一种装配式建筑钢筋桁架结构制作设备及制作方法与流程
1.本发明涉及钢筋桁架制作领域,具体为一种装配式建筑钢筋桁架结构制作设备及制作方法。
背景技术:
2.以钢筋为上弦、下弦及腹杆,通过电阻点焊连接而成的桁架叫做钢筋桁架,将该小桁架与压型钢板焊接,然后通过现浇混凝土而制成的,钢筋桁架楼承板具有整体刚度大、抗震性能好的优点,并因其施工周期短、施工质量易控制,近年来在国内外在很多工程上得到了广泛应用,在对钢筋桁架生产过程中,通常需要对多组钢筋进行处理,印象需要一种设备。
3.现有的钢筋桁架在生产过程中,通常会采用一组主钢筋外侧焊接斜撑钢筋,随后在斜撑钢筋底端在焊接固定钢筋进行限位,现有的桁架为了方便对钢板进行限位以及固定,通常会对斜撑钢筋的底端进行弯折形成支撑架,但是现有的设备通常都是在斜撑钢筋弯折后进行焊接的,通常都是在弯折上方进行焊接的,单纯的通过斜撑钢筋的侧面对固定钢筋进行限位,如果在弯折位置将斜撑钢筋与固定钢筋进行焊接,由于弯折的位置以及焊接的位置会导致固定钢筋与弯折位置之间产生一定的缝隙,从而影响焊接效果。
技术实现要素:
4.基于此,本发明的目的是提供一种装配式建筑钢筋桁架结构制作设备及制作方法,以解决焊接效果差的技术问题。
5.为实现上述目的,本发明提供如下技术方案:一种装配式建筑钢筋桁架结构制作设备,包括固定架,所述固定架的上方安装有两组固定钢筋、两组斜撑钢筋以及主钢筋,且两组斜撑钢筋顶端与主钢筋的两侧贴合,固定钢筋与斜撑钢筋的侧壁贴合,所述固定架的两侧皆安装有限位架,所述限位架的顶端通过连接机构安装有第一气缸,所述第一气缸的输出端连接有限位夹,且限位夹的内槽正对固定架,所述限位夹底端安装多组倾斜设置的移动焊头,所述移动焊头的顶端延伸至限位夹的内部,所述移动焊头的一侧安装有电阻箱,且限位夹与电阻箱之间连接有弹簧,所述限位架的内部安装有履带,且履带与固定架的底部贴合,所述固定架的上方安装有第二气缸,所述第二气缸的输出端连接有焊接头,且焊接头与主钢筋与斜撑钢筋连接位置对齐,所述固定架的内部对称安装有两组电磁缸,且每组电磁缸的输出端皆连接有顶板,且每组顶板皆与固定架转动连接,所述顶板与限位夹平行设置。
6.通过采用上述技术方案,能够方便的对钢筋进行折弯,且在折弯过程中,通过移动焊头以及焊接头对钢筋进行焊接,且焊接过程中移动焊头能够根据钢筋折弯的位置进行移动,从而对钢筋弯折部位进行全面焊接,提高焊接效果。
7.本发明进一步设置为,所述限位夹的顶端连接有连接板,且连接板侧面连接有导线,所述导线延伸至限位夹的内部与移动焊头接通,导线位于限位夹内部为螺旋线。
8.通过采用上述技术方案,能够方便移动焊头移动,且在移动过程中,通过导线对移动焊头进行接通。
9.本发明进一步设置为,所述限位夹的内部开设有滑槽,且移动焊头通过滑槽与限位夹滑动连接,且滑槽的一侧延伸至限位夹的外侧与电阻箱相适配,所述弹簧也位于限位夹的外侧。
10.通过采用上述技术方案,能够方便弹簧对移动焊头进行限位,并在焊接结束后,推动移动焊头回位。
11.本发明进一步设置为,所述固定架的侧壁安装有过滤网,两组所述履带之间位于固定架的内部连接有转轴,所述转轴的外壁套接有两组传动齿,每组传动齿的外侧皆套接有传送带,每组所述传送带的内部皆连接有传送轴,且传送轴的端部连接有扇叶,所述扇叶与过滤网对齐。
