一种金属橡胶空间波纹丝制作装置的制作方法
1.本发明属于金属橡胶生产领域,具体涉及一种金属橡胶空间波纹丝制作装置。
背景技术:
2.金属橡胶产品是以直径为0.05~0.3mm的金属丝为原材料,经特殊制备工艺成形的结构件,可广泛应用于高温、低温、大温差、高真空及腐蚀环境等特殊工况下的阻尼减振、密封、过滤及热传导结构中。在航空、航天、汽车工业及特殊联轴器等领域中,金属橡胶成为普通橡胶的最佳替代品。传统制备金属橡胶构件的基本步骤如下:首先,选择合适的金属丝,卷制成螺旋卷(该螺旋卷形状如同细长的拉伸弹簧);其二,根据所需金属橡胶构件的结构形式和工作特点,拉伸螺旋卷以改变螺距(经拉伸后的螺旋卷如同细长的压缩弹簧),以利于成型时螺旋卷之间的牢固嵌合;其三,将拉伸后的螺旋卷按一定规律缠绕到缠绕工装后;其四,从缠绕工装卸下弹簧丝,制成坯料并冷压成型;最后,进行后期制作,制备出合格的金属橡胶产品。
技术实现要素:
3.本发明的目的在于提供一种金属橡胶空间波纹丝制作装置,该装置采用新的制作工艺,简化了制作流程,提高了制作效率,且制作装置本身结构简单,易于维护。
4.本发明提供一种金属橡胶空间波纹丝制作装置,构成该装置包括:第一横向压丝轮、第二横向压丝轮、第一纵向压丝轮和第二纵向压丝轮;其中:所述第一横向压丝轮和所述第二横向压丝轮相对转动,用于将所述金属丝碾压成平面波纹状;所述第一纵向压丝轮和所述第二纵向压丝轮相对转动,用于将所述金属丝碾压成空间波纹状。
5.进一步地,所述第一横向压丝轮和所述第二横向压丝轮的轴线平行,所述第一纵向压丝轮和所述第二纵向压丝轮的轴线平行,所述第一横向压丝轮与所述第一纵向压丝轮的轴线相互垂直。
6.进一步地,所述第一横向压丝轮、第二横向压丝轮、第一纵向压丝轮和第二纵向压丝轮均采用直齿轮。
7.进一步地,所述金属橡胶空间波纹丝制作装置,还包括:第一横向压丝传动齿轮、第二横向压丝传动齿轮、第一纵向压丝传动齿轮和第二纵向压丝传动齿轮;所述第一横向压丝传动齿轮与所述第一横向压丝轮同轴固定,所述第二横向压丝传动齿轮与所述第二横向压丝轮同轴固定,所述第一横向压丝传动齿轮与所述第二横向压丝传动齿轮啮合传动,带动所述第一横向压丝轮和所述第二横向压丝轮转动;所述第一纵向压丝传动齿轮与所述第一纵向压丝轮同轴固定,所述第二纵向压丝传动齿轮与所述第二纵向压丝轮同轴固定,所述第一纵向压丝传动齿轮与所述第二纵向压丝传动齿轮啮合传动,带动所述第一纵向压丝轮和所述第二纵向压丝轮转动。
8.进一步地,所述金属橡胶空间波纹丝制作装置,还包括:横向压丝电机、横向压丝减速器、纵向压丝电机和纵向压丝减速器;所述横向压丝电机通过所述横向压丝减速器带
动所述第一横向压丝传动齿轮或第二横向压丝传动齿轮转动;所述纵向压丝电机通过所述纵向压丝减速器带动所述第一纵向压丝传动齿轮或第二纵向压丝传动齿轮转动。
9.进一步地,所述金属橡胶空间波纹丝制作装置,还包括:横向丝导向组件和纵向丝导向组件;所述横向丝导向组件用于引导完成横向压制的金属丝的走丝方向,为所述金属丝的纵向压制提供定位;所述纵向丝导向组件用于引导完成纵向压制的金属丝的走丝方向。
10.进一步地,所述横向丝导向组件,包括两个纵向夹持柱,所述纵向夹持柱平行放置,之间留有纵向间隙,所述金属丝从所述纵向间隙中穿过;所述纵向丝导向组件,包括两个横向夹持柱,所述横向夹持柱平行放置,之间留有横向间隙,所述金属丝从所述横向间隙中穿过。
11.进一步地,所述第一横向压丝轮和第二横向压丝轮不发生直接碰撞,防止破坏已经形成的金属丝截面形状。
12.进一步地,根据权利要求1所述的一种金属橡胶空间波纹丝制作装置,其特征在于,所述第一纵向压丝轮和第二纵向压丝轮不发生直接碰撞,防止破坏已经形成的金属丝截面形状。
13.本发明的有益效果如下:
14.1.本发明提供的一种金属橡胶空间波纹丝制作装置,采用横向和纵向两组压丝轮完成金属橡胶波纹丝的制作,制作效率高,且装置结构简单、易于维护;
