非对称仿生鱼鳞型微结构的加工方法及装置
1.本技术涉及功能微结构技术领域,特别涉及一种非对称仿生鱼鳞型微结构的加工方法及装置。
背景技术:
2.减阻是航空飞行器、高速列车等高速航行体在设计过程中面临的主要问题之一,是节约燃油、提高效能的重要途径。目前航空器的外形设计基本完善,压差阻力与诱导阻力已经降低到最小值,制备高速航行体仿生表面微结构来进一步实现减阻成为一种新途径。但是,仿生微结构的尺寸小、形状复杂等特点为其制造带来了强大的困难,特别是在非对称仿生鱼鳞型微结构的加工制造。
3.相关技术中的仿生微结构加工方式主要有机械法、化学方法和物理法,其中,机械法包括喷砂、喷丸等方法,但机械法所加工的微结构不规则,污染环境;化学法主要包括酸蚀、阳极氧化、微弧氧化等方法,但化学法所加工的微结构多在纳米尺度,在较大尺度微结构的制备存在局限性;物理法主要包括激光束刻蚀、电子束刻蚀和离子束刻蚀等,通过调控工艺参数能够在材料表面获得较为规则的微纳结构,但物理法难以加工非对称型微结构,且在复杂曲面上加工微结构具有局限性。
技术实现要素:
4.本技术提供一种非对称仿生鱼鳞型微结构方法及装置,能够为高速航体的复杂外表面高效率、高精度、低成本地制备非对称仿生鱼鳞型微结构。
5.本技术第一方面实施例提供一种非对称仿生鱼鳞型微结构的加工方法,包括以下步骤:
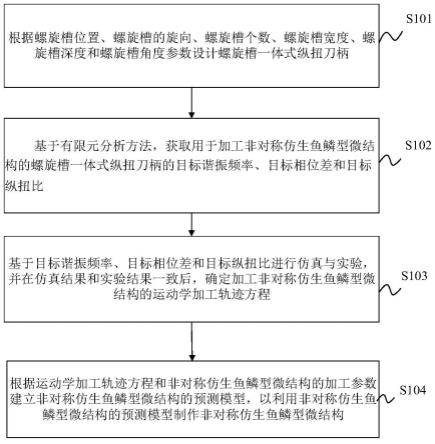
6.根据螺旋槽位置、螺旋槽的旋向、螺旋槽个数、螺旋槽宽度、螺旋槽深度和螺旋槽角度参数设计螺旋槽一体式纵扭刀柄;
7.基于有限元分析方法,获取用于加工非对称仿生鱼鳞型微结构的所述螺旋槽一体式纵扭刀柄的目标谐振频率、目标相位差和目标纵扭比;
8.基于所述目标谐振频率、所述目标相位差和所述目标纵扭比进行仿真与实验,并在仿真结果和实验结果一致后,确定加工所述非对称仿生鱼鳞型微结构的运动学加工轨迹方程;以及
9.根据所述运动学加工轨迹方程和非对称仿生鱼鳞型微结构的加工参数建立所述非对称仿生鱼鳞型微结构的预测模型,以利用所述非对称仿生鱼鳞型微结构的预测模型制作所述非对称仿生鱼鳞型微结构。
10.可选地,所述根据所述运动学加工轨迹方程和非对称仿生鱼鳞型微结构的加工参数建立所述非对称仿生鱼鳞型微结构的预测模型,包括:
11.根据所述非对称仿生鱼鳞型微结构的加工参数建立刀具切削刃上点的几何方程;
12.基于所述刀具切削刃上点的几何方程和所述运动学加工轨迹方程确定所述非对
称仿生鱼鳞型微结构的第一运动方程和所述非对称仿生鱼鳞型微结构的第二运动方程;
13.根据所述第一运动方程和所述第二运动方程将所述刀具切削刃上的各点数据一一映射到工件切削平面,并基于刀具干涉原理对比相同位置处的轮廓高度,以建立所述非对称仿生鱼鳞型微结构的预测模型。
14.可选地,所述运动学加工轨迹方程为:
[0015][0016]
其中,r为铣刀半径,n为铣削主轴转速,f为超声频率,fa为y方向的进给速度,a
t
为纵振的振幅,a
l
为扭振的振幅,θ0为扭转振动时,扭转振动与纵向振动相位差,为铣刀旋转的初始旋转角度,x
t
为刀具任意点运动轨迹的x轴坐标,y
t
为刀具任意点运动轨迹的y轴坐标,z
t
为刀具任意点运动轨迹的z轴坐标。
[0017][0018]
其中,γ为刃倾角,r0为圆弧半径,x为刀具模型x轴坐标值,y为刀具模型y轴坐标值,z为刀具模型z轴坐标值,x
