳,所述台虎钳穿设在两个所述镗棒定位装置安装座之间且一端通过所述台虎钳穿过口,以夹持从所述台虎钳穿过口露出的所述耳板组件的底边。
38.进一步地,耳板组件镗孔加工固定辅助装置还包括:
39.拉板,所述拉板一端连接所述镗棒定位装置且另一端连接所述耳板组件固定装置。
40.本发明的上述技术方案至少具有如下有益效果之一:
41.本发明的耳板组件镗孔加工固定辅助装置,通过镗棒定位装置快速调整镗棒与镗床的相对状态,并对镗棒进行有效定位,通过耳板组件固定装置可以快速调整耳板组件与镗棒、镗床的相对位置,并对耳板组件进行牢靠固定。因此,本发明的耳板组件镗孔加工固定辅助装置可快速对耳板组件在加工时的各部件进行相对状态调整,并满足固定需求,安装操作便捷,有效降低了工人劳动强度,大大提升了生产效率;
42.此外,本发明的耳板组件镗孔加工固定辅助装置结构牢靠可调节,有效地提高了耳板组件的加工精度。
附图说明
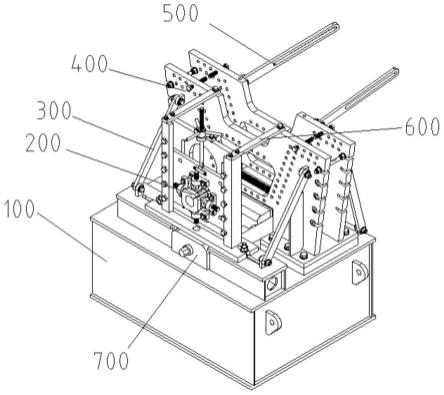
43.图1为本发明实施例的耳板组件镗孔加工固定辅助装置的结构示意图;
44.图2为本发明实施例的耳板组件镗孔加工固定辅助装置的又一结构示意图;
45.图3为本发明实施例的耳板组件镗孔加工固定辅助装置的底座的结构示意图;
46.图4为本发明实施例的耳板组件镗孔加工固定辅助装置的镗棒定位装置的结构示意图;
47.图5为本发明实施例的耳板组件镗孔加工固定辅助装置的导向机构的结构示意图;
48.图6为本发明实施例的耳板组件镗孔加工固定辅助装置的固定机构的结构示意图;
49.图7为本发明实施例的耳板组件镗孔加工固定辅助装置的固定机构的爆炸结构示意图;
50.图8为本发明实施例的耳板组件镗孔加工固定辅助装置的耳板组件固定装置的结构示意图;
51.图9为本发明实施例的耳板组件镗孔加工固定辅助装置的支撑杆的结构示意图;
52.图10为本发明实施例的耳板组件镗孔加工固定辅助装置的使用操作过程步骤一的示意图;
53.图11为本发明实施例的耳板组件镗孔加工固定辅助装置的使用操作过程步骤一的俯视图;
54.图12为本发明实施例的耳板组件镗孔加工固定辅助装置的使用操作过程步骤二的示意图;
55.图13为本发明实施例的耳板组件镗孔加工固定辅助装置的使用操作过程步骤二的局部剖面示意图;
56.图14为本发明实施例的耳板组件镗孔加工固定辅助装置的使用操作过程步骤三的示意图;
57.图15为本发明实施例的耳板组件镗孔加工固定辅助装置的使用操作过程步骤三的又一示意图;
58.图16为本发明实施例的耳板组件镗孔加工固定辅助装置的使用操作过程步骤三的局部剖面示意图;
59.图17为本发明实施例的耳板组件镗孔加工固定辅助装置的镗棒调整定位的示意图;
60.图18为本发明实施例的耳板组件镗孔加工固定辅助装置的使用操作过程步骤四的示意图;
61.图19为本发明实施例的耳板组件镗孔加工固定辅助装置的使用操作过程步骤四的又一示意图;
62.图20为本发明实施例的耳板组件镗孔加工固定辅助装置安装后车刀安装的示意图。
63.附图标记:100.底座;110.底座本体;120.吊耳;130.耳板组件固定装置支撑板安装耳板一;140.耳板组件固定装置安装法兰;150.镗棒定位装置安装座;151.长孔;
64.200.镗棒定位装置;
65.210.导向架;211.底板;212.导向座;213.导向槽;214.固定机构顶紧螺孔;215.腰型孔;216.提升丝杠支架固定螺孔;217.拉板固定螺孔一;218.导向机构固定槽;219.第一通孔;
66.220.固定机构;221.提升丝杠副手柄;222.提升丝杠;223.提升丝杠支架;2231.凸台;2232.支架固定螺孔;
67.224.t型块;2241.防脱条;