12.通过采用上述技术方案,能够在履带转动时,带动扇叶转动,使扇叶能够推动气流流动,从而对钢筋焊接位置进行冷却。
13.本发明进一步设置为,所述限位架的内壁安装有回收盒,且回收盒位于履带的端部下方,所述履带的两侧皆安装有支撑板。
14.通过采用上述技术方案,能够方便的对焊接时产生的残渣进行清除,并通过回收盒对残渣进行回收。
15.本发明进一步设置为,所述第一气缸与限位架之间的连接机构为支撑架,且支撑架为圆弧板,所述顶板转动时端部沿着支撑架内壁移动。
16.通过采用上述技术方案,通过支撑架能够对顶板移动进行限位,使残渣在顶板上时不会掉落到设备上。
17.本发明进一步设置为,所述电磁缸的输出端连接有输出杆,且输出杆的两侧皆安装有滑动杆,所述顶板的内壁开设有限位槽,所述顶板通过限位槽与滑动杆滑动连接。
18.通过采用上述技术方案,能够方便电磁缸推动顶板转动。
19.一种装配式建筑钢筋桁架结构制作方法,包括以下步骤:
20.步骤一:通过外界的送料设备对固定钢筋与主钢筋进行运输,将斜撑钢筋放置在固定架上,并使斜撑钢筋的顶端与主钢筋侧壁贴合,使斜撑钢筋的侧壁与固定钢筋贴合,斜撑钢筋的底端与履带的顶端贴合,从而完成对斜撑钢筋的安装,履带带动斜撑钢筋随主钢筋、固定钢筋同步移动;
21.步骤二:启动第一气缸,第一气缸的输出端推动限位夹与固定钢筋的外壁贴合,使固定钢筋能够在限位夹内进行移动,此时移动焊头位于固定钢筋的下方一侧;
22.步骤三:当固定钢筋与斜撑钢筋贴合位置移动到顶板位置后,停止外界的送料设备,启动第二气缸,第二气缸推动多组焊接头移动并对主钢筋与斜撑钢筋连接位置进行焊接;
23.步骤四:启动电磁缸,电磁缸的输出端推动顶板移动,使顶板挤压斜撑钢筋底端位置,使斜撑钢筋底端环绕固定钢筋进行弯折,而且此时限位夹能够对固定钢筋进行限位固定;
24.步骤五:折弯过程中,通过导线接通移动焊头,使移动焊头间歇启动,使移动焊头对固定钢筋与斜撑钢筋之间连接处进行点焊,而且在折弯过程中,弯折的斜撑钢筋会挤压
移动焊头,使移动焊头在滑槽内滑动并挤压弹簧,移动焊头能够始终对准斜撑钢筋弯折与固定钢筋贴合的位置,从而能够对斜撑钢筋与固定钢筋的弯曲连接位置进行焊接;
25.步骤六:焊接结束后,通过电磁缸带动顶板归位,此时过程中,焊渣会随着顶板下落到履带上;
26.步骤七:启动履带与外界送料设备对多组钢筋进行移动,在履带的带动下,将焊渣送入到限位架底端安装的回收盒内;
27.步骤八:履带移动过程中,会通过转轴带动传送带转动,传送带带动扇叶转动,扇叶推动空腔从过滤网排出,使气流能够对固定钢筋与斜撑钢筋之间的焊接位置进行快速冷却。
28.综上所述,本发明主要具有以下有益效果:
29.1、本发明通过设置的顶板、第一气缸、限位夹、移动焊头以及电磁缸,能够在需要对固定钢筋以及斜撑钢筋位置进行焊接时,通过履带与外界送料设备对固定钢筋以及斜撑钢筋进行同步移动,使固定钢筋与斜撑钢筋的连接位置移动到移动焊头对准的位置,随后通过电磁缸推动顶板移动,顶板对斜撑钢筋的底端进行弯折,且此时接通移动焊头,使移动焊头对固定钢筋与斜撑钢筋的连接位置进行焊接,且在弯折过程中,能够使弯曲的斜撑钢筋能够推动移动焊头移动,使移动焊头始终对准固定钢筋与斜撑钢筋的连接位置,能够充分对固定钢筋与斜撑钢筋连接位置进行焊接,提高了焊接效果,有效解决了焊接效果差的问题。