t
为考虑刀具几何模型的x轴方向运动轨迹,y
t
为考虑刀具几何模型的y轴方向运动轨迹,z
t
为考虑刀具几何模型的z轴运动轨迹。
[0019]
可选地,所述第二运动方程为:
[0020][0021]
其中,σ为倾斜角度。
[0022]
可选地,所述基于所述目标谐振频率、所述目标相位差和所述目标纵扭比进行仿真与实验,包括:
[0023]
采用阻抗分析仪测量旋转超声系统中的谐振频率和补偿电容,采用超声波加工电源扫频功能确定所述旋转超声系统的谐振频率;
[0024]
监测所述目标谐振频率工作下,所述螺旋槽一体式刀柄的当前纵向振动的振幅、当前扭转振动的振幅和当前相位差;
[0025]
根据所述当前纵向振动的振幅、所述当前扭转振动的振幅和所述当前相位差对所述螺旋槽一体式纵扭刀柄的谐响应进行验证。
[0026]
本技术第二方面实施例提供一种非对称仿生鱼鳞型微结构的加工装置,包括:
[0027]
设计模块,用于根据螺旋槽位置、螺旋槽的旋向、螺旋槽个数、螺旋槽宽度、螺旋槽深度和螺旋槽角度参数设计螺旋槽一体式纵扭刀柄;
[0028]
获取模块,用于基于有限元分析方法,获取用于加工非对称仿生鱼鳞型微结构的
所述螺旋槽一体式纵扭刀柄的目标谐振频率、目标相位差和目标纵扭比;
[0029]
确定模块,用于基于所述目标谐振频率、所述目标相位差和所述目标纵扭比进行仿真与实验,并在仿真结果和实验结果一致后,确定加工所述非对称仿生鱼鳞型微结构的运动学加工轨迹方程;以及
[0030]
制作模块,用于根据所述运动学加工轨迹方程和非对称仿生鱼鳞型微结构的加工参数建立所述非对称仿生鱼鳞型微结构的预测模型,以利用所述非对称仿生鱼鳞型微结构的预测模型制作所述非对称仿生鱼鳞型微结构。
[0031]
可选地,所述制作模块,包括:
[0032]
根据所述非对称仿生鱼鳞型微结构的加工参数建立刀具切削刃上点的几何方程;
[0033]
基于所述刀具切削刃上点的几何方程和所述运动学加工轨迹方程确定所述非对称仿生鱼鳞型微结构的第一运动方程和所述非对称仿生鱼鳞型微结构的第二运动方程;
[0034]
根据所述第一运动方程和所述第二运动方程将所述刀具切削刃上的各点数据一一映射到工件切削平面,并基于刀具干涉原理对比相同位置处的轮廓高度,以建立所述非对称仿生鱼鳞型微结构的预测模型。
[0035]
可选地,所述运动学加工轨迹方程为:
[0036][0037]
其中,r为铣刀半径,n为铣削主轴转速,f为超声频率,fa为y方向的进给速度,a
t
为纵振的振幅,a
l
为扭振的振幅,θ0为扭转振动时,扭转振动与纵向振动相位差,为铣刀旋转的初始旋转角度,x
t
为刀具任意点运动轨迹的x轴坐标,y
t
为刀具任意点运动轨迹的y轴坐标,z
t
为刀具任意点运动轨迹的z轴坐标。
[0038]
可选地,所述第一运动方程为:
[0039][0040]
其中,γ为刃倾角,r0为圆弧半径,x为刀具模型x轴坐标值,y为刀具模型y轴坐标值,z为刀具模型z轴坐标值,x
t
为考虑刀具几何模型的x轴方向运动轨迹,y
t
为考虑刀具几何模型的y轴方向运动轨迹,z
t
为考虑刀具几何模型的z轴运动轨迹。
[0041]
可选地,所述第二运动方程为:
[0042][0043]
其中,σ为倾斜角度。
[0044]
可选地,所述基于所述目标谐振频率、所述目标相位差和所述目标纵扭比进行仿