15.2.本发明提供的一种金属橡胶空间波纹丝制作装置,采用两组电机和减速器的驱动构件,可根据需要设置不同的压制速度,并且可以根据需要实现横向与纵向压制速度差;
16.3.本发明提供的一种金属橡胶空间波纹丝制作装置,采用横向和纵向丝导向组件,保证了压制完成的金属丝位置可控,为后续操作提供定位作用;
17.4.本发明提供的一种金属橡胶空间波纹丝制作装置,每对压轮间距可调,满足同一装置不同尺寸形状的空间波纹丝的制作。
附图说明
18.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定、在附图中:
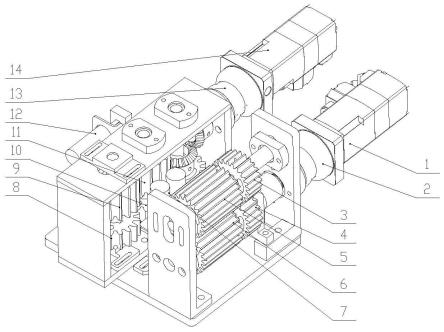
19.图1是根据本发明实施例的一种轻金属橡胶空间波纹丝制作装置的结构示意图;
20.图2是根据本发明实施例的。
21.其中:1-横向压丝电机2-横向压丝减速器3-第一横向压丝传动齿轮4-第二横向压丝传动齿轮5-第一横向压丝轮6-第二横向压丝轮7-横向丝导向组件8-第一纵向压丝传动齿轮9-第一纵向压丝轮10-第二纵向压丝传动齿轮11-第二纵向压丝轮12-纵向丝导向组件13-纵向压丝减速器14-纵向压丝电机
具体实施方式
22.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人
员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
23.本实施例提供了一种轻金属橡胶空间波纹丝制作装置,其结构如图1所示,构成该装置包括:第一横向压丝轮5、第二横向压丝轮6、第一纵向压丝轮9和第二纵向压丝轮11;其中:所述第一横向压丝轮5和所述第二横向压丝轮6相对转动,用于将所述金属丝碾压成平面波纹状;所述第一纵向压丝轮9和所述第二纵向压丝轮11相对转动,用于将所述金属丝碾压成空间波纹状。采用压丝轮的轮齿先后对金属丝进行横向和纵向的压制,使金属丝形成金属橡胶的空间波纹状,压制装置结构简单,压制效率大大提高。
24.所述第一横向压丝轮5和所述第二横向压丝轮6的轴线平行,所述第一纵向压丝轮9和所述第二纵向压丝轮11的轴线平行,所述第一横向压丝轮5与所述第一纵向压丝轮9的轴线相互垂直。在生产金属橡胶时,越具有空间性的波纹丝进行金属橡胶毛坯制作时,相互的勾连越好,压制成金属橡胶的成功率越高。而为了使波纹丝更具空间性,两对齿轮间的角度越大越好,最大为垂直,因此将两对齿轮垂直放置。
25.所述第一横向压丝轮5、第二横向压丝轮6、第一纵向压丝轮9和第二纵向压丝轮均采用直齿轮11。直齿轮是工业生产中最常用的齿轮,其易于加工和维护。
26.所述金属橡胶空间波纹丝制作装置,还包括:第一横向压丝传动齿轮3、第二横向压丝传动齿轮4、第一纵向压丝传动齿轮8和第二纵向压丝传动齿轮10;所述第一横向压丝传动齿轮3与所述第一横向压丝轮5同轴固定,所述第二横向压丝传动齿轮4与所述第二横向压丝轮6同轴固定,所述第一横向压丝传动齿轮3与所述第二横向压丝传动齿轮4啮合传动,带动所述第一横向压丝轮5和所述第二横向压丝轮6转动;所述第一纵向压丝传动齿轮8与所述第一纵向压丝轮9同轴固定,所述第二纵向压丝传动齿轮10与所述第二纵向压丝轮11同轴固定,所述第一纵向压丝传动齿轮8与所述第二纵向压丝传动齿轮10啮合传动,带动所述第一纵向压丝轮9和所述第二纵向压丝轮11转动。传动齿轮负责啮合传动,压丝齿轮负责对金属丝的成型压制。采用齿轮传动作为压丝轮的动力来源,可保证传动稳定。
27.所述金属橡胶空间波纹丝制作装置,还包括:横向压丝电机1、横向压丝减速器2、纵向压丝电机14和纵向压丝减速器13;所述横向压丝电机1通过所述横向压丝减速器2带动所述第一横向压丝传动齿轮3或第二横向压丝传动齿轮4旋转;所述纵向压丝电机14通过所述纵向压丝减速器13带动所述第一纵向压丝传动齿轮8或第二纵向压丝传动齿轮10旋转。采用两组电机和减速器的驱动构件,可根据需要设置不同的压制速度,并且可以根据需要实现横向与纵向压制速度差。
