用于加工焊接搭接口的工装的制作方法
1.本发明属于机加工技术领域,具体涉及一种用于加工焊接搭接口的工装。
背景技术:
2.汽车的副车架是用以连接悬架与车身的部件。位于汽车前端的叫前副车架,位于汽车后端的叫后副车架。通常情况下,前副车架包括成对布置的前支座和后支座,前支座和后支座通过纵梁相连。故需要分别在前支座和后支座上加工出用于与纵梁焊接的搭接口。通常做法是采用立式铣床完成前支座或后支座上焊接搭接口的加工。但是不能同时加工出前支座与后支座上的焊接搭接口。
技术实现要素:
3.本发明所要解决的技术问题是提供一种用于加工焊接搭接口的工装,能同时加工前副车架的前支座和后支座上的焊接搭接口。
4.本发明解决其技术问题所采用的技术方案是:用于加工焊接搭接口的工装,包括底座,以及安装在所述底座上的驱动电机,所述驱动电机的驱动端安装有刀具;以平面直角坐标系为参考系,所述驱动电机通过直线运动导向装置沿x轴做直线往复运动;还包括安装在所述底座上的夹具;所述驱动电机沿x轴方向间隔设置有两个,其中一个所述驱动电机上的刀具与另一个所述驱动电机上的刀具相向布置;
5.所述夹具位于两个刀具之间,且用于夹持前支座与后支座。
6.进一步的,所述底座上安装有安装座,所述安装座上安装有竖板,所述安装座与竖板之间形成安装空间,所述驱动电机上的刀具与安装空间相对应布置;
7.所述夹具包括第一夹持单元、第二夹持单元和第三夹持单元;
8.所述第一夹持单元安装在安装座上;
9.所述第二夹持单元和第三夹持单元安装在竖板上;所述第三夹持单元设置有两个,两个所述第三夹持单元沿x轴方向相间隔设置;所述第二夹持单元位于两个所述第三夹持单元之间;
10.所述第一夹持单元、第二夹持单元和第三夹持单元位于安装空间中;
11.所述第一夹持单元与其中一个第三夹持单元相配合,用于夹持前支座;所述第二夹持单元与另一个第三夹持单元相配合,用于夹持后支座。
12.进一步的,所述第一夹持单元设置有多个,多个所述第一夹持单元沿x轴方向均匀间隔布置;
13.所述第二夹持单元设置有两个,两个所述第二夹持单元沿x轴方向间隔布置。
14.进一步的,所述第一夹持单元包括配合使用的第一压爪和第一支撑件,所述第一压爪和第一支撑件均安装在安装座上。
15.进一步的,所述第二夹持单元包括配合使用的第二压爪和第二支撑件,所述第二压爪和第二支撑件均安装在竖板上。
16.进一步的,所述第三夹持单元包括配合使用的第三压爪和第三支撑件,所述第三压爪和第三支撑件均安装在竖板上。
17.进一步的,所述安装座包括从上至下依次布置的底板和基座;
18.所述竖板的底端与底板相连,所述第一夹持单元安装于底板上;所述基座安装于底座上;
19.所述基座上连接有竖向设置的套筒,所述底板上贯穿设置有供所述套筒穿过的通孔;所述底板和基座通过安装于所述套筒中的限位螺栓紧固;
20.所述底板与基座之间的间隙中垫设有楔块。
21.进一步的,还包括竖向设置的挡块,所述挡块位于安装座远离竖板的一端;
22.所述挡块的上端与底板通过第一紧固螺栓可拆卸链接,下端与基座通过第二紧固螺栓可拆卸连接;
23.所述挡块与底板之间设置有垫块。
24.与现有技术相比,本发明的有益效果是:本发明提供一种用于加工焊接搭接口的工装,能同时加工前副车架的前支座和后支座上的焊接搭接口。具有操作简单、同时加工、提高加工效率等优势。
附图说明
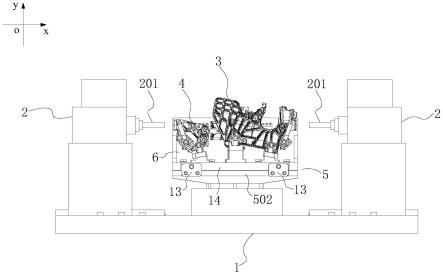
25.图1是本发明用于加工前支座与后支座的结构示意图;
26.图2是本发明的夹具安装的主视结构示意图;
27.图3是本发明的夹具安装的立体结构示意图;
28.图4是本发明的夹具安装的俯视结构示意图;
29.图5是本发明的套筒与限位螺栓的安装结构示意图;
30.附图标记:1-底座;2-驱动电机;201-刀具;3-前支座;4-后支座;5-安装座;501-底板;502-基座;6-竖板;7-第一夹持单元;701-第一压爪;702-第一支撑件;8-第二夹持单元;801-第二压爪;802-第二支撑件;9-第三夹持单元;901-第三压爪;902-第三支撑件;10-套筒;11-限位螺栓;12-楔块;13-挡块;14-垫块。
具体实施方式
31.下面结合附图和实施例对本发明进一步说明。
32.用于加工焊接搭接口的工装,包括底座1,以及安装在所述底座1上的驱动电机2,所述驱动电机2的驱动端安装有刀具201;以平面直角坐标系为参考系,所述驱动电机2通过直线运动导向装置沿x轴做直线往复运动;还包括安装在所述底座1上的夹具;所述驱动电机2沿x轴方向间隔设置有两个,其中一个所述驱动电机2上的刀具201与另一个所述驱动电机2上的刀具201相向布置;所述夹具位于两个刀具201之间,且用于夹持前支座3与后支座4。
33.底座1为驱动电机2提供安装支撑,驱动电机2与底座1之间安装有直线运动导向装置。直线运动导向装置为现有技术,如滚珠丝杠副、滑块滑槽结构等。动力装置为驱动电机2沿x轴方向的直线往复运动提供动力。当直线运动导向装置为滚珠丝杠副时,动力装置为电机;当直线运动导向装置为滑块滑槽结构时,动力装置为液压驱动装置。夹具用于夹持前支
