一种汽车防撞梁机构铝合金型材的制备方法与流程
1.本发明涉及铝合金型材产品领域,具体涉及一种汽车防撞梁机构铝合金型材的制备方法。
背景技术:
2.现有的铝合金型材,多为铝棒热熔后挤压或挤出成型,如申请日为2015年 11月30日的中国专利cn 106807788 a所示,公开了一种铝合金型材的成型方法,包括以下步骤:(1)铝棒加温,将分流模铝棒加温到500℃
±
10℃,或者将平面模铝棒加温到490℃
±
10℃,保温3-4.5小时;(2)模具加温,将平面模模具加温到450℃
±
10℃,或者将分流模模具加温到480℃
±
10℃,保温1.5-2.5小时;(3)将铝棒和模具装载入挤压机中,型材挤出控制以110mm/ 分的速度,以风冷淬火方式冷却至170℃以下;其中挤压机的挤压时压力控制为 180
±
20kg/m2;(4)进一步冷却,切割获得成品。上述技术方案即示出了现有的铝合金型材的成型工艺;
3.现代的车辆发展趋势下,在满足防撞强度需求,又需要降低车身重量,故而铝合金材质被广泛使用,而汽车上的防撞梁是用来减轻车辆受到碰撞时吸收碰撞能量的一种装置,现有技术中,如公布日为2019年09月17日的中国专利申请,公开了汽车防撞梁的结构,包括主梁,伸缩杆以及法兰盘,所述主梁的两端设置有伸缩杆,所述伸缩杆通过法兰盘与汽车前端固接,所述主梁远离法兰盘的一侧开设有c型槽,所述c型槽的上下两边相互平行且与第三边垂直,所述c型槽内设置有蜂窝板,所述蜂窝板的一面与所述c型槽的第三边固接,另一面设置有纵向加强筋,所述纵向加强筋呈连续v字型均匀分布在c型槽开口端,所述纵向加强筋的两端分别与所述c型槽的上下两边固接。
4.技术上,现有的防撞梁的主梁结构,多为简单的单层结构,这种方式主梁的结构强度受限于材质本身的特性,故而为了提高结构强度,通常在其内部或者外部设置加强肋、加强筋等增加强度的部件以满足安全性的要求;
5.所以,防撞梁的主梁结构在挤压成型后还需要经过多道工序进行强度增强件的补充,故而生产效率低下。
技术实现要素:
6.因此,本发明提供一种汽车防撞梁机构铝合金型材的制备方法,解决了现有的用于汽车防撞梁的铝合金型材生产效率较低的问题,使其在型材成型阶段即可满足强度需求,亦具有足够的产出效率。
7.为达到上述目的,本发明是通过以下技术方案实现的:
8.一种汽车防撞梁机构铝合金型材的制备方法,包括以下步骤:
9.一、取一金属管材作为基础,沿其长端焊接一铝合金板,铝合金板的一端端部位置形成在金属管材外表面的焊接部;
10.二、以所述焊接部位置为初始位置,对所述铝合金板除所述焊接部以外的剩余部
分进行多次弯折,使弯折后的铝合金板将金属管材包覆,所形成的弯折线与所述金属管材所平行;
11.三、将所述铝合金板的末端与铝合金板本身进行固接。
12.优选的,还包括步骤四,所述铝合金板的末端与所述金属管材螺接固定。
13.优选的,上述步骤二中,所述铝合金板通过一弯折装置进行多次弯折,定义弯折时所述金属管材的长度方向为x轴方向,垂直于x轴的方向为z轴,同时垂直于x轴与z轴的方向为y轴,所述弯折装置包括机架,所述机架上架设用于固定所述金属管材的两端端部并使所述金属管材沿其自身中心旋转的旋转夹持机构;
14.所述旋转夹持机构的周侧外沿设有用于折叠时对弯折线进行定位的多个填料条,各所述填料条上连接有驱动所述填料条沿x轴方向延伸/收缩的伸出机构;
15.所述机架上设有用于铝合金板弯折的压块以及驱动所述压块沿y轴方向往复运动的压弯机构,所述压块与各所述填料条配合实现铝合金板的弯折;
16.所述压弯机构或旋转夹持机构固接在一可沿所述z轴方向往复移动的升降机构上。
17.优选的,所述旋转夹持机构包括设于金属管材两端用于嵌置在所述金属管材端部内的卡置件、带动所述卡置件旋转的转盘以及驱动所述转盘转动的转动组件。
18.优选的,所述伸出机构包括用于置入所述填料条的伸出架、驱动所述伸出架沿x轴方向延伸的伸出组件,所述伸出架、伸出组件均与所述转盘固定连接并可与所述转盘一同转动。
19.优选的,所述压弯机构包括固接在所述压块上的连接杆、驱动所述连接杆沿y轴方向往复运动的伸缩组件。