68.225.固定机构主板;2251.倒t型缺口;2252.定位孔;2253.尼龙套顶紧螺丝支座紧固螺孔;2254.安装孔;
69.226.尼龙套顶紧螺丝支座;2261.支座固定孔;2262.凸头;2263.尼龙套顶紧螺丝连接孔;
70.227.尼龙套;2271.第二通孔;2272.第一凸台;228.尼龙套顶紧螺丝;2281.第二凸台;
71.300.耳板组件固定装置支撑板;
72.400.耳板组件固定装置;410.固定架底板;420.固定板加强筋板;430.固定架面
板;431.第三通孔;440.拉紧螺栓孔;441.拉紧螺栓副;450.耳板组件固定装置支撑板安装耳板二;460.顶紧螺栓孔;461.顶紧螺栓;470.拉板固定螺孔二;480.台虎钳穿过口;
73.500.支撑杆;510.固定圆孔;520.固定腰型孔;
74.600.拉板;
75.700.台虎钳;
76.800.镗棒;810.车刀;
77.900.镗床;
78.1000.车间地坪;
79.1100.耳板组件。
具体实施方式
80.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
81.除非另作定义,本发明中使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也相应地改变。
82.下面首先结合附图具体描述根据本发明实施例的耳板组件镗孔加工固定辅助装置。
83.如图1至20所示,本发明实施例的耳板组件镗孔加工固定辅助装置(以下有时简称“辅助装置”),用于连接固定镗床900输出端,包括:底座100、镗棒定位装置200、耳板组件固定装置400、以及支撑杆500。
84.其中,镗棒定位装置200设于底座100上,镗棒定位装置200形成有允许处于镗孔工作状态的镗棒800穿过的定位孔2252。
85.耳板组件固定装置400设于底座100上且相对镗棒定位装置200设置,耳板组件固定装置400用于夹持固定耳板组件1100。
86.支撑杆500的一端连接耳板组件固定装置400,用于将耳板组件镗孔加工固定辅助装置与镗床900连接固定为一体。
87.根据本发明的辅助装置,在加工时与镗床900输出端固定连接,通过其底座100上依次设置的镗棒定位装置200和耳板组件固定装置300,可以在镗床加工前快速实现镗棒、耳板组件以及镗床之间的相对位置状态调整和固定,安装加工便捷可靠,省去了原有加工模式的繁琐步骤,进一步提高了生产效率。此外,通过本发明镗棒定位装置和耳板组件固定装置对镗棒、耳板组件相对镗床的牢靠固定,也保证了加工时的精度。
88.作为示例,如图9所示,支撑杆500的两端分别设有固定圆孔510和固定腰型孔520,固定圆孔510端与耳板组件固定装置400上的连接耳板固定连接,通过固定腰型孔520与镗
床900位置可调地连接。
89.进一步地,如图4-7所示,镗棒定位装置200可以包括:导向架210与固定机构220。
90.其中,导向架210包括:底板211与导向座212。底板211安装在底座100上。导向座212垂直设于底板211顶面上,导向座212为板状,导向座212的中部形成有第一通孔219且两侧边内翻形成导向槽213。
91.固定机构220包括:固定机构主板225、以及粗调组件。固定机构主板225两端配合在导向槽213内且在垂直方向上位置可调地固定在导向架210一侧,固定机构主板225上与导向座212的第一通孔219对应位置处形成有定位孔2252。粗调组件包括提升丝杠222、提升丝杠支架223、提升丝杠副手柄221,提升丝杠222底端固定连接固定机构主板225的顶面且提升丝杠222的上端依次穿过提升丝杠支架223与提升丝杠副手柄221,提升丝杠支架223固定在耳板组件固定装置400上,提升丝杠副手柄221的底面抵接在提升丝杠支架223的上表面。
