板材拼接装置的制作方法
1.本发明涉及板材加工设备技术领域,具体地涉及一种板材拼接装置。
背景技术:
2.在板材加工过程中经常需要将多块大幅面的板材拼接成一块整体板材,在拼接过程中,板材拼接间隙的控制方法会直接影响拼板焊接质量,若上述板材在拼接前以任意位置、任意角度放置在拼接平台上,则会导致板材之间的间隙不均匀且错边量较大,拼接装置无法准确定位板材在拼接平台上的相对位置。目前大幅面板材尺寸大、重量大,在抓取定位时操作比较困难,现有技术一般是通过搬运机器人配合电永磁铁进行抓取,抓取后将板材直接摆放在拼接平台上,或者采用人工吊装拼接,但该种方式中板材拼接的间隙精度主要由搬运机器人的精度、视觉精度、板材自身精度、摆放过程中滑移等影响,导致仍然存在板材拼接间隙值不可控,难以实现高精度的定位的缺点。
技术实现要素:
3.本发明实施例的目的是提供一种板材拼接装置,该板材拼接装置结构简单,用于拼接板材时能够使得两块板材之间的间隙值可控,且拼接精度高。
4.为了实现上述目的,本发明实施例提供一种板材拼接装置,板材拼接装置包括:
5.拼接平台,拼接平台上设有第一板材放置区域、第二板材放置区域和可升降地设置在第一板材放置区域、第二板材放置区域之间的限位板,第一板材放置区域用于放置第一板材,第二板材放置区域用于放置第二板材;
6.夹紧机构,包括用于夹取第一板材、第二板材的第一夹紧组件、第二夹紧组件,第一夹紧组件和第二夹紧组件能够相向移动;
7.控制器,与夹紧机构、限位板信号连接,控制器被配置成:
8.控制限位板升起到拼接平台的上方;
9.控制第一夹紧组件、第二夹紧组件分别夹紧第一板材、第二板材;
10.控制第一夹紧组件、第二夹紧组件均朝所述限位板移动;
11.确定第一板材、第二板材的侧边均与限位板紧贴;
12.控制限位板运动到拼接平台的下方;
13.控制第一夹紧组件、第二夹紧组件相向移动预设距离。
14.在本发明的实施例中,板材拼接装置还包括:
15.横向调节机构,包括用于分别横向调节第一夹紧组件、第二夹紧组件位置的第一横向调节组件和第二横向调节组件;
16.控制第一夹紧组件、第二夹紧组件均朝限位板移动包括:
17.控制第一横向调节组件带动第一夹紧组件朝限位板移动;
18.控制第二横向调节组件带动第二夹紧组件朝限位板移动。
19.在本发明的实施例中,控制第一夹紧组件、第二夹紧组件相向移动预设距离包括:
20.控制第一横向调节组件带动第一夹紧组件朝第二夹紧组件移动预设距离;
21.控制第二横向调节组件带动第二夹紧组件朝第一夹紧组件移动预设距离。
22.在本发明的实施例中,第一夹紧组件包括用于分别夹紧第一板材纵向两端的第一夹紧件和第二夹紧件;
23.第一横向调节组件包括用于分别调节第一夹紧件、第二夹紧件横向位置的第一横向调节件和第二横向调节件;
24.控制第一横向调节组件带动第一夹紧组件朝限位板移动包括:
25.控制第一横向调节件带动第一夹紧件朝限位板移动;
26.控制第二横向调节件带动第二夹紧件朝限位板移动。
27.在本发明的实施例中,板材拼接装置还包括:
28.驱动机构,与控制器信号连接并包括用于分别驱动第一横向调节件、第二横向调节件的第一驱动电机、第二驱动电机;
29.确定第一板材的侧边与限位板紧贴包括:
30.确定第一驱动电机、第二驱动电机均处于转矩模式;
31.获取第一驱动电机的第一外部负载转矩和第二驱动电机的第二外部负载转矩;
32.判断第一外部负载转矩是否大于第一预设输出转矩;
33.判断第二外部负载转矩是否大于第二预设输出转矩;
34.在第一外部负载转矩大于第一预设输出转矩且第二外部负载转矩大于第二预设输出转矩的情况下,确定第一板材的侧边与限位板紧贴。
35.在本发明的实施例中,第二夹紧组件包括用于分别夹紧第二板材纵向两端的第三夹紧件和第四夹紧件;
36.第二横向调节组件包括用于分别调节第三夹紧件、第四夹紧件横向位置的第三横向调节件、第四横向调节件;
37.控制第二横向调节组件带动第二夹紧组件朝限位板移动包括:
38.控制第三横向调节件带动第三夹紧件朝限位板移动;
39.控制第四横向调节件带动第四夹紧件朝限位板移动。
40.在本发明的实施例中,驱动机构还包括用于分别驱动第三横向调节件、第四横向调节件的第三驱动电机和第四驱动电机;
41.确定第二板材的侧边与限位板紧贴包括:
42.确定第三驱动电机、第四驱动电机均处于转矩模式;
43.获取第三驱动电机的第三外部负载转矩和第四驱动电机的第四外部负载转矩;
44.判断第三外部负载转矩是否大于第三预设输出转矩;
45.判断第四外部负载转矩是否大于第四预设输出转矩;