20.优选的,所述升降机构包括用于安装所述压弯机构或旋转夹持机构的基座、驱动所述基座沿z轴方向往复移动的升降组件。
21.优选的,所述填料条为弹性橡胶块或金属块。
22.优选的,所述z轴方向为竖直方向。
23.优选的,所述x轴为竖直方向。
24.通过采用前述技术方案,本发明的有益效果是:
25.本技术方案为一种完全不同于挤压成型的铝合金型材的制备方法,利用金属管材配合铝合金板的折叠进行制作,将两者固接后成型;折叠的铝合金板从结构上形成多个环绕金属管材的空腔结构,极具缓冲性,吸能形变能力强,减小碰撞时对行人的冲击力,减少了车辆损失,内部的金属管材则可根据需求选择强度更好或质量更轻等优点的材质,降低了产品整体的材料成本;
26.在缓冲性的调整上,可根据需求增加或减少弯折次数,进而增加或减少空腔的数目,实现缓冲性的调节;
27.这种生产方式,相较于传统的模具挤出生产,产出的产品结构灵活多变,无需根据产品而更换模具,可根据需求改进,通过改变弯折位置,可形成具有空腔的大面积板材状、具有环绕式结构空腔的棍状等,产品多样,适用性强;
28.同时,这种生产方式可将传统的物料进行充分利用,原材料的选择上亦更为丰富,金属管材与铝合金板的品质、材料特性以及金属管材的外形等不同参数可进行多种组合,
进而形成不同需求的防撞梁刚性,以满足不同企业的使用需求。
附图说明
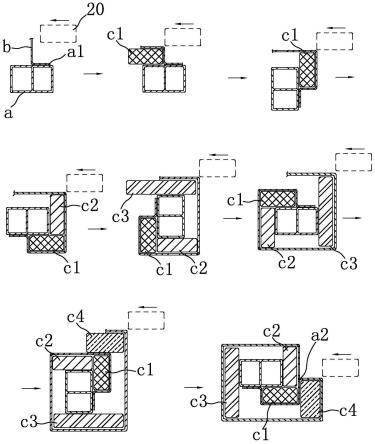
29.图1为本发明实施例的成型过程示意图;
30.图2为本发明实施例成型后的产品横截面的结构示意图;
31.图3为本发明实施例弯折装置的主视方向结构示意图;
32.图4为本发明实施例金属管材与填料条的位置结构示意图;
33.图5为本发明实施例填料条端部的安装结构示意图;
34.图6为本发明实施例另一产品的横截面的结构示意图。
35.附图标记:a、金属管材;a1、焊接部;a2、焊接点;b、铝合金板;c、填料条;100、机架;10、旋转夹持机构;11、卡置件;12、转盘;121、伸出架;121a、弹性架板;20、压块;20a、压弯机构;30、基座;31、升降组件;d、螺栓。
具体实施方式
36.以下将结合具体实施例来详细说明本发明的实施方式,借此对本发明如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。
37.实施例
38.参考图1、图2,一种汽车防撞梁机构铝合金型材的制备方法,包括以下步骤:
39.一、取一金属管材a作为基础,沿其长端焊接一铝合金板b,铝合金板b的一端端部位置形成在金属管材a外表面的焊接部a1;具体的,所述金属管材a 为横截面为“日”字形的方管,所述焊接部a1成型于其中一侧的表面;
40.二、以所述焊接部a1位置为初始位置,对所述铝合金板b除所述焊接部a1 以外的剩余部分进行八次弯折(具体如图2所示),弯折过程中,通过金属管材a的转动而调节铝合金板b的弯折方向,使弯折后的铝合金板b将金属管材a 包覆,所形成的弯折线与所述金属管材a所平行;此处为了便于使金属管材a 经过多次弯折后处于中心或靠近中心的位置,故而在焊接部a1的边缘处即进行一次弯折;
41.其中,上述步骤二中,所述铝合金板b通过一弯折装置进行多次弯折,定义弯折时所述金属管材a的长度方向为x轴方向,垂直于x轴的方向为z轴,同时垂直于x轴与z轴的方向为y轴,设备整体为三轴运动的结构;又如图3、图4、图5所示,所述弯折装置包括机架100,所述机架100上架设用于固定所述金属管材a的两端端部并使所述金属管材a沿其自身中心旋转的旋转夹持机构10;其中,所述旋转夹持机构10包括设于金属管材a两端用于嵌置在所述金属管材a端部内的卡置件11、带动所述卡置件11旋转的转盘12以及驱动所述转盘12转动的转动组件,具体的,所述转动组件为固接在转盘12上的旋转电机及其相关传动件;所述卡置件11为嵌置在金属管材a其内部的“日”字形结构其中一个空腔内的卡块;
42.其中,所述卡置件11亦可以是其他结构,诸如夹持金属管材a内壁的卡爪结构、或是气涨轴结构等;