92.由此,根据本实施例的镗棒定位装置200,通过提升丝杠222的上下移动,可以带动固定机构主板225沿着导向架210平稳地上下移动,也就是说改变固定机构主板225上的定位孔2252在高度方向上的位置,从而能够调节镗棒800在高度方向上的位置,以适应不同的耳板组件的加工需求。
93.进一步地,导向槽213的外侧板面在竖直方向上形成有一个或多个固定机构顶紧螺孔214,通过固定机构顶紧螺栓螺合固定机构顶紧螺孔214将固定机构主板225顶紧在导向座212上。由此,当固定机构主板225在导向架210上调至预定的高度时,通过固定机构顶紧螺栓螺合固定机构顶紧螺孔214将固定机构主板225顶紧在导向座212上,以确保镗棒800在加工过程中不会发生位置变化。
94.进一步地,导向座212上在第一通孔219的两侧形成有沿竖直方向延伸的腰型孔215,固定机构主板225上相对于腰型孔215的位置处形成有安装孔2254,通过安装螺栓穿过安装孔2254和腰型孔215将固定机构主板225固定在导向座212上。通过安装孔2254和腰型孔215的螺接,可将固定机构主板225的中间部分与导向座212顶紧固定,进一步提高了固定机构主板225定位时的可靠性。
95.进一步地,导向座212顶面中间设有两个提升丝杠支架固定螺孔216,提升丝杠支架223通过螺栓螺接提升丝杠支架固定螺孔216固定在导向座212顶面上。将提升丝杠支架223固定在导向座212顶面上,方便进行旋转提升丝杠副手柄221进行粗调操作。此外,提升丝杠支架223例如可以设置成呈凸字型,提升丝杠222穿过该凸字型提升丝杠支架223的凸台2231,凸字型的两端分别设有支架固定螺孔2232,通过螺接支架固定螺孔2232将提升丝杠支架223固定在固定机构主板225顶面上。该结构简单,且在确保提升丝杠222在高度方向上的调节功能的同时,固定机构主板225与导向座212不会发生干涉。
96.进一步地,固定机构主板225的顶端形成有倒t型缺口2251,倒t型缺口2251内配合有t型块224,t型块224的顶端形成有螺纹孔,提升丝杠222的底端螺合在螺纹孔内,且t型块224的两侧分别设有防脱条2241,防脱条2241可拆卸地固定在固定机构主板225上。此处形成固定机构主板225与提升丝杠222的可拆卸连接,结构牢固,且方便零部件损耗更换。
97.进一步地,固定机构220还可以包括:精调组件和多组调节件。
98.其中,精调组件包括尼龙套227,尼龙套227中部形成有用于镗棒800穿过的第二通
孔2271,第二通孔2271与定位孔2252相连通。
99.每组调节件包括尼龙套顶紧螺丝支座226和尼龙套顶紧螺丝228,多组调节件分别间隔开分布于尼龙套227的周向上且尼龙套顶紧螺丝支座226固定在固定机构主板225的中间板面上,尼龙套顶紧螺丝228螺接尼龙套顶紧螺丝支座226且端部抵接尼龙套227。
100.也就是说,如图4-7所示,在固定机构主板225的一侧与定位孔2252相对应的位置设置尼龙套227,尼龙套227通过周向上的多组调节件可以在竖直平面内上下左右运动,从而通过尼龙套227上的第二通孔2271的位置微调进一步调节镗棒800的位置。
101.通过设置精调组件,能够通过多组调节件,如图4、图6所示4组调节组件,分别从尼龙套的周向上多方向对镗棒位置进行调节,以实现镗棒在x-z平面上的精准定位,有利于进一步提高加工精度。
102.此处,需要说明的是,固定机构主板225上的定位孔2252相对于镗棒800的直径形成有一定量的冗余,此时的微调,实际是调节尼龙套227的第二通孔2271在该冗余范围内的位置调节。