座3与后支座4,其中一个驱动电机2上的刀具201在前支座3上加工出第一焊接搭接口,另一个驱动电机2上的刀具在后支座4上加工出第二焊接搭接口。进刀与退刀则通过现有的控制系统实现。同时加工,提高加工效率。
34.夹具具有多种结构形式,只需保证前支座3与后支座4的稳定夹持即可。优选的,所述底座1上安装有安装座5,所述安装座5上安装有竖板6,所述安装座5与竖板6之间形成安装空间,所述驱动电机2上的刀具201与安装空间相对应布置;所述夹具包括第一夹持单元7、第二夹持单元8和第三夹持单元9;所述第一夹持单元7安装在安装座5上;所述第二夹持单元8和第三夹持单元9安装在竖板6上;所述第三夹持单元9设置有两个,两个所述第三夹持单元9沿x轴方向相间隔设置;所述第二夹持单元8位于两个所述第三夹持单元9之间;所述第一夹持单元7、第二夹持单元8和第三夹持单元9位于安装空间中;所述第一夹持单元7与其中一个第三夹持单元9相配合,用于夹持前支座3;所述第二夹持单元8与另一个第三夹持单元9相配合,用于夹持后支座4。安装座5为第一夹持单元7提供安装支撑,竖板6为第二夹持单元8和第三夹持单元9提供安装支撑。通过第一夹持单元7与其中一个第三夹持单元9对前支座3的夹持,前支座3稳定置于安装空间中。通过第二夹持单元8和另一个第三夹持单元9对后支座4的夹持,后支座4稳定置于安装空间中。
35.由于前副车架的前支座包括左前支座和右前支座,前副车架的后支座包括左后支座和右后支座,为了便于对左前支座、右前支座、左后支座和右后支座进行加工。优选的,所述第一夹持单元7设置有多个,多个所述第一夹持单元7沿x轴方向均匀间隔布置;所述第二夹持单元8设置有两个,两个所述第二夹持单元8沿x轴方向间隔布置。通过选用不同位置的第三夹持单元9,以及与该第三夹持单元9相对应布置的第一夹持单元7,用来夹持左前支座或右前支座。通过选用不同位置的第三夹持单元9,以及与该第三夹持单元9相邻布置的第二夹持单元8,用来夹持左后支座或右后支座。具体来说,若选用位于左边的第三夹持单元9以及与其相邻布置的第二夹持单元8共同夹持左后支座;位于右边的另一第三夹持单元9以及与其相对应布置的第一夹持单元7则共同夹持右前支座。
36.第一夹持单元7具有多种结构形式,优选的,所述第一夹持单元7包括配合使用的第一压爪701和第一支撑件702,所述第一压爪701和第一支撑件702均安装在安装座5上。待加工件被置于第一压爪701和第一支撑件702之间,通过第一压爪701和第一支撑件702的配合作用,将待加工件夹紧。
37.第二夹持单元8具有多种结构形式,优选的,所述第二夹持单元8包括配合使用的第二压爪801和第二支撑件802,所述第二压爪801和第二支撑件802均安装在竖板6上。待加工件被置于第二压爪801和第二支撑件802之间,通过第二压爪801和第二支撑件802的配合作用,将待加工件夹紧。
38.第三夹持单元9具有多种结构形式,优选的,所述第三夹持单元9包括配合使用的第三压爪901和第三支撑件902,所述第三压爪901和第三支撑件902均安装在竖板6上。待加工件被置于第三压爪901和第三支撑件902之间,通过第三压爪901和第三支撑件902的配合作用,将待加工件夹紧。
39.第一压爪701、第二压爪801和第三压爪901可以为手动夹紧夹具、气动夹紧夹具、电磁夹具等,优选为液压夹紧夹具,且均为现有技术中的结构。第一支撑件702、第二支撑件802和第三支撑件902既可以为杆状结构、也可以为块状结构。
40.为了实现对待加工件加工高度的调节,优选的,所述安装座5包括从上至下依次布置的底板501和基座502;所述竖板6的底端与底板501相连,所述第一夹持单元7安装于底板501上;所述基座502安装于底座1上;所述基座502上连接有竖向设置的套筒10,所述底板501上贯穿设置有供所述套筒10穿过的通孔;所述底板501和基座502通过安装于所述套筒10中的限位螺栓11紧固;所述底板501与基座502之间的间隙中垫设有楔块12。套筒10的底端与基座502上表面焊接固定,套筒10与底板501滑动配合,并通过在基座502与底板501之间垫设楔块12,将底板501调整至合适高度,再将限位螺栓11安装于套筒10中,实现底板501与基座502的紧固。底板501为第一夹持单元7提供安装支撑。竖板6与底板501相连形成l型结构,既可以焊接,也可以为一体成型的结构。
41.优选的,还包括竖向设置的挡块13,所述挡块13位于安装座5远离竖板6的一端;所述挡块13的上端与底板501通过第一紧固螺栓可拆卸链接,下端与基座502通过第二紧固螺栓可拆卸连接;所述挡块13与底板501之间设置有垫块14。在挡块13与底板501之间安装垫块14,增加刚性,提高结构稳定性。
42.以上为本发明的具体实施方式,从实施过程可以看出,本发明提供一种用于加工焊接搭接口的工装,能同时加工前副车架的前支座和后支座上的焊接搭接口。具有操作简单、同时加工、提高加工效率等优势。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1