真与实验,包括:
[0045]
采用阻抗分析仪测量旋转超声系统中的谐振频率和补偿电容,采用超声波加工电源扫频功能确定所述旋转超声系统的谐振频率;
[0046]
监测所述目标谐振频率工作下,所述螺旋槽一体式刀柄的当前纵向振动的振幅、当前扭转振动的振幅和当前相位差;
[0047]
根据所述当前纵向振动的振幅、所述当前扭转振动的振幅和所述当前相位差对所述螺旋槽一体式纵扭刀柄的谐响应进行验证。
[0048]
由此,本技术实施例的非对称仿生鱼鳞型微结构的加工方法具有以下优点:
[0049]
(1)本技术实施例所设计的螺旋槽一体式刀柄结构,舍弃了相关技术中使用压电陶瓷切向极化方法或在变幅杆上加工螺旋槽来实现纵扭耦合振动方法,所设计的螺旋槽一体式刀柄结构纵扭转换方式柔性高,成本低;
[0050]
(2)本技术实施例所提出的一种高效加工复杂曲面的非对称仿生鱼鳞型微结构方法,解决了相关技术中无法高效制备出非对称仿生鱼鳞型微结构的难题,而且该加工方法具有高效率、高精度和低成本等优点,每秒可加工上万个微结构;
[0051]
(3)本技术实施例所提出的方法能够在航空飞行器、高速列车等高速航行体的复杂外表面高效制备非对称仿生鱼鳞型微结构,减少的空气阻力。
[0052]
本技术附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
[0053]
本技术上述的和/或附加的方面和优点从下面结合附图对实施例的描述中将变得明显和容易理解,其中:
[0054]
图1为根据本技术实施例提供的非对称仿生鱼鳞型微结构的加工方法的流程图;
[0055]
图2为根据本技术一个实施例提供的旋转超声铣削高效制备复杂曲面的仿生鱼鳞型微结构装置的示意图;
[0056]
图3为根据本技术一个实施例提供的非对称仿生鱼鳞微结构示意图;
[0057]
图4为根据本技术一个实施例提供螺旋槽左旋一体式变幅刀杆结构示意图;
[0058]
图5为根据本技术一个实施例提供的非对称仿生鱼鳞型微结构的加工方法的流程图;
[0059]
图6为根据本技术一个实施例提供螺旋槽左旋一体式变幅刀杆结构示意图;
[0060]
图7为根据本技术一个实施例提供螺旋槽右旋一体式变幅刀杆结构示意图;
[0061]
图8为根据本技术一个实施例提供非对称微结构横截面示意图;
[0062]
图9为根据本技术一个实施例提供飞机机翼复杂曲面的非对称仿生鱼鳞型微结构示意图;
[0063]
图10为考虑刀具几何轮廓的非对称仿生鱼鳞型微结构的预测模型仿真结果;
[0064]
图11为根据本技术实施例提供的非对称仿生鱼鳞型微结构的加工装置的方框示意图。
具体实施方式
[0065]
下面详细描述本技术的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本技术,而不能理解为对本技术的限制。
[0066]
下面参考附图描述本技术实施例的非对称仿生鱼鳞型微结构的加工方法及装置。针对上述背景技术中提到的非对称仿生鱼鳞型微结构加工制造困难的问题,本技术提供了一种非对称仿生鱼鳞型微结构的加工方法,在该方法中,根据螺旋槽位置、螺旋槽的旋向、螺旋槽个数、螺旋槽宽度、螺旋槽深度和螺旋槽角度参数设计螺旋槽一体式纵扭刀柄,并基于有限元分析方法,获取用于加工非对称仿生鱼鳞型微结构的螺旋槽一体式纵扭刀柄的目标谐振频率、目标相位差和目标纵扭比,并进行仿真与实验,并在仿真结果和实验结果一致后,确定加工非对称仿生鱼鳞型微结构的运动学加工轨迹方程,再根据运动学加工轨迹方程和非对称仿生鱼鳞型微结构的加工参数建立非对称仿生鱼鳞型微结构的预测模型,以利用非对称仿生鱼鳞型微结构的预测模型制作非对称仿生鱼鳞型微结构。由此,能够为高速航体的复杂外表面高效率、高精度、低成本地制备非对称仿生鱼鳞型微结构。
