一种尾气管自动加工及其烤蓝设备的制作方法
1.本发明涉及尾气管加工领域,特别涉及一种尾气管自动加工及其烤蓝设备。
背景技术:
2.随着工业技术的发展,现代的机车制造技术发展地越来越完善,机车在组装的时候需要使用尾气管,尾气管在安装之前需要把尾气管进行特殊处理,尾气管上需要进行防生锈处理和压延翻边,以往处理尾气管的手段还需要手动操作,这种操作非常耗费人力,以往压延翻边的机构比较复杂,维护比较麻烦;尾气管的处理时候需要经几种工艺操作,没经过一次加工就需要更换一工位,更换工位的操作比较浪费时间。
技术实现要素:
3.本发明的目的在于针对现有技术的不足,提供一种尾气管自动加工及其烤蓝设备,该装置在使用的时候,把待处理的金属管放进夹合轮盘和合拢块之间,夹合轮盘和合拢块合并在一起就变成一个整圆轮,金属管通过密闭弹簧锁紧,然后伺服电机通过驱动皮带带动整圆轮旋转,同时金属管的管壁穿插进两个折弯轮之间,步进电机带动弧形滑块和扭力片绕着圆形轨迹滑行,金属管在高速旋转的同时,金属管的边缘被压弯,这种压延结构简单易维护,实现了便捷压延翻边的效果。
4.为解决上述问题,本发明提供以下技术方案:一种尾气管自动加工及其烤蓝设备,包括基台板,所述基台板的上方设置有夹合组件,且夹合组件的两侧设置有承载组件,且基台板的底端固定安装有两个端部导轨,端部导轨上套装有弹力滑块,弹力滑块和端部导轨滑动连接,所述弹力滑块的顶端固定安装有弹力台,弹力台的顶端固定安装有活动轴座,且活动轴座的一侧安装有减速滚轮,减速滚轮和活动轴座旋转连接,且减速滚轮和夹合组件之间通过驱动皮带连接,减速滚轮安装在伺服电机的输出端上,伺服电机固定在活动轴座的侧壁上,所述基台板的下方设置有张力调节组件,所述夹合轮盘的上方还设置有开孔组件,所述基台板的一侧设置有翻边压弯组件,且基台板的另一侧设置有烤蓝组件。
5.进一步,所述夹合组件包括夹合轮盘和合拢块,所述夹合轮盘和合拢块上均设置有圆形凹腔,且夹合轮盘顶端的圆形凹腔里设置有密闭杆,合拢块底端的圆形凹腔里设置有和密闭杆相匹配的开孔,密闭杆的外侧设置有密闭弹簧,密闭弹簧的两端分别与圆形凹腔的侧壁固定连接,所述夹合轮盘和合拢块的侧壁上均设置有合拢导槽。
6.进一步,所述夹合组件包括贴合板和侧边支架,所述贴合板的侧壁上设置有锁紧球壳,锁紧球壳的内侧设置有金属球,金属球抵触在夹合轮盘和合拢块的侧壁上,所述侧边支架的顶端设置有穿插架,穿插架穿插在合拢导槽内,穿插架和合拢导槽滑动连接,穿插架的棱角上设置有圆弧倒角。
7.进一步,所述张力调节组件包括两个牵引翻边,两个牵引翻边分别与基台板和弹力台的底面连接,牵引翻边之间通过牵引弹簧连接。
8.进一步,所述翻边压弯组件包括延边台,所述延边台通过延伸支架和基台板连接,所述延边台的顶端设置有穿插片,穿插片的顶端设置有弧形导轨,弧形导轨上套装有弧形滑块,弧形滑块和弧形导轨滑动连接,弧形滑块上设置有和穿插片相匹配的避让槽,所述弧形滑块的侧壁上设置有扭力片,扭力片的一侧设置有两个折弯杆,且折弯杆的端头设置有折弯轮,所述延边台的一侧设置有驱动组件。
9.进一步,所述驱动组件包括步进电机,步进电机的输出端设置有伸缩管,伸缩管的内侧穿插有伸缩杆,伸缩杆和伸缩管滑动连接,且弧形滑块上设置有侧壁推杆,伸缩杆的端头设置有和侧壁推杆相匹配的开孔。
10.进一步,所述开孔组件包括吊装台,所述吊装台的侧壁上设置有侧壁板,侧壁板的底端设置有避让缺口,侧壁板的底端固定安装有两个合拢短管,合拢短管的内侧穿插有合拢短杆,合拢短杆的端头安装有开孔电机,开孔电机的输出端安装有管锯,所述合拢短杆和合拢短管之间通过复位弹簧连接,所述合拢短杆的另一端设置压合斜坡,所述吊装台的顶端固定安装有电动推杆,电动推杆的输出端设置有横架,横架的两端设置有挤压片,挤压片贴合压合斜坡的顶面上。
