提高搅拌摩擦焊搭接接头强度的搅拌装置及系统的制作方法
1.本发明涉及摩擦焊接技术领域,具体涉及一种提高搅拌摩擦焊搭接接头强度的搅拌装置及系统。
背景技术:
2.搅拌摩擦焊(friction stir welding,简称fsw)是1991年发明的新型固相连接技术,与传统的熔焊相比,fsw具有绿色、环保、无需保护气、无需焊丝、无气孔、裂纹、夹渣等缺陷、无弧光、飞溅、焊后变形小、焊缝成形好和力学性能优异等优点,十分适用于铝合金、镁合金、铜合金等的焊接。
3.目前,搅拌摩擦焊使用的搅拌工具的轴肩大多为平面或凹面加同心圆环的结构,搅拌件大多为锥形加螺纹结构,在焊接搭接接头时,由于塑化材料在垂直方向的流动使在焊缝边缘的搭接界面向上或向下偏移,产生类似裂纹的弱连接区域,应力集中严重,使搭接接头的有效连接宽度、厚度减小,同时在受力承载时易成为裂纹源,导致接头的拉伸性能和疲劳性能下降。
4.因此,目前亟需一种能改善搭接接头界面金属流动性,且提高搅拌摩擦焊搭接接头强度的搅拌装置。
技术实现要素:
5.为此,本发明提高搅拌摩擦焊搭接接头强度的搅拌装置及系统,克服了现有技术的缺陷。
6.为解决上述技术问题,本发明提供了一种提高搅拌摩擦焊搭接接头强度的搅拌装置,包括:
7.夹持组件,包括夹持段、过渡区、轴肩,其中所述夹持段通过过渡区与所述轴肩相连;
8.搅拌件,包括搅拌头、凸轮齿盘,其中,所述搅拌头与轴肩相连,所述凸轮齿盘设置在所述搅拌头上,所述凸轮齿盘设有若干个凸轮,且每个凸轮开设有螺旋斜槽,所述螺旋斜槽包括第一斜槽以及第二斜槽,且所述第一斜槽与所述第二斜槽的延长线相交。
9.作为本发明的一种优选方式,所述搅拌头包括第一截头圆锥以及第二截头圆锥,所述第一截头圆锥以及第二截头圆锥与所述凸轮齿盘采用圆弧过渡。
10.作为本发明的一种优选方式,所述第一截头圆锥以及第二截头圆锥设有螺纹。
11.作为本发明的一种优选方式,所述第一斜槽的旋向和所述螺纹的旋向一致。
12.作为本发明的一种优选方式,所述第一斜槽一端的延长线与所述第二斜槽一端的延长线的相交于所述凸轮齿盘的中心平面;所述第一斜槽的另一端延伸至凸轮齿盘的上平面,所述第二斜槽的另一端延伸至凸轮齿盘的下平面。
13.作为本发明的一种优选方式,所述凸轮齿盘的外圆直径为第一截头圆锥直径的1-1.5倍;所述凸轮齿盘厚度h2为搅拌件长度的0.1-0.5倍。
14.作为本发明的一种优选方式,所述轴肩直径d1为搅拌件长度h的2-4倍;所述轴肩的焊接压入量为0.1-0.5mm,所述搅拌件的转速为200-5000r/min,所述搅拌件的焊接速度为30-4000mm/min,所述搅拌件的焊接倾角为0-3.5
°
15.本发明提供一种提高搭接接头强度的搅拌摩擦焊系统,包括所述的提高搅拌摩擦焊搭接接头强度的搅拌装置,还包括:
16.第一板体;
17.第二板体,与所述第一板体贴合;
18.其中,所述搅拌装置穿过所述第一板体,且插入于所述第二板体。
19.作为本发明的一种优选方式,所述搅拌装置的搅拌件的长度h为t1+0.5*h2≤h≤t1+t2。
20.作为本发明的一种优选方式,所述搅拌件径向中心与所述第一板体边缘的距离不小于所述搅拌装置的凸轮齿盘径向水平中心距离轴肩高度h1为第一板体厚度t1的0.8-1.2倍。
21.本发明的上述技术方案相比现有技术具有以下优点:
22.本发明所述的一种提高搅拌摩擦焊搭接接头强度的搅拌装置及系统,在搅拌件中部增加凸轮齿盘,一方面可以增加搭接接头的有效连接宽度,提高接头性能,另一方面可以阻碍焊接过程中塑化金属的垂直流动,减小搭接界面向上或向下迁移的可能;设置凸轮齿盘以及沿水平中心面镜像的螺旋斜槽,一方面可以增加搭接界面的材料流动,减小焊接时的前进阻力,提高搅拌工具的使用寿命,另一方面凸轮的第一斜槽促进第一板体金属向下流动、凸轮的下螺旋斜槽促进第二板体金属向上流动,能有效改善搭接界面迁移,减小hook缺陷高度,提高接头力学性能。
附图说明
23.为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明。
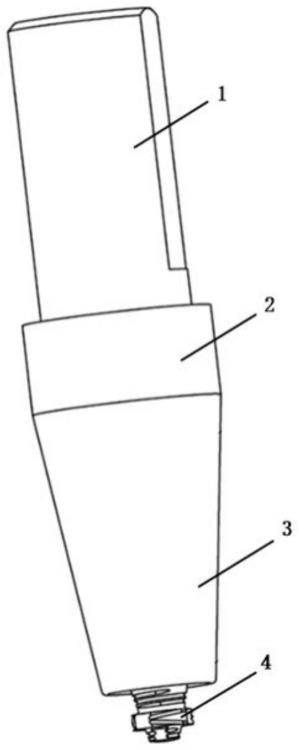
24.图1是本发明的搅拌摩擦焊焊接装置的整体示意图。
25.图2是本发明的搅拌件区域的示意图。
26.图3是本发明的凸轮齿盘的第一方向示意图。