30.2、本发明通过设置的顶板以及履带,能够在焊接过程中,通过顶板对焊接时产生脱落的焊渣进行收集,并在顶板回位时,使焊接落在履带上,通过履带带动焊接落在限位架内开设的回收盒内,能够方便的对焊渣进行回收,方便对设备进行清理。
31.3、本发明还通过设置的过滤网、转轴、传送带以及扇叶,能够在对钢筋进行移动过程中,使钢筋焊接位置移动到过滤网外侧,并通过转轴带动传送带转动,传送带带动扇叶转动,扇叶将带动空气穿过过滤网,对钢筋焊接位置进行快速降温,提高散热效率。
附图说明
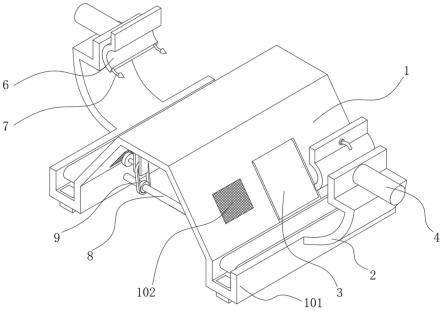
32.图1为本发明的结构示意图;
33.图2为本发明的剖面结构示意图;
34.图3为本发明的风扇安装位置结构示意图;
35.图4为本发明的履带安装结构示意图;
36.图5为本发明的履带局部结构示意图;
37.图6为本发明的电磁缸结构示意图;
38.图7为本发明的电磁缸与顶板卡合结构示意图;
39.图8为本发明的限位夹剖面结构示意图;
40.图9为本发明的限位夹背面结构示意图。
41.图中:1、固定架;101、限位架;102、过滤网;2、支撑架;3、顶板;301、限位槽;4、第一气缸;5、履带;501、支撑板;6、限位夹;601、连接板;602、导线;603、滑槽;604、弹簧;7、移动焊头;701、电阻箱;8、转轴;801、传动齿;9、传送带;901、扇叶;10、固定钢筋;11、斜撑钢筋;12、主钢筋;13、第二气缸;14、焊接头;15、电磁缸;1501、输出杆;1502、滑动杆。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
43.下面根据本发明的整体结构,对其实施例进行说明。
44.一种装配式建筑钢筋桁架结构制作设备,如图1至图9所示,包括固定架1,固定架1的内部对称安装有两组电磁缸15,且每组电磁缸15的输出端皆连接有顶板3,电磁缸15的输出端连接有输出杆1501,且输出杆1501的两侧皆安装有滑动杆1502,顶板3的内壁开设有限位槽301,顶板3通过限位槽301与滑动杆1502滑动连接,且每组顶板3皆与固定架1转动连接,能够通过电磁缸15推动顶板3进行转动,固定架1的上方安装有两组固定钢筋10、两组斜撑钢筋11以及主钢筋12,且两组斜撑钢筋11顶端与主钢筋12的两侧贴合,固定钢筋10与斜撑钢筋11的侧壁贴合,固定架1的两侧皆安装有限位架101,限位架101的顶端通过连接机构安装有第一气缸4,第一气缸4的输出端连接有限位夹6,能够在焊接过程中,通过限位夹6对固定钢筋10进行限位,且限位夹6的内槽正对固定架1,限位夹6底端安装多组倾斜设置的移动焊头7,移动焊头7的顶端延伸至限位夹6的内部,移动焊头7的一侧安装有电阻箱701,且限位夹6与电阻箱701之间连接有弹簧604,限位夹6的顶端连接有连接板601,且连接板601侧面连接有导线602,导线602延伸至限位夹6的内部与移动焊头7接通,导线602位于限位夹6内部为螺旋线,限位夹6的内部开设有滑槽603,且移动焊头7通过滑槽603与限位夹6滑动连接,且滑槽603的一侧延伸至限位夹6的外侧与电阻