46.在第三外部负载转矩大于第三预设输出转矩且第四外部负载转矩大于第四预设输出转矩的情况下,确定第二板材的侧边与限位板紧贴。
47.在本发明的实施例中,板材拼接装置还包括:
48.纵向调节机构,与控制器信号连接并用于调节第一板材、第二板材的纵向位置;
49.控制器进一步被配置成:
50.在第一板材、第二板材的侧边均与限位板紧贴后,控制纵向调节机构将第一板材
和第二板材调节至预设纵向位置;
51.控制纵向调节机构停止;
52.控制限位板运动到拼接平台的下方。
53.在本发明的实施例中,纵向调节机构包括用于分别调节第一夹紧件、第三夹紧件纵向位置的第一纵向调节件和第二纵向调节件;
54.控制纵向调节机构将第一板材和第二板材调节至预设纵向位置包括:
55.控制第一纵向调节件带动第一夹紧件纵向移动;
56.控制第二纵向调节件带动第三夹紧件纵向移动;
57.确定第一板材移动至预设纵向位置;
58.确定第二板材移动至预设纵向位置。
59.在本发明的实施例中,驱动机构还包括:
60.第五驱动电机,用于驱动第一纵向调节件;
61.确定第一板材移动至预设纵向位置包括:
62.确定第五驱动电机处于转矩模式;
63.获取第五驱动电机的第五外部负载转矩;
64.判断第五外部负载转矩是否大于第五预设输出转矩;
65.在第五外部负载转矩大于第五预设输出转矩的情况下,确定第一板材移动至预设纵向位置。
66.在本发明的实施例中,驱动机构还包括:
67.第六驱动电机,用于驱动第二纵向调节件;
68.确定第二板材移动至预设纵向位置包括:
69.确定第六驱动电机处于转矩模式;
70.获取第六驱动电机的第六外部负载转矩;
71.判断第六外部负载转矩是否大于第六预设输出转矩;
72.在第六外部负载转矩大于第六预设输出转矩的情况下,确定第二板材移动至预设纵向位置。
73.在本发明的实施例中,控制器进一步被配置成:
74.在第一板材、第二板材的侧边均与限位板紧贴后,控制第二夹紧件松开第一板材;
75.控制第四夹紧件松开第二板材;
76.控制纵向调节机构将第一板材和第二板材调节至预设纵向位置。
77.通过上述技术方案,拼接装置的拼接平台上设有可上下升降的限位板,第一夹紧组件、第二夹紧组件可分别夹紧第一板材、第二板材并相向运动,控制器与夹紧机构、限位板信号连接,拼接时先控制限位板升起到所述拼接平台的上方,再使第一夹紧组件、第二夹紧组件将第一板材、第二板材拖动到与限位板相贴紧的位置,之后使限位板运动到拼接平台的下方,之后可根据实际需求使第一夹紧组件、第二夹紧组件相向移动预设距离即可实现第一板材、第二板材之间的间隙值可控,该种拼接装置重复精度高,还能够解决第一板材、第二板材拼接时间隙不均匀、错边的问题。
78.本发明实施例的其它特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
79.附图是用来提供对本发明实施例的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明实施例,但并不构成对本发明实施例的限制。在附图中:
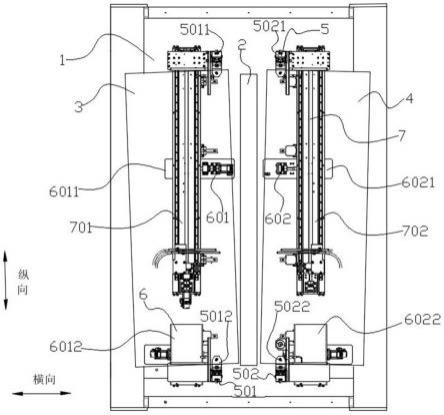
80.图1是本发明实施例中拼接装置第一视角结构示意图;
81.图2是本发明实施例中拼接装置第二视角结构示意图;
82.图3是本发明实施例中拼接装置第三视角结构示意图;
83.图4是本发明实施例中夹紧机构的结构示意图。
84.附图标记说明
85.1-拼接平台;2-限位板;3-第一板材;4-第二板材;5-夹紧机构;501-第一夹紧组件;5011-第一夹紧件;5012-第二夹紧件;502-第二夹紧组件;5021-第三夹紧件;5022-第四夹紧件;6-横向调节机构;601-第一横向调节组件;6011-第一横向调节件;6012-第二横向调节件;602-第二横向调节组件;6021-第三横向调节件;6022-第四横向调节件;7-纵向调节机构;701-第一纵向调节件;702-第二纵向调节件;8-限位块升降机构;9-上固定部;10-下移动部。
具体实施方式
86.以下结合附图对本发明实施例的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明实施例,并不用于限制本发明实施例。
87.本发明的实施例提供一种新型的板材拼接装置,如图1-3所示,板材拼接装置包括:
88.拼接平台1,拼接平台1上设有第一板材放置区域、第二板材放置区域和可升降地设置在第一板材放置区域、第二板材放置区域之间的限位板2,第一板材放置区域用于放置第一板材3,第二板材放置区域用于放置第二板材4;