[0067]
具体而言,图1为本技术实施例所提供的一种非对称仿生鱼鳞型微结构的加工方法的流程示意图。
[0068]
如图1所示,该非对称仿生鱼鳞型微结构的加工方法包括以下步骤:
[0069]
在步骤s101中,根据螺旋槽位置、螺旋槽的旋向、螺旋槽个数、螺旋槽宽度、螺旋槽深度和螺旋槽角度参数设计螺旋槽一体式纵扭刀柄。
[0070]
具体地,根据超声波斜入式原理和“四分之一波长”设计要求,设计螺旋槽一体式纵扭刀柄,所设计的螺旋槽一体式纵扭刀柄参数包括螺旋槽位置、螺旋槽的旋向、螺旋槽个数、螺旋槽宽度、螺旋槽深度及其螺旋槽角度参数,其中,螺旋槽长度l满足l=pθ/π,其中p为螺距,θ为螺旋槽角度。
[0071]
在步骤s102中,基于有限元分析方法,获取用于加工非对称仿生鱼鳞型微结构的螺旋槽一体式纵扭刀柄的目标谐振频率、目标相位差和目标纵扭比。
[0072]
具体地,本技术实施例在设计螺旋槽一体式纵扭刀柄后,可以进行旋转超声纵扭加工螺旋槽一体式刀柄耦合频率特性分析。具体而言,本技术实施例可以基于有限元分析方法获得加工非对称仿生鱼鳞型微结构所需螺旋槽一体式刀柄的目标谐振频率,目标相位差和目标纵扭比等参量。
[0073]
在步骤s103中,基于目标谐振频率、目标相位差和目标纵扭比进行仿真与实验,并在仿真结果和实验结果一致后,确定加工非对称仿生鱼鳞型微结构的运动学加工轨迹方程。
[0074]
可选地,在一些实施例中,基于目标谐振频率、目标相位差和目标纵扭比进行仿真与实验,包括:采用阻抗分析仪测量旋转超声系统中的谐振频率和补偿电容,采用超声波加工电源扫频功能确定旋转超声系统的谐振频率;监测目标谐振频率工作下,螺旋槽一体式刀柄的当前纵向振动的振幅、当前扭转振动的振幅和当前相位差;根据当前纵向振动的振幅、当前扭转振动的振幅和当前相位差对螺旋槽一体式纵扭刀柄的谐响应进行验证。
[0075]
具体地,本技术实施例开展旋转超声纵扭加工螺旋槽一体式刀柄谐响应试验,可以验证有限元分析及其螺旋槽一体式结构设计的有效性,具体而言可以采用阻抗分析仪测
量旋转超声系统中的谐振频率和补偿电容,采用超声波加工电源扫频功能确定超声加工系统的谐振频率,在此基础上,监测谐振频率工作下螺旋槽一体式刀柄的纵向振动、扭转振动的振幅和相位差,并进一步验证仿真分析的准确性。
[0076]
在步骤s104中,根据运动学加工轨迹方程和非对称仿生鱼鳞型微结构的加工参数建立非对称仿生鱼鳞型微结构的预测模型,以利用非对称仿生鱼鳞型微结构的预测模型制作非对称仿生鱼鳞型微结构。
[0077]
可选地,在一些实施例中,根据运动学加工轨迹方程和非对称仿生鱼鳞型微结构的加工参数建立非对称仿生鱼鳞型微结构的预测模型,包括:根据非对称仿生鱼鳞型微结构的加工参数建立刀具切削刃上点的几何方程;基于刀具切削刃上点的几何方程和运动学加工轨迹方程确定非对称仿生鱼鳞型微结构的第一运动方程和非对称仿生鱼鳞型微结构的第二运动方程;根据第一运动方程和第二运动方程将刀具切削刃上的各点数据一一映射到工件切削平面,并基于刀具干涉原理对比相同位置处的轮廓高度,以建立非对称仿生鱼鳞型微结构的预测模型。