103.作为具体示例,如图6-图7所示,固定机构主板225的定位孔2252四周环设有四组尼龙套顶紧螺丝支座紧固螺孔2253,尼龙套顶紧螺丝支座226呈凸字状,凸字状尼龙套顶紧螺丝支座226的凸头2262水平方向开设有尼龙套顶紧螺丝连接孔2263,凸字状尼龙套顶紧螺丝支座226的两端竖直方向开设有支座固定孔2261,螺接尼龙套顶紧螺丝支座紧固螺孔2253与支座固定孔2261完成尼龙套顶紧螺丝支座226在固定机构主板225上的固定,尼龙套顶紧螺丝228横向穿设在尼龙套顶紧螺丝连接孔2263内其端部抵接顶紧尼龙套227。
104.进一步地,尼龙套227的外周在上下左右方向上分别形成有切面,且尼龙套227的两端分别形成有第一凸台2272,调节件包括四组,尼龙套顶紧螺丝228的靠近尼龙套227一端形成有第二凸台2281,第二凸台2281配合在两个第一凸台2272之间。四组调节件分别在尼龙套227的外周四个切面上对尼龙套227进行顶紧固定调节,通过对尼龙套227在固定机构主板225上下左右四周相对位置的调节,结构简单且能够实现快速调节。此外,尼龙套顶紧螺丝228的顶端的第二凸台2281被限定在尼龙套227的两端的两个第一凸台2272之间,可以确保尼龙套227不会在调节过程或加工过程中滑脱,此外,通过在顶紧螺丝228的顶端设置第二凸台2281,可以使得调节时的作用力均匀分散,避免损坏尼龙套227。此外,尼龙套227上沿着第二通孔2272的延伸方向上还可以形成有与第二通孔2272相连通的开口槽,通过设置开口槽可以适用与不同直径的镗棒800,且可以通过尼龙套顶紧螺丝228将尼龙套227紧密贴合在镗棒800的外周,有利于提高加工精度。
105.进一步地,如图8所示,耳板组件固定装置400为固定架,包括:固定架底板410、两块固定架面板430、多组拉紧螺栓副441以及多个顶紧螺栓461。其中,如图2所示,固定架底板410设置在底座100上。两块固定架面板430垂直设置在固定架底板410上,两块固定架面板430相互平行且以在其间限定出用于容纳耳板组件1100的空间,固定架面板430上分别形成有多个拉紧螺栓孔440以及顶紧螺栓孔460。多组拉紧螺栓副441穿过拉紧螺栓孔440连接两块固定架面板430以将其拉紧。多个顶紧螺栓461分别穿过顶紧螺栓孔460以从耳板组件1100的两侧顶紧耳板组件1100。
106.此外,两块固定架面板430的中间形成有用于穿过镗棒800的第三通孔431,便于镗棒800进耳板组件固定装置400对耳板组件1100进行加工。当然,也可以在相对位置处形成
开口槽,本发明对其具体形式不做限定,只要能够允许镗棒800穿过以对其中所夹持的耳板组件进行镗孔加工即可。
107.此外,在固定架面板430与固定架底板410之间还可以设置有固定板加强筋板420,用以提高耳板组件固定装置400加工时受力的稳定性。
108.进一步地,辅助装置还可以包括:耳板组件固定装置支撑板300。如图1-图2所示,耳板组件固定装置支撑板300的一端连接固定架面板430且另一端连接底座100。由此可以进一步提高该耳板组件固定装置的稳定性。作为示例,例如,在底座100顶面和固定架面板430侧面分别设有耳板组件固定装置支撑板安装耳板一130和耳板组件固定装置支撑板安装耳板二450,耳板组件固定装置支撑板300两端分别通过螺栓副连接固定装置支撑板安装耳板一130和耳板组件固定装置支撑板安装耳板二450。该结构简单,且可拆卸、更换。