89.夹紧机构5,包括用于夹取第一板材3、第二板材4的第一夹紧组件501、第二夹紧组件502,第一夹紧组件501和第二夹紧组件502能够相向移动;
90.控制器,与夹紧机构5、限位板2信号连接,控制器被配置成:
91.控制限位板2升起到拼接平台1的上方;
92.控制第一夹紧组件501、第二夹紧组件502分别夹紧第一板材3、第二板材4;
93.控制第一夹紧组件501、第二夹紧组件502均朝所述限位板2移动;确定第一板材3、第二板材4的侧边均与限位板2紧贴;
94.控制限位板2运动到拼接平台1的下方;
95.控制第一夹紧组件501、第二夹紧组件502相向移动预设距离。
96.锥形筒主要是指各种罐体车罐体拼接成型的筒节,筒节的展开面为扇形面,锥形筒先由小扇形板材进行拼接,拼接之后再焊接形成大扇形板材,大扇形板材再进行卷板操作以成为锥形筒,小扇形板材是金属材质且面积较大,依靠人工难以对其实现高精度拼接。
97.而本实施例中拼接装置能够对组成锥形筒的小扇形板材进行拼接,具体地,拼接平台1上形成有镂空结构,镂空结构位置处设有可执行升降操作的限位块升降机构8(限位块升降机构8位于拼接平台1的下方),限位板2设置在限位块升降机构8上,限位板2沿竖直
方向设置,拼接平台1在限位板2的横向两侧形成有第一板材放置区域和第二板材放置区域,第一板材放置区域用于放置待拼接的第一板材3,第二板材放置区域用于放置待拼接的第二板材4,拼接平台1在第一板材放置区域和第二板材放置区域上均设有牛眼滚珠,用于提升第一板材3和第二板材4移动的便捷性;第一夹紧组件501、第二夹紧组件502分别位于限位板2的横向两侧,且均自镂空结构位置处向上伸出,以便夹持住分别位于第一板材放置区域、第二板材放置区域上的第一板材3和第二板材4。
98.拼接时,工作人员可以以任意位置和任意角度将第一板材3、第二板材4分别放置到第一板材放置区域、第二板材放置区域中(本实施例中也可以采用搬运机器人搬运的方式将第一板材3、第二板材4分别放置到第一板材放置区域、第二板材放置区域),板材放置完成以后按下拼接装置的启动键(图中未示出),之后该拼接装置的控制器(图中未示出)即可控制夹紧机构5和限位板2按照预先设定的程序进行自动拼接。具体地,控制器先控制限位板2升起到拼接平台1的上方,由于限位板2与拼接平台1的相对位置固定,因此本实施例中进行板材拼接时以限位板2作为定位基准,通过限位板2的坐标位置定义第一板材3、第二板材4在拼接平台1上的相对位置;限位板2上升以后控制器控制第一夹紧组件501、第二夹紧组件502分别夹紧第一板材3和第二板材4,再控制第一夹紧组件501拖动第一板材3、第二夹紧组件502拖动第二板材4均朝限位板2所在方向运动,直到第一板材3、第二板材4的侧边均与限位板2横向两侧边贴紧,之后控制限位板2下降到拼接平台1的下方,限位板2的厚度值为k,该厚度值k为定值且预先存储在控制器中,控制器中还预存有公式δ=k-x,若想使焊接前第一板材3与第二板材4之间的拼接间隙为δ,则控制第一板材3与第二板材4相向运动x/2即可(x/2即为本实施例中的预设距离),通过该种方式即可准确控制第一板材3与第二板材4之间的拼接间隙,后续拼接时,控制器再控制第一夹紧组件501带动第一板材3朝第二板材4所在方向运动预设距离、第二夹紧组件502带动第二板材4朝第一板材3所在方向运动预设距离,即可完成第一板材3和第二板材4之间的拼接,本实施例中提供的拼接装置和拼接方式使得板材即使被任意位置、任意角度放置在拼接平台1上,也能够准确控制拼接间隙,且拼接操作的重复精度高,有利于提升板材后续的焊接精度。
99.在本发明的一个实施例中,板材拼接装置还包括:
100.横向调节机构6,包括用于分别横向调节第一夹紧组件501、第二夹紧组件502位置的第一横向调节组件601和第二横向调节组件602;
101.控制第一夹紧组件501、第二夹紧组件502均朝限位板2移动包括:
102.控制第一横向调节组件601带动第一夹紧组件501朝限位板2移动;
103.控制第二横向调节组件602带动第二夹紧组件502朝限位板2移动。
104.具体地,横向调节机构6设置在拼接平台1的下方并与控制器信号连接,横向调节机构6包括第一横向调节组件601和第二横向调节组件602,其中,第一横向调节组件601可横向移动地设置在第一夹紧组件501的下方,能够直接调节第一夹紧组件501的横向位置,第一夹紧组件501横向运动时会带动第一板材3进行同步运动;第二横向调节组件602可横向移动地设置在第二夹紧组件502的下方,能够直接调节第二夹紧组件502的横向位置,第二夹紧组件502横向运动时会带动第二板材4进行同步运动。因此,若要使第一夹紧组件501、第二夹紧组件502均朝限位板2移动,只需控制第一横向调节组件601、第二横向调节组件602均朝限位板2所在方向移动即可,该种结构设置使得第一夹紧组件501、第二夹紧组件