箱701相适配,弹簧604也位于限位夹6的外侧,顶板3与限位夹6平行设置,能够在对斜撑钢筋11进行弯折过程中,使斜撑钢筋11能够挤压移动焊头7,使移动焊头7随着折弯角度进行移动,移动焊头7始终与固定钢筋10与斜撑钢筋11连接位置对齐,从而使移动焊头7能够均匀准确的对固定钢筋10以及斜撑钢筋11连接位置进行焊接,提高焊接效果,限位架101的内部安装有履带5,且履带5与固定架1的底部贴合,通过履带5不仅仅能够对斜撑钢筋11进行运输,还可以对焊接后的残渣进行运输,固定架1的上方安装有第二气缸13,第二气缸13的输出端连接有焊接头14,且焊接头14与主钢筋12与斜撑钢筋11连接位置对齐,能够将斜撑钢筋11与主钢筋12进行焊接。
45.请参阅图1至图3,固定架1的侧壁安装有过滤网102,两组履带5之间位于固定架1的内部连接有转轴8,转轴8的外壁套接有两组传动齿801,每组传动齿801的外侧皆套接有传送带9,每组传送带9的内部皆连接有传送轴,且传送轴的端部连接有扇叶901,扇叶901与过滤网102对齐,能够在履带5移动过程中,带动扇叶901转动,使扇叶901带动空气流动,气流穿过过滤网102对钢筋焊接位置进行冷却。
46.请参阅图1与图4,限位架101的内壁安装有回收盒,且回收盒位于履带5的端部下方,履带5的两侧皆安装有支撑板501,能够方便的对焊渣进行回收。
47.请参阅图1与图2,第一气缸4与限位架101之间的连接机构为支撑架2,且支撑架2为圆弧板,顶板3转动时端部沿着支撑架2内壁移动,能够对焊接时产生的焊渣进行收集,通过顶板3与支撑架2之间的滑动,对焊接进行运输,使焊渣能够落在履带5上。
48.请参阅图1至图9,一种装配式建筑钢筋桁架结构制作方法,包括以下步骤:
49.步骤一:通过外界的送料设备对固定钢筋与主钢筋进行运输,将斜撑钢筋放置在固定架上,并使斜撑钢筋的顶端与主钢筋侧壁贴合,使斜撑钢筋的侧壁与固定钢筋贴合,斜
撑钢筋的底端与履带的顶端贴合,从而完成对斜撑钢筋的安装,履带带动斜撑钢筋随主钢筋、固定钢筋同步移动;
50.步骤二:启动第一气缸,第一气缸的输出端推动限位夹与固定钢筋的外壁贴合,使固定钢筋能够在限位夹内进行移动,此时移动焊头位于固定钢筋的下方一侧;
51.步骤三:当固定钢筋与斜撑钢筋贴合位置移动到顶板位置后,停止外界的送料设备,启动第二气缸,第二气缸推动多组焊接头移动并对主钢筋与斜撑钢筋连接位置进行焊接;
52.步骤四:启动电磁缸,电磁缸的输出端推动顶板移动,使顶板挤压斜撑钢筋底端位置,使斜撑钢筋底端环绕固定钢筋进行弯折,而且此时限位夹能够对固定钢筋进行限位固定;
53.步骤五:折弯过程中,通过导线接通移动焊头,使移动焊头间歇启动,使移动焊头对固定钢筋与斜撑钢筋之间连接处进行点焊,而且在折弯过程中,弯折的斜撑钢筋会挤压移动焊头,使移动焊头在滑槽内滑动并挤压弹簧,移动焊头能够始终对准斜撑钢筋弯折与固定钢筋贴合的位置,从而能够对斜撑钢筋与固定钢筋的弯曲连接位置进行焊接;
54.步骤六:焊接结束后,通过电磁缸带动顶板归位,此时过程中,焊渣会随着顶板下落到履带上;
55.步骤七:启动履带与外界送料设备对多组钢筋进行移动,在履带的带动下,将焊渣送入到限位架底端安装的回收盒内;