109.进一步地,如图3所示,底座100包括:底座本体110和镗棒定位装置安装座150。镗棒定位装置安装座150设置在底座本体110上,且镗棒定位装置安装座150上设有长孔151,镗棒定位装置200沿长孔151位置可调地固定在镗棒定位装置安装座150上。由此,可以根据具体的加工需求,来调节镗棒定位装置200在镗棒定位装置安装座150上的具体位置,能够进一步提高其适用性。作为示例,如图4-5所示,镗棒定位装置200的底板211两端分别设有导向机构固定槽218,通过螺接导向机构固定槽218和镗棒定位装置安装座150上的长孔151完成镗棒定位装置200的固定连接。
110.进一步地,镗棒定位装置安装座150包括两个,镗棒定位装置200的两端分别设在镗棒定位装置安装座150上,耳板组件固定装置400对应于两个镗棒定位装置安装座150之间形成有台虎钳穿过口,
111.辅助装置还包括台虎钳700,台虎钳700穿设在两个镗棒定位装置安装座150之间且一端通过台虎钳穿过口480,以夹持从台虎钳穿过口480露出的耳板组件1100的底边(如图15-16所示)。
112.此外,作为具体示例,在镗棒定位装置安装座150的相对侧还可以设有耳板组件固定装置安装法兰140,耳板组件固定装置400的两端分别固定设置在耳板组件固定装置安装法兰140上。另外,底座本体110的侧面上还可以安装有吊耳120,便于吊装。
113.进一步地,辅助装置还可以包括:拉板600。拉板600一端连接镗棒定位装置200且另一端连接耳板组件固定装置400。由此,进一步提高了辅助装置整体的稳定性。作为示例,可以在在镗棒定位装置200的导向座212顶面两端设置拉板固定螺孔一217,在耳板组件固定装置400的固定架面板430顶面上设置拉板固定螺孔二470,拉板600两端分别螺接拉板固定螺孔一217和拉板固定螺孔二470用以完成镗棒定位装置200和耳板组件固定装置400之间的连接,该结构拆卸、更换,更方便。
114.下面,结合图10-图20,进一步说明利用根据本发明的耳板组件镗孔加工固定辅助装置在对耳板组件进行镗孔时的操作加工方法。
115.s1、将耳板组件镗孔加工固定辅助装置吊装至镗床900附近的车间地坪1000上,调整耳板组件镗孔加工固定辅助装置与镗床900之间的相对精确位置,再将镗床900固定在车间地坪1000上。
116.s2、放置耳板组件1100。
117.s21、将待加工的耳板组件1100放置到耳板组件固定装置400内;
118.s22、调整耳板组件1100与镗床900、耳板组件镗孔加工固定辅助装置之间的相对位置;
119.s23、通过台虎钳700从底部将耳板组件1100进行固定;
120.s24、通过固定架面板410上的顶紧螺栓461从上部将耳板组件1100进行垂直度调整及固定,并最终通过拉紧螺栓副441拉紧。
121.s3、固定镗棒800。
122.s31、转动提升丝杠副手柄221,通过调节固定机构220上下位置来调整尼龙套227与耳板组件1100的相对同心度、位置度,然后将固定机构220进行固定;
123.s32、驱动镗床900动力输出部升降调整,以此来调整镗床900动力输出轴与尼龙套227、耳板组件1100轴销孔的相对同心度;
124.s33、将镗棒800穿过尼龙套227并安装到镗床900输出轴上,调节尼龙套顶紧螺丝228,以此精调镗棒800与镗床900的相对同心度、平行度;
125.s34、调节固定架面板410上的顶紧螺栓461,再次对耳板组件1100轴销孔与镗棒800的相对同心度、位置度进行微调。
126.s4、将两支支撑杆500的一端固定在耳板组件固定装置400上,另一端固定在镗床900上,以此将耳板组件镗孔加工固定辅助装置与镗床900连接固定为一个整体。
127.s5、将车刀810安装在镗棒800上,调整车刀810所需旋转半径,拧紧固定车刀810,启动镗床900对耳板组件1100轴销孔进行切削加工。
128.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1