43.所述旋转夹持机构10的周侧外沿设有用于折叠时对弯折线进行定位的多个填料条c,所述填料条c为弹性橡胶块或金属块均可;
44.各所述填料条c上连接有驱动所述填料条c沿x轴方向延伸/收缩的伸出机构(图中
未示出);具体的,所述伸出机构包括用于置入所述填料条c的伸出架121、驱动所述伸出架121沿x轴方向延伸的伸出组件,所述伸出架121、伸出组件均与所述转盘12固定连接并可与所述转盘12一同转动;其中,所述伸出架121由两弹性架板121a组成,通过两弹性架板121a夹持所述填料条c,弹性架板121a的结构便于后续更换不同尺寸外形的填料条c以变更折叠位置,进而改变所成型的产品;
45.所述机架100上设有用于铝合金板b弯折的压块20以及驱动所述压块20 沿y轴方向往复运动的压弯机构20a,所述压块20与各所述填料条c配合实现铝合金板b的弯折;压块20与填料条c位置上呈错位结构,压块20受压弯机构 20a驱动,对铝合金板b施力,铝合金板b沿填料条c的位置形成弯折线,进而完成一次弯折动作;具体的,所述压弯机构20a包括固接在所述压块20上的连接杆、驱动所述连接杆沿y轴方向往复运动的伸缩电机及其传动件;所述伸缩电机及其传动件亦可替换为油缸等相关的直线运动驱动器;
46.所述压弯机构20a在一可沿所述z轴方向往复移动的升降机构上;此处,所述升降机构包括用于安装所述压弯机构20a的基座30、驱动所述基座30沿z 轴方向往复移动的升降组件31;所述升降组件31为升降电机及其传动件,这样在生产中,通过调整升降机构,进而改变铝合金板b的弯折位置,可灵活弯折出不同尺寸,进而形成不同形状的产品;
47.须知的是,所述升降机构与旋转夹持机构10固接,进而调整金属管材a的高度;此处两者择一即可;
48.具体成型时,如图1所示,压块20与压弯机构20a始终保持一个方向的往复运动,弯折时的铝合金板b的具体位置通过旋转夹持机构10转动所述金属管材a而调整弯折方向,通过升降机构改变旋转夹持机构10的z轴位置,进而调整铝合金板b的弯折位置;弯折时,通过伸出机构的作用,推动不同位置的填料条c(c1、c2、c3、c4)在弯折作业时推出,嵌置在铝合金板b相背于压块 20的一侧,以满足弯折作业;
49.三、将所述铝合金板b的末端与铝合金板b本身进行固接;此处采用焊接的形式,形成焊接点a2;具体如图2所示,为铝合金型材成型后的结构图;
50.本技术方案为一种完全不同于挤压成型的铝合金型材的制备方法,利用金属管材a配合铝合金板b的折叠进行制作,将两者固接后成型;折叠的铝合金板b从结构上形成多个环绕金属管材a的空腔结构,极具缓冲性,吸能形变能力强,减小碰撞时对行人的冲击力,减少了车辆损失,内部的金属管材a则可根据需求选择强度更好或质量更轻等优点的材质,降低了产品整体的材料成本;
51.在缓冲性的调整上,可根据需求增加或减少弯折次数,进而增加或减少空腔的数目,实现缓冲性的调节;
52.这种生产方式,相较于传统的模具挤出生产,产出的产品结构灵活多变,无需根据产品而更换模具,可根据需求改进,通过改变弯折位置,可形成具有空腔的大面积板材状、具有环绕式结构空腔的棍状等,产品多样,适用性强;
53.同时,这种生产方式可将传统的物料进行充分利用,原材料的选择上亦更为丰富,金属管材a与铝合金板b的品质、材料特性以及金属管材a的外形等不同参数可进行多种组合,进而形成不同需求的防撞梁刚性,以满足不同企业的使用需求;
54.本实施例中,所述z轴方向为竖直方向;结构上,以金属管材a加工时的位置为基准,设备整体为卧式结构;故而,本技术方案亦可采用立式结构,此时所述x轴为竖直方向。
55.在产品结构上,为了进一步提高结构强度,在生产中亦可增加步骤四,将所述铝合金板b的末端与所述金属管材a螺接固定(如图6所示);此处,在铝合金板b的末端进行弯折,使末端其自身表面,而后经开孔后设置螺栓d与金属管材a螺接,这样使得铝合金板b与金属内管的连接更为紧密,结构强度更佳,但增加了生产步骤。
56.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1