11.进一步,所述烤蓝组件包括延伸板块,延伸板块的顶端固定安装有两个运载导轨,运载导轨上套装有运载滑块,运载导轨和运载滑块滑动连接,运载滑块的顶端固定安装有载物台,所述载物台的中间设置有中心轴承,中心轴承的内环中固定安装有中心柱,中心柱的顶端设置有调换臂,调换臂的一端安装有打磨电机,打磨电机的输出端安装有打磨盘,打磨电机上搭载蓄电池,调换臂的另一端设置有喷气架,且喷气架的中间设置有火花塞,所述载物台的顶端固定环安装有供油泵,供油泵的输出端通过软管和喷气架接通,所述中心柱安装在换位电机的输出端上,换位电机固定在载物台的底端,所述运载导轨的一侧设置有滑行驱动组件。
12.进一步,所述滑行驱动组件包括螺母块,螺母块和运载滑块的侧壁连接,所述螺母块的内侧穿插有丝杆,丝杆安装在运载电机的输出端上,运载电机固定在延伸板块的侧壁上。
13.本发明的有益效果:其一,该装置在使用的时候,把待处理的金属管放进夹合轮盘和合拢块之间,夹合轮盘和合拢块合并在一起就变成一个整圆轮,金属管通过密闭弹簧锁紧,然后伺服电机通过驱动皮带带动整圆轮旋转,同时金属管的管壁穿插进两个折弯轮之间,步进电机带动弧形滑块和扭力片绕着圆形轨迹滑行,金属管在高速旋转的同时,金属管的边缘被压弯,这种压延结构简单易维护,实现了便捷压延翻边的效果。
14.其二,金属管从侧壁板底端的避让口穿过的时候,电动推杆带动横架和挤压片向下移动,此时的两个合拢短杆和开孔电机往中间合拢,开孔电机输出端的管锯切入到金属管内实施开孔作业,合拢短杆通过复位弹簧恢复到原来的位置,实现了自动开安装孔的效果。
15.其三,运载电机通过丝杆带动螺母块和载物台移动,此时的载物台沿着运载导轨往复滑行,此时的换位电机可以来回调换调换臂的角度,调换臂两端的喷气架和打磨电机会轮流穿插进金属内实施打磨和烤蓝作业。
附图说明
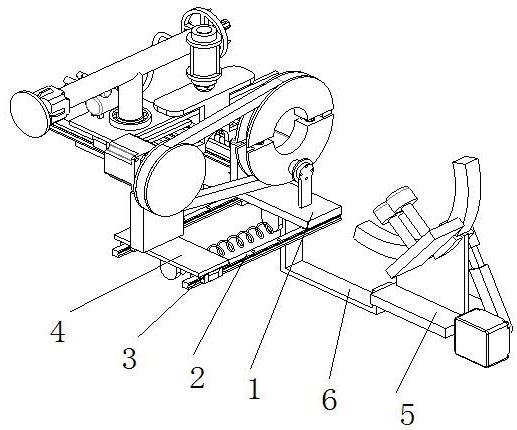
16.图1为尾气管自动加工及其烤蓝设备正视的示意图。
17.图2为尾气管自动加工及其烤蓝设备侧视的示意图。
18.图3为尾气管自动加工及其烤蓝设备吊装台的示意图。
19.图4为尾气管自动加工及其烤蓝设备延伸板块的示意图。
20.图5为尾气管自动加工及其烤蓝设备弧形导轨的示意图。
21.图6为尾气管自动加工及其烤蓝设备夹合轮盘的示意图。
22.图7为尾气管自动加工及其烤蓝设备夹合轮盘第二视角的示意图。
23.图8为尾气管自动加工及其烤蓝设备抵触线槽的示意图。
24.附图标记说明:基台板1,贴合板101,锁紧球壳102,侧边支架103,穿插架104,端部导轨2,弹力滑块3,弹力台4,牵引翻边401,牵引弹簧402,活动轴座403,减速滚轮404,伺服电机405,延边台5,穿插片501,弧形导轨502,弧形滑块503,扭力片504,折弯杆505,折弯轮506,步进电机507,伸缩管508,伸缩杆509,延伸支架6,延伸板块7,运载导轨8,运载滑块9,载物台10,中心轴承1001,中心柱1002,换位电机1003,调换臂1004,喷气架1005,火花塞1006,打磨电机1007,供油泵1008,吊装台11,侧壁板1101,合拢短管1102,合拢短杆1103,复位弹簧1104,开孔电机1105,避让口1106,电动推杆1107,横架1108,挤压片1109,丝杆12,螺母块1201,运载电机1202,夹合轮盘13,合拢块1301,合拢导槽1302,密闭杆1303,密闭弹簧1304,驱动皮带14。
具体实施方式
25.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
26.在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.参照图1、2、3、4、5、6、7、8所示的一种尾气管自动加工及其烤蓝设备,包括基台板1,所述基台板1的上方设置有夹合组件,且夹合组件的两侧设置有承载组件,且基台板1的底端固定安装有两个端部导轨2,端部导轨2上套装有弹力滑块3,弹力滑块3和端部导轨2滑动连接,所述弹力滑块3的顶端固定安装有弹力台4,弹力台4的顶端固定安装有活动轴座403,且活动轴座403的一侧安装有减速滚轮404,减速滚轮404和活动轴座403旋转连接,且减速滚轮404和夹合组件之间通过驱动皮带14连接,减速滚轮404安装在伺服电机405的输出端上,伺服电机405固定在活动轴座403的侧壁上,所述基台板1的下方设置有张力调节组件,所述夹合轮盘13的上方还设置有开孔组件,所述基台板1的一侧设置有翻边压弯组件,且基台板1的另一侧设置有烤蓝组件,夹合组件用来夹住待处理的金属管,然后伺服电机405通过减速滚轮404带动驱动皮带14运转,驱动皮带14驱动夹合组件旋转,夹合组件和金属管一起旋转,金属管在旋转的过程中被翻边压弯组件折弯。