56.步骤八:履带移动过程中,会通过转轴带动传送带转动,传送带带动扇叶转动,扇叶推动空腔从过滤网排出,使气流能够对固定钢筋与斜撑钢筋之间的焊接位置进行快速冷却。
57.本发明的工作原理为:在对设备进行使用时,各组钢筋安装需要组装在一起,随后送入到固定架1内,将并通过外界的送料设备对固定钢筋10与主钢筋12进行运输,将斜撑钢筋11放置在固定架1上,并使斜撑钢筋11的顶端与主钢筋12侧壁贴合,使斜撑钢筋11的侧壁与固定钢筋10贴合,斜撑钢筋11的底端与履带5的顶端贴合,从而完成对斜撑钢筋11的安装,并通过履带5带动斜撑钢筋11随主钢筋12、固定钢筋10同步移动,且在对固定钢筋10安装后,启动第一气缸4,第一气缸4的输出端推动限位夹6与固定钢筋10的外壁贴合,使固定钢筋10能够在限位夹6内进行移动,此时移动焊头7位于固定钢筋10的下方一侧,在送料设备以及履带5的运行下,各组钢筋同步移动,当固定钢筋10与斜撑钢筋11贴合位置移动到顶板3位置后,停止外界的送料设备,启动第二气缸13,第二气缸13推动多组焊接头14移动并对主钢筋12与斜撑钢筋11连接位置进行焊接,随后启动电磁缸15,电磁缸15的输出端推动顶板3移动,使顶板3挤压斜撑钢筋11底端位置,使斜撑钢筋11底端环绕固定钢筋10进行弯折,而且此时限位夹6能够对固定钢筋10进行限位固定,避免在弯折过程中导致固定钢筋10发生弯曲,且在折弯过程中,通过导线602接通移动焊头7,使移动焊头7间歇启动,使移动焊头7对固定钢筋10与斜撑钢筋11之间连接处进行点焊,而且在折弯过程中,弯折的斜撑钢筋11会挤压移动焊头7,使移动焊头7在滑槽603内滑动并挤压弹簧604,移动焊头7能够始终对准斜撑钢筋11弯折与固定钢筋10贴合的位置,从而能够对斜撑钢筋11与固定钢筋10的弯曲连接位置进行焊接,从而有效提高焊接效果,不仅仅只是在连接位置表面进行焊接,提高了焊接效果,而且在顶板3对斜撑钢筋11进行完全弯折后,顶板3位于斜撑钢筋11与固定钢筋
10焊接位置的下方,在焊接过程中会产生一定量的焊渣,脱落的焊接会堆积在顶板3的上方,当焊接结束后,通过电磁缸15带动顶板3归位,此时过程中,焊渣会随着顶板3下落到履带5上,并在履带5的带动下,将焊渣送入到限位架101底端安装的回收盒内,并通过对回收盒进行拆卸,对其中的焊渣进行回收,能够避免焊接堆积在设备内,方便对设备进行清理,当顶板3回位后,启动履带5以及外界的送料设备对多组钢筋进行同步移动,使弯折的斜撑钢筋11离开顶板3与移动焊头7位置,此时移动焊头7在弹簧604的推动下回位,而且在对履带5移动过程中,会通过转轴8带动传送带9转动,传送带9带动扇叶901转动,扇叶901推动空腔从过滤网102排出,使气流能够对固定钢筋10与斜撑钢筋11之间的焊接位置进行快速冷却,方便后续处理,提高了使用效率。
58.尽管已经示出和描述了本发明的实施例,但本具体实施例仅仅是对本发明的解释,其并不是对发明的限制,描述的具体特征、结构、材料或者特点可以在任何一个或多个实施例或示例中以合适的方式结合,本领域技术人员在阅读完本说明书后可在不脱离本发明的原理和宗旨的情况下,可以根据需要对实施例做出没有创造性贡献的修改、替换和变型等,但只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1