用于工件焊接的方法、处理器、焊接系统及存储介质与流程
本发明涉及焊接领域,具体地涉及一种用于工件焊接的方法、处理器、焊接系统及存储介质。
背景技术:
1、工程机械正快速轻量化方向发展,因此越来越多的工程机械结构件采用高强钢制作。为了提高高强钢结构件的焊接质量,通常都对高强钢结构件进行焊前预热。现有技术中,焊前预热通常采用人工火焰预热方式,该方式需要较长的焊接等待时间,故存在焊接效率较低的问题。
技术实现思路
1、本发明实施例的目的是提供一种用于工件焊接的方法、处理器、焊接系统及存储介质,以解决现有技术存在的焊接效率较低的问题。
2、为了实现上述目的,本发明实施例第一方面提供一种用于工件焊接的方法,应用于焊接系统,焊接系统包括预热机器人和焊接机器人,预热机器人和焊接机器人设置于回转部件上,预热机器人用于对工件进行预热,焊接机器人用于对预热后的工件进行焊接,方法包括:
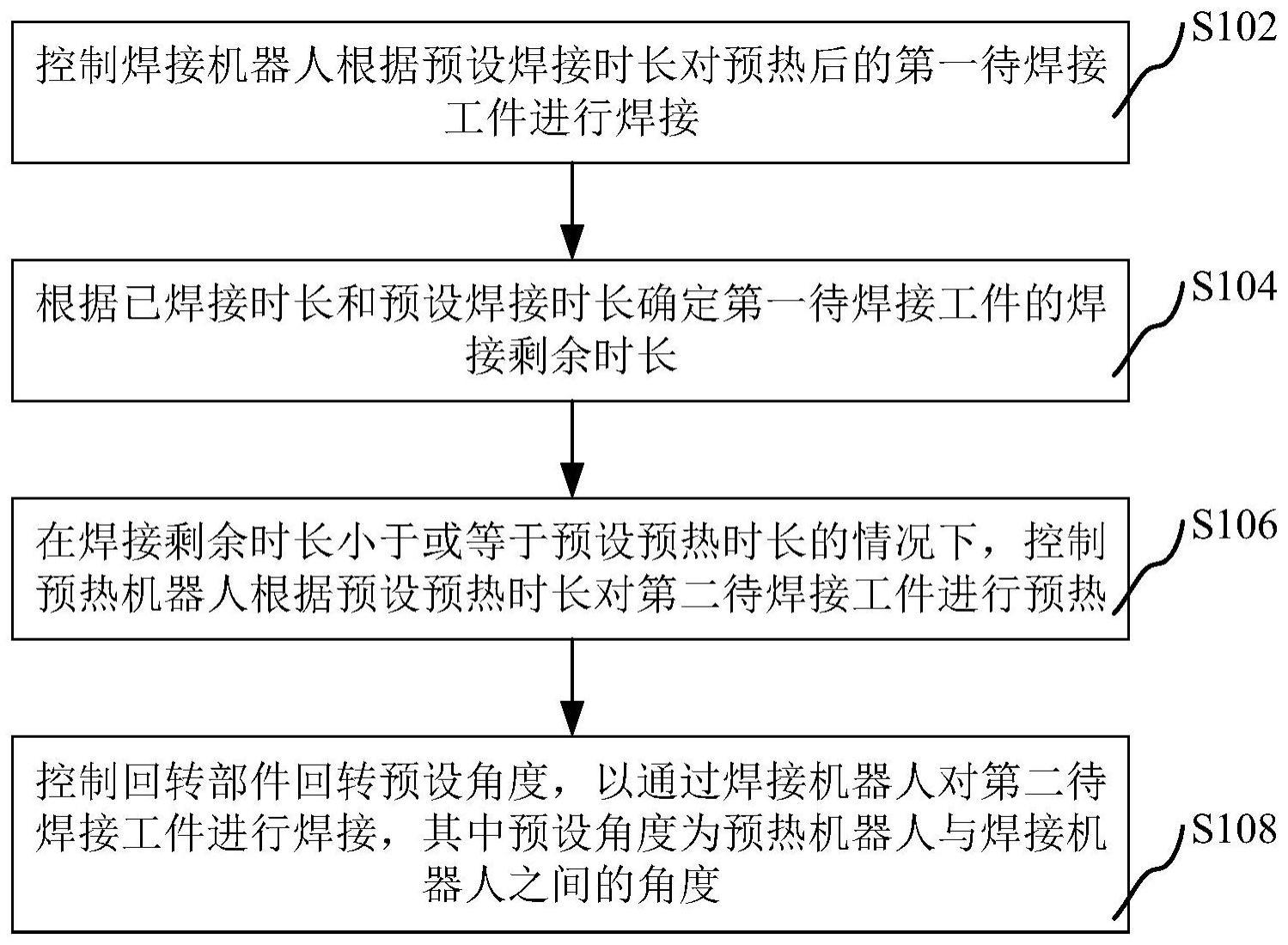
3、控制焊接机器人根据预设焊接时长对预热后的第一待焊接工件进行焊接;
4、根据已焊接时长和预设焊接时长确定第一待焊接工件的焊接剩余时长;
5、在焊接剩余时长小于或等于预设预热时长的情况下,控制预热机器人根据预设预热时长对第二待焊接工件进行预热;
6、控制回转部件回转预设角度,以通过焊接机器人对第二待焊接工件进行焊接,其中预设角度为预热机器人与焊接机器人之间的角度。
7、在本发明实施例中,在控制预热机器人根据预设预热时长对第二待焊接工件进行预热之后,还包括:获取第二待焊接工件的温度;将温度与预设预热温度进行比较;在温度小于预设预热温度的情况下,控制预热机器人继续预热,直至温度达到预设预热温度。
8、在本发明实施例中,用于工件焊接的方法还包括:在预热温度等于预设预热温度的情况下,控制预热机器人停止预热。
9、在本发明实施例中,预设预热时长的确定包括:获取焊接系统的环境温度;将环境温度与预设环境温度进行比较,以确定环境温度所在的实际温度区间;基于预存储的温度区间与预热时长的关系,根据实际温度区间确定预设预热时长。
10、在本发明实施例中,用于工件焊接的方法还包括:基于预存储的温度区间与预热温度的关系,根据实际温度区间确定预设预热温度。
11、在本发明实施例中,预设环境温度包括第一预设环境温度和第二预设环境温度,其中第一预设环境温度大于第二预设环境温度;温度区间包括环境温度大于第一预设环境温度的第一温度区间、环境温度大于第二预设环境温度且小于或等于第一预设环境温度的第二温度区间以及环境温度小于或等于第二预设环境温度的第三温度区间;预存储的温度区间与预热时长的关系包括:在温度区间为第一温度区间的情况下,预热时长为第一预热时长;在温度区间为第二温度区间的情况下,预热时长为第一预热时长与第二预热时长的和,其中第二预热时长为预设时长与第一补偿系数的乘积,第一补偿系数大于1;在温度区间为第三温度区间的情况下,预热时长为第一预热时长与第三预热时长的和,其中第三预热时长为预设时长与第二补偿系数的乘积,第二补偿系数大于第一补偿系数。