27.图4是本发明的凸轮齿盘的第二方向示意图。
28.图5是本发明的搅拌装置的尺寸示意图。
29.图6是本发明的搅拌摩擦焊焊接的材料流动示意图。
30.说明书附图标记说明:1、夹持段,2、过渡区,3、轴肩,4、搅拌件,5、第一板体,6、第二板体,40、第一截头圆锥,41、凸轮齿盘,42、第二截头圆锥,43、螺纹,410、凸轮,411、第一斜槽,412、第二斜槽,413、凸轮齿盘的水平中心面。
具体实施方式
31.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
32.在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第二”、“第一”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
33.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接,还可以是通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
34.除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。此外,术语“包括”意图在于覆盖不排他的包含,例如包含了一系列步骤或单元的过程、方法、系统、产品或设备,没有限定于已列出的步骤或单元而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其他步骤或单元。
35.实施例一
36.参照图1-5所示,本发明提供一种提高搅拌摩擦焊搭接接头强度的搅拌装置的实施例,包括:
37.夹持组件,包括夹持段1、过渡区2、轴肩3,其中所述夹持段1通过过渡区2与所述轴肩3相连;
38.搅拌件4,包括搅拌头、凸轮齿盘41,其中,所述搅拌头与轴肩3相连,所述凸轮齿盘41设置在所述搅拌头上,所述凸轮齿盘41设有若干个凸轮410,所述凸轮410数量为2-8个,且每个凸轮410开设有与所述凸轮齿盘41径向水平中心镜像对称的螺旋斜槽。
39.其中,所述夹持段1、过渡区2、轴肩3以及搅拌件4的材料包括但不仅限于工具钢、高温合金和陶瓷等;所述过渡区2设于夹持段1件的末端;所述轴肩3设于过渡区2的末端,且所述轴肩3为平面或凹面,内凹角为8-20
°
;所述搅拌件4设于轴肩3的末端,且与轴肩3同轴。
40.参考图4所示,所述搅拌头包括第一截头圆锥40以及第二截头圆锥42,所述第一截头圆锥40与轴肩3连接处的尺寸,大于,所述第一截头圆锥40与凸轮齿盘41连接处的尺寸;所述第二截头圆锥42与凸轮齿盘41连接处的尺寸,大于,所述第二截头圆锥42加工端的尺寸;所述第一截头圆锥40以及第二截头圆锥42开设有螺纹43,所述螺纹43在搅拌摩擦焊焊接装置逆时针旋转时,带动材料向下流动,减少飞边。
41.参考图4所示,所述凸轮齿盘41设于第一截头圆锥40与第二截头圆锥42的中间,且所述凸轮齿盘41分别与第一截头圆锥40以及第二截头圆锥42相连;所述凸轮齿盘41与所述第一截头圆锥40的连接处采用圆弧过渡,所述凸轮齿盘41与所述第二截头圆锥42的连接处采用圆弧过渡;所述螺旋斜槽包括第一斜槽411以及第二斜槽412,
42.所述第一斜槽411与所述第二斜槽412一端的延长线的相交于所述凸轮齿盘41的径向中心平面上;所述第一斜槽411的另一端的延长线与凸轮齿盘41的上平面相交,所述第
二斜槽412的另一端的延长线与凸轮齿盘41的下平面相交。
43.通过采用上述技术方案,设置凸轮齿盘41,既能够增加搭接接头的有效连接宽度,提高接头性能;又能够阻碍焊接过程中塑化金属的垂直流动,减小搭接界面向上或向下迁移的问题;
44.在凸轮齿盘41上设置呈镜像对称的螺旋斜槽,在焊接过程中能够增加搭接界面的材料流动,减小焊接时的前进阻力,提高搅拌装置的使用寿命;同时所述第一斜槽411促使第一板体5金属向下流动,所述第二斜槽412促使第二板体6金属向上流动,能够有效改善搭接界面迁移,减小搭接界面缺陷,提高接头力学性能。
45.参考图5所示,所述轴肩3的直径d1为:搅拌件4长度h的2~4倍。
46.参考图5以及图6所示,所述凸轮齿盘41的外圆直径d3为:第一截头圆锥40直径d2的1-1.5倍;