502的横向移动(如移动时间或移动距离)可被单独控制,提升了第一夹紧组件501、第二夹紧组件502运动的灵活性。
105.在本发明的一个实施例中,控制第一夹紧组件501、第二夹紧组件502相向移动预设距离包括:
106.控制第一横向调节组件601带动第一夹紧组件501朝第二夹紧组件502移动预设距离;
107.控制第二横向调节组件602带动第二夹紧组件502朝第一夹紧组件501移动预设距离。
108.同理,若要使第一夹紧组件501、第二夹紧组件502相向移动预设距离,控制器只需向第一横向调节组件601、第二横向调节组件602发送控制指令,使第一横向调节组件601、第二横向调节组件602相向移动预设距离即可。
109.在本发明的一个实施例中,第一夹紧组件501包括用于分别夹紧第一板材3纵向两端的第一夹紧件5011和第二夹紧件5012;
110.第一横向调节组件601包括用于分别调节第一夹紧件5011、第二夹紧件5012横向位置的第一横向调节件6011和第二横向调节件6012;
111.控制第一横向调节组件601带动第一夹紧组件501朝限位板2移动包括:
112.控制第一横向调节件6011带动第一夹紧件5011朝限位板2移动;
113.控制第二横向调节件6012带动第二夹紧件5012朝限位板2移动。
114.具体地,第一夹紧件5011设置在第一板材3的第一纵向端,第二夹紧件5012设置在第一板材3的第二纵向端,第一夹紧件5011和第二夹紧件5012均与控制器信号连接,能够在控制器的控制下夹持住第一板材3的纵向两端;第一横向调节件6011可横向移动地设置在第一夹紧件5011的下方,能够直接调整第一夹紧件5011的横向位置,第一夹紧件5011横向运动时会带动第一板材3的第一纵向端进行同步运动;第二横向调节件6012可横向移动地设置在第二夹紧件5012的下方,能够直接调整第二夹紧件5012的横向位置,第二夹紧件5012横向运动时会带动第一板材3的第二纵向端进行同步运动。因此,若要使第一夹紧件5011、第二夹紧件5012均朝限位板2移动,只需控制第一横向调节件6011、第二横向调节件6012均朝限位板2所在方向移动即可,该种结构设置使得第一夹紧件5011、第二夹紧件5012的横向移动(如移动时间或移动距离)可被单独控制,提升了第一夹紧件5011、第二夹紧件5012运动的灵活性,有利于对板材的倾斜角度进行调节,例如,第一板材3倾斜放置时,第一板材3的第一纵向端与限位板2之间的横向间距为10cm,第一横向调节件6011带动第一夹紧件5011朝限位板2移动10cm即可,移动时间只需2s;第一板材3的第二纵向端与限位板2之间的横向间距为20cm,则第二横向调节件6012需带动第二夹紧件5012朝限位板2移动20cm,移动时间需要4s。
115.在本发明的一个实施例中,板材拼接装置还包括:
116.驱动机构,与控制器信号连接并包括用于分别驱动第一横向调节件6011、第二横向调节件6012的第一驱动电机、第二驱动电机;
117.确定第一板材3的侧边与限位板2紧贴包括:
118.确定第一驱动电机、第二驱动电机均处于转矩模式;
119.获取第一驱动电机的第一外部负载转矩和第二驱动电机的第二外部负载转矩;
120.判断第一外部负载转矩是否大于第一预设输出转矩;
121.判断第二外部负载转矩是否大于第二预设输出转矩;
122.在第一外部负载转矩大于第一预设输出转矩且第二外部负载转矩大于第二预设输出转矩的情况下,确定第一板材3的侧边与限位板2紧贴。
123.具体地,第一驱动电机和第一横向调节件6011驱动连接并与控制器信号连接,用于驱动第一横向调节件6011;第二驱动电机和第二横向调节件6012驱动连接并与控制器信号连接,用于驱动第二横向调节件6012。