12、在本发明实施例中,预存储的温度区间与预热温度的关系包括:在温度区间为第一温度区间的情况下,预热温度为第一预热温度;在温度区间为第二温度区间的情况下,预热温度为第一预热温度与第二预热温度的和;在温度区间为第三温度区间的情况下,预热温度为第一预热温度与第三预热温度的和,其中第三预热温度大于第二预热温度。
13、在本发明实施例中,第一补偿系数的取值范围为1至1.5,第二补偿系数的取值范围为1.5至2。
14、在本发明实施例中,第一预热温度的取值范围为50℃至150℃,第二预热温度的取值范围为10℃至30℃,第三预热温度的取值范围为30℃至50℃。
15、在本发明实施例中,第一预设环境温度包括0℃,第二预设环境温度包括-10℃。
16、在本发明实施例中,在控制回转部件回转预设角度之前,用于工件焊接的方法还包括:通过搬运机器人将第一待焊接工件搬离焊接系统。
17、本发明实施例第二方面提供一种处理器,被配置成执行根据上述的用于工件焊接的方法。
18、本发明实施例第三方面提供一种焊接系统,包括:回转部件;预热机器人,设置于回转部件上,预热机器人用于对工件进行预热;焊接机器人,设置于回转部件上,焊接机器人用于对预热后的工件进行焊接;以及根据上述的处理器。
19、在本发明实施例中,焊接系统还包括:第一温度检测装置,用于检测工件的温度;第二温度检测装置,用于检测焊接系统的环境温度。
20、在本发明实施例中,焊接系统还包括:搬运机器人,用于将工件搬离焊接系统。
21、在本发明实施例中,焊接系统还包括:工件放置台,用于放置工件。
22、在本发明实施例中,工件放置台包括变位机,用于调整预热机器人和/或焊接机器人与工件的相对位置。
23、本发明实施例第四方面提供一种机器可读存储介质,该机器可读存储介质上存储有指令,该指令在被处理器执行时使得处理器执行根据上述的用于工件焊接的方法。
24、上述用于工件焊接的方法,通过控制焊接机器人根据预设焊接时长对预热后的第一待焊接工件进行焊接,并根据已焊接时长和预设焊接时长确定第一待焊接工件的焊接剩余时长,在焊接剩余时长小于或等于预设预热时长的情况下,控制预热机器人根据预设预热时长对第二待焊接工件进行预热,进而控制回转部件回转预设角度,以通过焊接机器人对第二待焊接工件进行焊接。上述方法通过采用焊接机器人和预热机器人双工位工作的方式,在第一待焊接工件的焊接剩余时长小于或等于预设预热时长的时候启动预热机器人根据预设预热时长对第二待焊接工件进行预热,进而通过控制回转部件回转以通过焊接机器人对第二待焊接工件进行焊接,实现了预热和焊接之间的零等待,有效减少了预热后的焊接等待时间,提高了焊接效率,降低了能源消耗,不需要在等待焊接的过程中再次启动预热,也避免了预热冗余的设计。
25、本发明实施例的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种用于工件焊接的方法,其特征在于,应用于焊接系统,所述焊接系统包括预热机器人和焊接机器人,所述预热机器人和所述焊接机器人设置于回转部件上,所述预热机器人用于对工件进行预热,所述焊接机器人用于对预热后的工件进行焊接,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,在所述控制所述预热机器人根据所述预设预热时长对第二待焊接工件进行预热之后,还包括:
3.根据权利要求2所述的方法,其特征在于,还包括:
4.根据权利要求1所述的方法,其特征在于,所述预设预热时长的确定包括:
5.根据权利要求4所述的方法,其特征在于,还包括:
6.根据权利要求4所述的方法,其特征在于,所述预设环境温度包括第一预设环境温度和第二预设环境温度,其中所述第一预设环境温度大于所述第二预设环境温度;所述温度区间包括环境温度大于所述第一预设环境温度的第一温度区间、环境温度大于所述第二预设环境温度且小于或等于所述第一预设环境温度的第二温度区间以及环境温度小于或等于所述第二预设环境温度的第三温度区间;所述预存储的温度区间与预热时长的关系包括:
7.根据权利要求6所述的方法,其特征在于,所述预存储的温度区间与预热温度的关系包括:
8.根据权利要求6所述的方法,其特征在于,所述第一补偿系数的取值范围为1至1.5,所述第二补偿系数的取值范围为1.5至2。
9.根据权利要求7所述的方法,其特征在于,所述第一预热温度的取值范围为50℃至150℃,所述第二预热温度的取值范围为10℃至30℃,所述第三预热温度的取值范围为30℃至50℃。
10.根据权利要求6所述的方法,其特征在于,所述第一预设环境温度包括0℃,所述第二预设环境温度包括-10℃。
11.根据权利要求1所述的方法,其特征在于,在所述控制所述回转部件回转预设角度之前,所述方法还包括:
12.一种处理器,其特征在于,被配置成执行根据权利要求1至11中任意一项所述的用于工件焊接的方法。
13.一种焊接系统,其特征在于,包括:
14.根据权利要求13所述的焊接系统,其特征在于,还包括:
15.根据权利要求13所述的焊接系统,其特征在于,还包括:
16.根据权利要求13所述的焊接系统,其特征在于,还包括:
17.根据权利要求16所述的焊接系统,其特征在于,所述工件放置台包括变位机,用于调整所述预热机器人和/或所述焊接机器人与所述工件的相对位置。
18.一种机器可读存储介质,该机器可读存储介质上存储有指令,其特征在于,该指令在被处理器执行时使得所述处理器执行根据权利要求1至11中任意一项所述的用于工件焊接的方法。
技术总结
本发明实施例提供一种用于工件焊接的方法、处理器、焊接系统及存储介质,属于焊接领域。用于工件焊接的方法应用于焊接系统,焊接系统包括预热机器人和焊接机器人,预热机器人和焊接机器人设置于回转部件上,预热机器人用于对工件进行预热,焊接机器人用于对预热后的工件进行焊接,方法包括:控制焊接机器人根据预设焊接时长对预热后的第一待焊接工件进行焊接;根据已焊接时长和预设焊接时长确定第一待焊接工件的焊接剩余时长;在焊接剩余时长小于或等于预设预热时长的情况下,控制预热机器人根据预设预热时长对第二待焊接工件进行预热;控制回转部件回转预设角度,以通过焊接机器人对第二待焊接工件进行焊接。本发明可以提高焊接效率。
技术研发人员:曹瑜琦,易伟,陈林,倪川皓,李建宇,谭星
受保护的技术使用者:中联重科股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!