28.所述夹合组件包括夹合轮盘13和合拢块1301,所述夹合轮盘13和合拢块1301上均设置有圆形凹腔,且夹合轮盘13顶端的圆形凹腔里设置有密闭杆1303,合拢块1301底端的圆形凹腔里设置有和密闭杆1303相匹配的开孔,密闭杆1303的外侧设置有密闭弹簧1304,密闭弹簧1304的两端分别与圆形凹腔的侧壁固定连接,所述夹合轮盘13和合拢块1301的侧壁上均设置有合拢导槽1302,夹合组件在锁紧金属管的时候,需要先手动把合拢块1301向上提起来,此时的夹合轮盘13和合拢块1301就分离了,然后松开合拢块1301,合拢块1301通过密闭弹簧1304向夹合轮盘13合并锁紧,夹合轮盘13和合拢块1301也合并成了一个整圆轮,夹合轮盘13和合拢块1301在开合的过程中,弹力台4的位置也有所调节。
29.所述夹合组件包括贴合板101和侧边支架103,所述贴合板101的侧壁上设置有锁紧球壳102,锁紧球壳102的内侧设置有金属球,金属球抵触在夹合轮盘13和合拢块1301的侧壁上,所述侧边支架103的顶端设置有穿插架104,穿插架104穿插在合拢导槽1302内,穿插架104和合拢导槽1302滑动连接,穿插架104的棱角上设置有圆弧倒角,夹合轮盘13和合拢块1301合拢的时候,合拢导槽1302就形成一个整的圆形导槽,夹合轮盘13和合拢块1301就可以绕着穿插架104旋转。
30.所述张力调节组件包括两个牵引翻边401,两个牵引翻边401分别与基台板1和弹力台4的底面连接,牵引翻边401之间通过牵引弹簧402连接,夹合轮盘13和合拢块1301打开的时候,牵引弹簧402被压缩,夹合轮盘13和合拢块1301合并的时候,牵引弹簧402带动弹力台4伸张。
31.所述翻边压弯组件包括延边台5,所述延边台5通过延伸支架6和基台板1连接,所述延边台5的顶端设置有穿插片501,穿插片501的顶端设置有弧形导轨502,弧形导轨502上套装有弧形滑块503,弧形滑块503和弧形导轨502滑动连接,弧形滑块503上设置有和穿插片501相匹配的避让槽,所述弧形滑块503的侧壁上设置有扭力片504,扭力片504的一侧设置有两个折弯杆505,且折弯杆505的端头设置有折弯轮506,所述延边台5的一侧设置有驱动组件,同时金属管的管壁穿插进两个折弯轮506之间,弧形滑块503和扭力片504绕着圆形轨迹滑行,金属管在高速旋转的同时,金属管的边缘被压弯,这种压延结构简单易维护,实现了便捷压延翻边的效果。
32.所述驱动组件包括步进电机507,步进电机507的输出端设置有伸缩管508,伸缩管508的内侧穿插有伸缩杆509,伸缩杆509和伸缩管508滑动连接,且弧形滑块503上设置有侧壁推杆,伸缩杆509的端头设置有和侧壁推杆相匹配的开孔,步进电机507带动弧形滑块503运转的同时,弧形滑块503和步进电机507的距离会发生改变,伸缩杆509和伸缩管508会互相穿插。
33.所述开孔组件包括吊装台11,所述吊装台11的侧壁上设置有侧壁板1101,侧壁板1101的底端设置有避让缺口1106,侧壁板1101的底端固定安装有两个合拢短管1102,合拢短管1102的内侧穿插有合拢短杆1103,合拢短杆1103的端头安装有开孔电机1105,开孔电机1105的输出端安装有管锯,所述合拢短杆1103和合拢短管1102之间通过复位弹簧1104连接,所述合拢短杆1103的另一端设置压合斜坡,所述吊装台11的顶端固定安装有电动推杆1107,电动推杆1107的输出端设置有横架1108,横架1108的两端设置有挤压片1109,挤压片1109贴合压合斜坡的顶面上,金属管从侧壁板1101底端的避让口1106穿过的时候,电动推杆1107带动横架1108和挤压片1109向下移动,此时的两个合拢短杆1103和开孔电机1105往