124.在控制第一板材3贴近限位板2时,第一驱动电机和第二驱动电机均被设置为转矩模式,控制器控制第一驱动电机和第二驱动电机同时转动,第一板材3整体进行横向移动,该过程中第一驱动电机和第二驱动电机持续向控制器反馈外部负载转矩,若第一板材3的第一纵向端(具体指第一板材3的第一纵向端朝向限位板2的侧端面)和第二纵向端(具体指第一板材3的第二纵向端朝向限位板2的侧端面)均没有触碰到限位板2,则第一驱动电机和第二驱动电机的外部负载转矩均为零,即此时第一外部负载转矩和第二外部负载转矩均为零;若第一板材3的第一纵向端和/或第二纵向端触碰到限位板2,则限位板2会给与之碰触的第一板材3的纵向端作用力,进而使得第一驱动电机和/或第二驱动电机对应的外部负载转矩会发生突变(即快速增大),具体地,若控制器检测到第一外部负载转矩大于第一预设输出转矩,说明第一板材3的第一纵向端触碰到限位板2,控制器控制第一驱动电机立即停止驱动;同理,若控制器检测到第二外部负载转矩大于第二预设输出转矩,说明第一板材3的第二纵向端触碰到限位板2,控制器控制第二驱动电机立即停止驱动,当第一外部负载转矩大于第一预设输出转矩且第二外部负载转矩大于第二预设输出转矩,则说明第一板材3的第一纵向端和第二纵向端均触碰到限位板2,即第一板材3的侧边与限位板2紧贴。本实施例中的控制器对第一驱动电机、第二驱动电机的控制均为单独控制,即第一驱动电机的驱动与第二驱动电机的驱动互不影响,以实现对任意位置、任意角度第一板材3的横向位置调节,直至第一板材3的直线边缘和限位板2的直线边缘完全贴合。
125.进一步地,在本发明的另一个实施例中,拼接装置包括设置在限位板2上并与控制器信号连接的第一检测组件,第一检测组件包括分别设置在限位板2朝向第一板材3的侧端面上第一纵向端、第二纵向端的第一检测件和第二检测件,第一检测件用于对第一板材3的第一纵向端与限位板2之间的距离进行检测并将检测的结果发送给控制器,第二检测件用于对第一板材3的第二纵向端与限位板2之间的距离进行检测并将检测的结果发送给控制器,控制器根据第一检测件、第二检测件的结果确定第一驱动电机和第二驱动电机各自对应的转动量。第一检测件和第二检测件为压力传感器装置、激光测距传感器和接近传感器中的一种。
126.在本发明的一个实施例中,第二夹紧组件502包括用于分别夹紧第二板材4纵向两端的第三夹紧件5021和第四夹紧件5022;
127.第二横向调节组件602包括用于分别调节第三夹紧件5021、第四夹紧件5022横向位置的第三横向调节件6021、第四横向调节件6022;
128.控制第二横向调节组件602带动第二夹紧组件502朝限位板2移动包括:
129.控制第三横向调节件6021带动第三夹紧件5021朝限位板2移动;
130.控制第四横向调节件6022带动第四夹紧件5022朝限位板2移动。
131.具体地,第三夹紧件5021设置在第二板材4的第一纵向端,第四夹紧件5022设置在第二板材4的第二纵向端,第三夹紧件5021和第四夹紧件5022均与控制器信号连接,能够在控制器的控制下夹持住第二板材4的纵向两端;第三横向调节件6021可横向移动地设置在第三夹紧件5021的下方,能够直接调整第三夹紧件5021的横向位置,第三夹紧件5021横向运动时会带动第二板材4的第一纵向端进行同步运动;第四横向调节件6022可横向移动地设置在第四夹紧件5022的下方,能够直接调整第四夹紧件5022的横向位置,第四夹紧件5022横向运动时会带动第二板材4的第二纵向端进行同步运动。因此,若要使第三夹紧件5021、第四夹紧件5022均朝限位板2移动,只需控制第三横向调节件6021、第四横向调节件6022均朝限位板2所在方向移动即可,该种结构设置使得第三夹紧件5021、第四夹紧件5022的横向移动(如移动时间或移动距离)可被单独控制,提升了第三夹紧件5021、第四夹紧件5022运动的灵活性,有利于对第二板材4的倾斜角度进行调节。
132.在本发明的一个实施例中,驱动机构还包括用于分别驱动第三横向调节件6021、第四横向调节件6022的第三驱动电机和第四驱动电机;
133.确定第二板材4的侧边与限位板2紧贴包括:
134.确定第三驱动电机、第四驱动电机均处于转矩模式;
135.获取第三驱动电机的第三外部负载转矩和第四驱动电机的第四外部负载转矩;
136.判断第三外部负载转矩是否大于第三预设输出转矩;
137.判断第四外部负载转矩是否大于第四预设输出转矩;
138.在第三外部负载转矩大于第三预设输出转矩且第四外部负载转矩大于第四预设输出转矩的情况下,确定第二板材4的侧边与限位板2紧贴。
139.具体地,第三驱动电机和第三横向调节件6021驱动连接并与控制器信号连接,用于驱动第三横向调节件6021;第四驱动电机和第四横向调节件6022驱动连接并与控制器信号连接,用于驱动第四横向调节件6022。