28.所述金属橡胶空间波纹丝制作装置,还包括:横向丝导向组件7和纵向丝导向组件12;所述横向丝导向组件7用于引导完成横向压制的金属丝的走丝方向,为所述金属丝的纵向压制提供定位;所述纵向丝导向组件12用于引导完成纵向压制的金属丝的走丝方向。采用横向和纵向丝导向组件,保证了压制完成的金属丝位置可控,为后续操作提供定位作用。
29.所述横向丝导向组件,包括两个纵向夹持柱,所述纵向夹持柱平行放置,之间留有纵向间隙,所述金属丝从所述纵向间隙中穿过;所述纵向丝导向组件,包括两个横向夹持柱,所述横向夹持柱平行放置,之间留有横向间隙,所述金属丝从所述横向间隙中穿过。
30.所述第一横向压丝轮5和第二横向压丝轮6不发生直接碰撞,防止破坏已经形成的金属丝截面形状;所述第一纵向压丝轮9和第二纵向压丝轮11不发生直接碰撞,防止破坏已
经形成的金属丝截面形状。
31.所述金属橡胶空间波纹丝制作装置,第一横向压丝轮5的安装轴可以上下移动调整与第二横向压丝轮6的间距;第一纵向压丝轮9的安装轴可以左右移动调整与第二纵向压丝轮10的间距;调整轴的设置可以满足压制不同形状不同尺寸的空间波纹丝。
32.优选实施例
33.金属橡胶空间波纹丝制作装置,其结构如图1所示,包括:横向压丝电机1、横向压丝减速器2、第一横向压丝传动齿轮3、第二横向压丝传动齿轮4、第一横向压丝轮5、第二横向压丝轮6、横向丝导向组件7、第一纵向压丝传动齿轮8、第一纵向压丝轮9、第二纵向压丝传动齿轮10、第二纵向压丝轮11、纵向丝导向组件12、纵向压丝减速器13、纵向压丝电机14。
34.其中,横向压丝电机1通过横向压丝减速器2带动第二横向压丝传动齿轮4旋转,通过齿轮啮合作用带动第一横向压丝传动齿轮3旋转。第二横向压丝传动齿轮4与第二横向压丝轮6同轴,第一横向压丝传动齿轮3与第一横向压丝轮5同轴。第一横向压丝轮5与第二横向压丝轮6实现了相互啮合,完成了对金属丝的横向压制。
35.纵向压丝电机14通过纵向压丝减速器13带动第二纵向压丝传动齿轮10旋转,通过齿轮啮合作用带动第一纵向压丝传动齿轮8旋转。第二纵向压丝传动齿轮10与第二纵向压丝轮11同轴,第一纵向压丝传动齿轮8与第一纵向压丝轮9同轴。第一纵向压丝轮9与第二纵向压丝轮11相互啮合,完成了对金属丝的纵向压制。
36.事实上,第一横向压丝轮5与第二横向压丝轮6之间、第一纵向压丝轮9与第二纵向压丝轮11之间,并不需要形成齿轮啮合,甚至不需要齿轮间直接接触,压制过程主要是利用齿轮齿形的挤压使金属丝发生预定形状的变形。
37.在齿轮压制时,金属丝会有偏移现象产生。横向丝导向组件7实现了对完成横向压制金属丝的导向作用,为金属丝纵向压制提供了定位。纵向丝导向组件12实现了对完成纵向压制金属丝的导向作用,为金属丝的后续操作提供了定位。在本实施例中,横向丝导向组件7和纵向丝导向组件12均包括一对(两个)夹持柱,两个夹持柱平行放置并固定位置,之间留有间隙,金属丝可从间隙中穿过,分别实现金属丝的两次行进方向的导引功能。
38.金属橡胶空间波纹丝的制作过程:
39.1.准备空间波纹丝制作时,将金属丝手动穿到第一横向压丝轮5与第二横向压丝轮6之间;
40.2.点动横向压丝电机1,带动第一横向压丝轮5与第二横向压丝轮6旋转,完成金属丝横向压制;
41.3.使金属丝穿过横向丝导向组件7;
42.4.点动纵向压丝电机14电机,带动第一纵向压丝轮9与第二纵向压丝轮11旋转,完成金属丝纵向压制;
43.5.使金属丝穿过纵向丝导向组件12;
44.6.将电机由点动调整为自动,进行空间波纹丝的制作。
45.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的技术人员来说是显而易见的,本文中所定义的一般原理可以在不脱离本发明范围的情况下,在其他实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1