中间合拢,开孔电机1105输出端的管锯切入到金属管内实施开孔作业,合拢短杆1103通过复位弹簧1104恢复到原来的位置,实现了自动开安装孔的效果。
34.所述烤蓝组件包括延伸板块7,延伸板块7的顶端固定安装有两个运载导轨8,运载导轨8上套装有运载滑块9,运载导轨8和运载滑块9滑动连接,运载滑块9的顶端固定安装有载物台10,所述载物台10的中间设置有中心轴承1001,中心轴承1001的内环中固定安装有中心柱1002,中心柱1002的顶端设置有调换臂1004,调换臂1004的一端安装有打磨电机1007,打磨电机1007的输出端安装有打磨盘,打磨电机1007上搭载蓄电池,调换臂1004的另一端设置有喷气架1005,且喷气架1005的中间设置有火花塞1006,所述载物台10的顶端固定环安装有供油泵1008,供油泵1008的输出端通过软管和喷气架1005接通,所述中心柱1002安装在换位电机1003的输出端上,换位电机1003固定在载物台10的底端,所述运载导轨8的一侧设置有滑行驱动组件,载物台10可以沿着运载导轨8往复滑行,此时的换位电机1003可以来回调换调换臂1004的角度,调换臂1004两端的喷气架1005和打磨电机1007会轮流穿插进金属内实施打磨和烤蓝作业,实现了自动加工的效果。
35.所述滑行驱动组件包括螺母块1201,螺母块1201和运载滑块9的侧壁连接,所述螺母块1201的内侧穿插有丝杆12,丝杆12安装在运载电机1202的输出端上,运载电机1202固定在延伸板块7的侧壁上,运载电机1202通过螺母块1201带动载物台10滑行,实现了提供滑行动力的效果。
36.最后,夹合组件用来夹住待处理的金属管,然后伺服电机405通过减速滚轮404带动驱动皮带14运转,驱动皮带14驱动夹合组件旋转,夹合组件和金属管一起旋转,金属管在旋转的过程中被翻边压弯组件折弯,夹合组件在锁紧金属管的时候,需要先手动把合拢块1301向上提起来,此时的夹合轮盘13和合拢块1301就分离了,然后松开合拢块1301,合拢块1301通过密闭弹簧1304向夹合轮盘13合并锁紧,夹合轮盘13和合拢块1301也合并成了一个整圆轮,夹合轮盘13和合拢块1301在开合的过程中,弹力台4的位置也有所调节,夹合轮盘13和合拢块1301合拢的时候,合拢导槽1302就形成一个整的圆形导槽,夹合轮盘13和合拢块1301就可以绕着穿插架104旋转,夹合轮盘13和合拢块1301打开的时候,牵引弹簧402被压缩,夹合轮盘13和合拢块1301合并的时候,牵引弹簧402带动弹力台4伸张,同时金属管的管壁穿插进两个折弯轮506之间,弧形滑块503和扭力片504绕着圆形轨迹滑行,金属管在高速旋转的同时,金属管的边缘被压弯,这种压延结构简单易维护,实现了便捷压延翻边的效果,步进电机507带动弧形滑块503运转的同时,弧形滑块503和步进电机507的距离会发生改变,伸缩杆509和伸缩管508会互相穿插,金属管从侧壁板1101底端的避让口1106穿过的时候,电动推杆1107带动横架1108和挤压片1109向下移动,此时的两个合拢短杆1103和开孔电机1105往中间合拢,开孔电机1105输出端的管锯切入到金属管内实施开孔作业,合拢短杆1103通过复位弹簧1104恢复到原来的位置,实现了自动开安装孔的效果,载物台10可以沿着运载导轨8往复滑行,此时的换位电机1003可以来回调换调换臂1004的角度,调换臂1004两端的喷气架1005和打磨电机1007会轮流穿插进金属内实施打磨和烤蓝作业,实现了自动加工的效果,运载电机1202通过螺母块1201带动载物台10滑行,实现了提供滑行动力的效果。
37.以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作出任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均
仍属于本发明的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1