140.在控制第二板材4贴近限位板2时,第三驱动电机和第四驱动电机均被设置为转矩模式,控制器控制第三驱动电机和第四驱动电机同时转动,第二板材4整体进行横向移动,该过程中第三驱动电机和第四驱动电机持续向控制器反馈外部负载转矩,若第二板材4的第一纵向端(具体指第二板材4的第一纵向端朝向限位板2的侧端面)和第二纵向端(具体指第二板材4的第二纵向端朝向限位板2的侧端面)均没有触碰到限位板2,则第三驱动电机和第四驱动电机的外部负载转矩均为零,即此时第三外部负载转矩和第四外部负载转矩均为零;若第二板材4的第一纵向端和/或第二纵向端触碰到限位板2,则限位板2会给与之碰触的第二板材4的纵向端作用力,进而使得第三驱动电机和/或第四驱动电机对应的外部负载转矩会发生突变(即快速增大),具体地,若控制器检测到第三外部负载转矩大于第三预设输出转矩,说明第二板材4的第一纵向端触碰到限位板2,控制器控制第三驱动电机立即停止驱动;同理,若控制器检测到第四外部负载转矩大于第四预设输出转矩,说明第二板材4的第二纵向端触碰到限位板2,控制器控制第四驱动电机立即停止驱动,当第三外部负载转矩大于第三预设输出转矩且第四外部负载转矩大于第四预设输出转矩,则说明第二板材4的第一纵向端和第二纵向端触碰到限位板2,即第二板材4的侧边与限位板2紧贴。本实施例中的控制器对第三驱动电机、第四驱动电机的控制均为单独控制,即第三驱动电机的驱动与第四驱动电机的驱动互不影响,以实现对任意位置、任意角度第二板材4的横向位置调
节,直至第二板材4的直线边缘和限位板2的直线边缘完全贴合。
141.进一步地,在本发明的另一个实施例中,拼接装置包括设置在限位板2上并与控制器信号连接的第二检测组件,第二检测组件包括分别设置在限位板2朝向第二板材4的侧端面上第一纵向端、第二纵向端的第三检测件和第四检测件,第三检测件用于对第二板材4的第一纵向端与限位板2之间的距离进行检测并将检测的结果发送给控制器,第四检测件用于对第二板材4的第二纵向端与限位板2之间的距离进行检测并将检测的结果发送给控制器,控制器根据第三检测件、第四检测件的结果确定第三驱动电机和第四驱动电机各自对应的转动量。第三检测件和第四检测件为压力传感器装置、激光测距传感器和接近传感器中的一种。
142.在本发明的一个实施例中,板材拼接装置还包括:
143.纵向调节机构7,与控制器信号连接并用于调节第一板材3、第二板材4的纵向位置;
144.控制器进一步被配置成:
145.在第一板材3、第二板材4的侧边均与限位板2紧贴后,控制纵向调节机构7将第一板材3和第二板材4调节至预设纵向位置;
146.控制纵向调节机构7停止;
147.控制限位板2运动到拼接平台1的下方。
148.具体地,在第一板材3、第二板材4的侧边均与限位板2紧贴后,还需调整第一板材3、第二板材4的纵向位置,以避免第一板材3、第二板材4在拼接前发生纵向错位,控制器控制纵向调节机构7将第一板材3和第二板材4均调节至预设纵向位置后,第一板材3和第二板材4在纵向上的错边量为零(即第一板材3和第二板材4的位置在纵向上的差值为零),纵向位置调节完成以后控制器控制纵向调节机构7停止并使限位板2运动到拼接平台1的下方,之后使第一板材3和第二板材4再相向运动预设距离即可完成拼接。
149.进一步地,本实施例中也可以采用其它方式改变限位板2的位置,如翻转或人工搬运取走等,改变限位板2的位置的方式发生变化后,控制器的控制步骤也相应发生变化。
150.在本发明的一个实施例中,纵向调节机构7包括用于分别调节第一夹紧件5011、第三夹紧件5021纵向位置的第一纵向调节件701和第二纵向调节件702;
151.控制纵向调节机构7将第一板材3和第二板材4调节至预设纵向位置包括:
152.控制第一纵向调节件701带动第一夹紧件5011纵向移动;
153.控制第二纵向调节件702带动第三夹紧件5021纵向移动;
154.确定第一板材3移动至预设纵向位置;
155.确定第二板材4移动至预设纵向位置。
156.具体地,第一纵向调节件701与第一夹紧件5011的底部连接并可纵向移动地设置在第一横向调节件6011的上方,第一纵向调节件701与控制器信号连接,能够直接调节第一夹紧件5011的纵向位置,当第一夹紧件5011发生纵向移动时,第一板材3与其进行同步移动;第二纵向调节件702与第三夹紧件5021的底部连接并可纵向移动地设置在第三横向调节件6021的上方,第二纵向调节件702与控制器信号连接,能够直接调节第三夹紧件5021的纵向位置,当第三夹紧件5021发生纵向移动时,第二板材4与其进行同步移动。因此,若要使第一板材3、第二板材4均向预设纵向位置移动,只需控制第一夹紧件5011、第三夹紧件5021
均朝预设纵向位置移动即可,本实施例中第一纵向调节件701和第二纵向调节件702均由控制器单独控制,以使得第一板材3、第二板材4的纵向运动互不影响,进一步提升了第一夹紧件5011、第三夹紧件5021纵向运动的灵活性。