47.所述凸轮齿盘41的厚度h2为:搅拌件4长度h的0.1-0.5倍;
48.所述凸轮齿盘41中心距离轴肩3的高度h1为:第一板体5厚度t1的0.8-1.2倍。
49.所述轴肩直径d1为搅拌件长度h的2-4倍;所述轴肩的焊接压入量为0.1-0.5mm。
50.所述搅拌件的转速为200-5000r/min,所述搅拌件的焊接速度为30-4000mm/min,所述搅拌件的焊接倾角为0-3.5
°
。
51.实施例二
52.参照图1-6所示,本发明还提供一种提高搭接接头强度的搅拌摩擦焊系统的实施例,包括上述的提高搅拌摩擦焊搭接接头强度的搅拌装置,还包括:
53.第一板体5;
54.第二板体6,与所述第一板体5贴合;
55.其中,所述搅拌装置穿过所述第一板体5,且插入于第二板体6。
56.所述搅拌摩擦焊装置的搅拌件4长度h为t1+0.5*h2≤h≤t1+t2;
57.所述搅拌件4径向中心与所述第一板体5边缘的距离不小于所述搅拌装置的凸轮齿盘41径向水平中心距离轴肩3高度h1为第一板体5厚度t1的0.8-1.2倍。
58.实施例三
59.参照图1-6所示,本发明还提供搅拌摩擦焊方法的实施例,包括上述的提高搭接接头强度的搅拌摩擦焊系统,所述方法包括:
60.步骤s1:根据第一板体5厚度t1、第二板体6厚度t2以及凸轮齿盘41厚度h2计算所需搅拌件4的长度h,且t1+0.5*h2≤h≤t1+t2;
61.步骤s2:根据轴肩3直径d1设定所述搅拌件4中心与所述第一板体5边缘的距离,且不小于
62.步骤s3:生成焊接参数:将所述搅拌件4的转速设为200-5000r/min、焊接速度设为30-4000mm/min、倾角设为0-3.5
°
以及轴肩3的焊接压入量设为0.1-0.5mm;
63.步骤s4:根据所述焊接参数对所述待焊工件进行焊接。
64.在步骤s1中,首先测量第一板体5的厚度t1、第二板体6的厚度t2以及凸轮齿盘41的厚度h2,其次根据测得的第一板体5厚度t1、第二板体6厚度t2以及凸轮齿盘41厚度h2计算所
需搅拌件4的长度h,且t1+0.5*h2≤h≤t1+t2。
65.在步骤s2中,首先将待焊工件装夹固定,即采用夹具和垫板固定所述待焊工件,其次将所述第一板体5与所述第二板体6贴合,然后确定焊接位置:将所述搅拌件4移动至待焊工件表面,进而确定所述搅拌件4的进退刀位置,且设定所述搅拌件4中心与所述第一板体5边缘的宽度不小于
66.在步骤s3中,所述搅拌件4的转速、焊接速度、倾角以及轴肩3压入深度由作业人员根据待焊工件或第一板体或第二板体的材料进行设定;所述搅拌件4的焊接速度也可根据公式:v
fsw
=φ
fsw
*ψ
fsw
*(1/t1),所述φ
fsw
为材料常数,ψ
fsw
为搅拌件常数,所述t1是以mm为计量单位的无量纲数;所述轴肩3的焊接压入量参考附图6中的t3。
67.在步骤s4中,按照所述焊接参数控制搅拌件4进行搅拌摩擦焊,直至焊接完成。
68.通过采用上述技术方案,对待焊工件按照设定的焊接参数进行搅拌摩擦焊,能够提高第一板体5以及第二板体6焊接过程的塑化金属流动性,适用于同种或异种材料的搭接接头的搅拌摩擦焊接;且能够有效改善搭接界面迁移,减小hook缺陷高度。
69.所述方法还包括以下步骤:
70.在所述搅拌件4在焊接时,将所述搅拌件4的凸轮齿盘41置放于所述第一板体5及第二板体6的搭接处。
71.参考图6所示,所述凸轮齿盘41的中心平面与所述第一板体5及第二板体6的搭接面位于同一直线。
72.本发明的上述技术方案相比现有技术具有以下优点:
73.1、在搅拌件中部增加凸轮齿盘,一方面可以增加搭接接头的有效连接宽度,提高接头性能,另一方面可以阻碍焊接过程中塑化金属的垂直流动,减小搭接界面向上或向下迁移的可能。
74.2、凸轮齿盘和沿水平中心面镜像的螺旋斜槽,一方面可以增加搭接界面的材料流动,减小焊接时的前进阻力,提高搅拌工具的使用寿命;另一方面凸轮的第一斜槽促进第一板体金属向下流动、凸轮的第二斜槽促进第二板体金属向上流动,能有效改善搭接界面迁移,减小hook缺陷高度,提高接头力学性能。
75.其中,焊接前,上下两板之间的界面为平面,焊后变为曲面;在fsw搭接接头中,这种扭曲的界面通常被称作hook缺陷。
76.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1