157.进一步地,本实施例中的第一横向调节件6011、第二横向调节件6012、第三横向调节件6021、第四横向调节件6022、第一纵向调节件701、第二纵向调节件702均包括滑块、导轨和沿导轨轴向设置的滚珠丝杠,滑块穿设在滚珠丝杠上,上述各个调节件对应的驱动电机驱动滚珠丝杠转动,滑块即可沿着导轨的轴向移动,以此实现与滑块相连部件的位置调节。例如,第一纵向调节件701中的滑块和第一夹紧件5011的底部连接,第一纵向调节件701中的导轨设置在第一横向调节件6011的上方,第五驱动电机驱动第一纵向调节件701中的滚珠丝杠转动即可使得第一纵向调节件701中的滑块沿着其对应导轨的轴向移动,进而实现第一夹紧件5011的纵向位置调节。
158.在本发明的一个实施例中,驱动机构还包括:
159.第五驱动电机,用于驱动第一纵向调节件701;
160.确定第一板材3移动至预设纵向位置包括:
161.确定第五驱动电机处于转矩模式;
162.获取第五驱动电机的第五外部负载转矩;
163.判断第五外部负载转矩是否大于第五预设输出转矩;
164.在第五外部负载转矩大于第五预设输出转矩的情况下,确定第一板材移动至预设纵向位置。
165.第五驱动电机和第一纵向调节件701驱动连接并与控制器信号连接,拼接装置还包括设置在第一位置的第一限位块,第一限位块用于对第一夹紧件5011进行纵向限位,当第一夹紧件5011运动到第一限位块所在位置时,第一板材3处于预设纵向位置处。具体地,第五驱动电机被设置为转矩模式,控制器控制第五驱动电机转动,第一夹紧件5011朝第一位置处移动,第一板材3朝预设纵向位置移动,该过程中第五驱动电机持续向控制器反馈其外部负载转矩,若第一夹紧件5011没有触碰到第一限位块,则第五驱动电机的外部负载转矩均为零,即此时第五外部负载转矩为零;若第一夹紧件5011触碰到第一限位块,则第一限位块会给与之碰触的第一夹紧件5011作用力,进而使得第五驱动电机的外部负载转矩发生突变(即快速增大),若控制器检测到第五外部负载转矩大于第五预设输出转矩,说明第一夹紧件5011触碰到第一限位块,控制器控制第五驱动电机立即停止驱动。
166.进一步地,在本发明的另一个实施例中,拼接装置包括设置在第一位置处的第五检测件,用于对第一夹紧件5011和第一限位块之间的距离进行检测并将检测的结果发送给控制器,控制器根据第五检测件的结果确定第五驱动电机的转动量。第五检测件为压力传感器装置、激光测距传感器和接近传感器中的一种。
167.在本发明的一个实施例中,驱动机构还包括:
168.第六驱动电机,用于驱动第二纵向调节件702;
169.确定第二板材4移动至预设纵向位置包括:
170.确定第六驱动电机处于转矩模式;
171.获取第六驱动电机的第六外部负载转矩;
172.判断第六外部负载转矩是否大于第六预设输出转矩;
173.在第六外部负载转矩大于第六预设输出转矩的情况下,确定第二板材移动至预设纵向位置。
174.同理,第六驱动电机和第二纵向调节件702驱动连接并与控制器信号连接,拼接装置还包括设置在第二位置的第二限位块,第二限位块用于对第三夹紧件5021进行纵向限位,当第三夹紧件5021运动到第二限位块所在位置时,第二板材4处于预设纵向位置处。具体地,第六驱动电机被设置为转矩模式,控制器控制第六驱动电机转动,第三夹紧件5021朝第二位置处移动,第二板材4朝预设纵向位置移动,该过程中第六驱动电机持续向控制器反馈其外部负载转矩,若第三夹紧件5021没有触碰到第二限位块,则第六驱动电机的外部负载转矩均为零,即此时第六外部负载转矩为零;若第三夹紧件5021触碰到第二限位块,则第二限位块会给与之碰触的第三夹紧件5021作用力,进而使得第六驱动电机的外部负载转矩发生突变(即快速增大),若控制器检测到第六外部负载转矩大于第六预设输出转矩,说明第三夹紧件5021触碰到第二限位块,控制器控制第六驱动电机立即停止驱动。
175.进一步地,在本发明的另一个实施例中,拼接装置包括设置在第二位置处的第六检测件,用于对第三夹紧件5021和第二限位块之间的距离进行检测并将检测的结果发送给控制器,控制器根据第六检测件的结果确定第六驱动电机的转动量。第六检测件为压力传感器装置、激光测距传感器和接近传感器中的一种。
176.本实施例中的各个驱动电机为伺服驱动电机,进一步地,上述各个伺服驱动电机也可替换为其它的驱动机构,如步进电机、气缸或油缸等,进一步地,若为气缸或油缸的驱动方式,则可以再相应增加气缸或油缸的行程限位块来控制气缸或油缸的行程量。当驱动机构的形式发生变化时,控制器对变化后驱动机构的控制方式发生相应改变。
177.在本发明的一个实施例中,控制器进一步被配置成:
178.在第一板材3、第二板材4的侧边均与限位板2紧贴后,控制第二夹紧件5012松开第一板材3;
179.控制第四夹紧件5022松开第二板材4;
180.控制纵向调节机构7将第一板材3和第二板材4调节至预设纵向位置。
181.具体地,为使得第一夹紧件5011、第三夹紧件5021能顺利得带动第一板材3、第二板材4进行纵向位置调节,需要控制第二夹紧件5012、第四夹紧件5022处于张开状态,以便第一板材3、第二板材4各自的第二纵向端为自由端,之后纵向调节机构7的第一纵向调节件701、第二纵向调节件702才能分别带动第一板材3、第二板材4进行纵向位置调节。
182.在本发明的实施例中,第一夹紧件5011、第二夹紧件5012、第三夹紧件5021和第四夹紧件5022均为上下开合的结构,如图4所示,该结构包括上固定部8和可上下移动地设置在该上固定部8下方的下移动部9,下移动部9和控制器信号连接,控制下移动部9进行上下移动即可实现上述各个夹紧件的开合运动。进一步地,本实施例中的第一夹紧件5011、第二夹紧件5012、第三夹紧件5021和第四夹紧件5022也可采用其它的形式,如电磁吸附组件或真空吸附组件等。此外,本实施例中的拼接装置也可根据实际使用需求适应地增加夹持件的数量。
183.本实施例中提供一种拼接装置,该拼接装置的拼接平台上设有可上下升降的限位板,第一夹紧组件、第二夹紧组件可分别夹紧第一板材、第二板材并相向运动,控制器与夹紧机构、限位板信号连接,拼接时先控制限位板升起到所述拼接平台的上方,再使第一夹紧
组件、第二夹紧组件将第一板材、第二板材拖动到与限位板相贴紧的位置,之后使限位板运动到拼接平台的下方,之后可根据实际需求使第一夹紧组件、第二夹紧组件相向移动预设距离即可实现第一板材、第二板材之间的间隙值可控,该种拼接装置重复精度高,还能够解决第一板材、第二板材拼接时间隙不均匀、错边的问题。
184.本领域内的技术人员应明白,本技术的实施例可提供为方法、系统、或计算机程序产品。因此,本技术可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本技术可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
185.本技术是参照根据本技术实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
186.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
187.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
188.在一个典型的配置中,计算设备包括一个或多个处理器(cpu)、输入/输出接口、网络接口和内存。
189.存储器可能包括计算机可读介质中的非永久性存储器,随机存取存储器(ram)和/或非易失性内存等形式,如只读存储器(rom)或闪存(flash ram)。存储器是计算机可读介质的示例。
190.计算机可读介质包括永久性和非永久性、可移动和非可移动媒体可以由任何方法或技术来实现信息存储。信息可以是计算机可读指令、数据结构、程序的模块或其他数据。计算机的存储介质的例子包括,但不限于相变内存(pram)、静态随机存取存储器(sram)、动态随机存取存储器(dram)、其他类型的随机存取存储器(ram)、只读存储器(rom)、电可擦除可编程只读存储器(eeprom)、快闪记忆体或其他内存技术、只读光盘只读存储器(cd-rom)、数字多功能光盘(dvd)或其他光学存储、磁盒式磁带,磁带磁磁盘存储或其他磁性存储设备或任何其他非传输介质,可用于存储可以被计算设备访问的信息。按照本文中的界定,计算机可读介质不包括暂存电脑可读媒体(transitory media),如调制的数据信号和载波。
191.还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、商品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、商品或者设备所固有的要
素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括要素的过程、方法、商品或者设备中还存在另外的相同要素。
192.以上仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1