[0078]
具体地,本技术实施例在建立非对称仿生鱼鳞型微结构的预测模型之前需要开展旋转超声铣削纵扭加工仿生鱼鳞型微结构的运动学加工轨迹分析,具体而言在旋转超声纵扭复合加工微结构过程中,刀具运动轨迹是由沿主轴轴向的纵向振动和沿主轴转动方向的扭转振动耦合组成,设铣刀中心为坐标系的原点o,其加工坐标系如图2所示,铣刀沿y轴方向运动为进给运动,铣刀沿z轴方向振动,所构建的刀具运动轨迹方程(即运动学加工轨迹方程)可得:
[0079][0080]
其中,r为铣刀半径,单位为mm;n为铣削主轴转速,单位为(rpm);f为超声频率,单位为hz;fa为y方向的进给速度,单位为mm/min;a
t
为纵振的振幅,单位为mm;a
l
为扭振的振幅,单位为μm;θ0为扭转振动时,扭转振动与纵向振动相位差,为铣刀旋转的初始旋转角度,x
t
为刀具任意点运动轨迹的x轴坐标,y
t
为刀具任意点运动轨迹的y轴坐标,z
t
为刀具任意点运动轨迹的z轴坐标。
[0081]
图3展示了非对称仿生鱼鳞微结构示意图,沿切削速度方向相邻仿生鱼鳞型微结构之间的距离s主要由切削速度与超声振动频率的比值相关,其方程式可以表达为:
[0082][0083]
其中,vc为切削速度,n为主轴转速,d为刀具直径。
[0084]
沿进给方向相邻的仿生鱼鳞型微结构之间的距离d与进给量有关,其进给量决定相邻的非对称仿生鱼鳞型微结构在进给方向分布的疏密程度。当进给速度足够小时,微结构开始在进给方向重叠,其微结构在进给方向的尺寸距离可以表示为:
[0085]
d=fa;(3)
[0086]
当沿切削速度方向相邻微结构之间的距离s大于微结构长度l时候,各个微结构在切削速度方向没有重叠;当沿进给方向相邻微结构之间的距离d大于微结构的宽度w时,各个微结构之间在进给方面没有重叠。结合刀具的刃口钝圆半径,微结构的宽度w可以表示
为:
[0087][0088]
其中:rc为刃口钝圆半径,h0为考虑超声振动的切削深度。
[0089]
此外,连续的微结构凹坑之间存在相对位移,如图3所示,定义相邻仿生鱼鳞型微结构之间的位移δ,其相邻距离为δ=2πr/k;当相邻仿生微结构的位移等于0时,其微结构沿进给方向对齐分布;当相邻仿生鱼鳞型微结构之间的相邻位移δ不等于0时,其相邻微结构交叉分布。
[0090]
考虑刀具几何尺寸的非对称仿生鱼鳞型微结构建模。按刀具的运动轨迹加工,并将刀具轮廓复映到加工工件表面,现有的铣削建模过程中忽略了副偏角、刃倾角,但在微结构加工过程中是不可忽略的。一方面,刀具的副偏角φ影响刀具在切削深度方向的变化,其深度变化为δh=ytanφ;另一方面,刃倾角γ影响刀具在工件表面的变化,其在x、y方向的变化分别为x0=xtanγ,z0=zcotγ。此外,为了避免旋转刀具破坏已经加工的微结构,设计了刀轴倾斜加工微结构方案,倾斜角度为σ,结合图2和图4(其中15为刀片主切削刃,16为刀具圆弧半径,17为刀具副切削刃),建立刀具切削刃上点的几何方程为:
[0091][0092]
其中,γ为刃倾角,φ为副偏角,σ为刀轴倾斜角度,r0为圆弧半径。
[0093]
因此,当y》y-r
0-rsin(φ+σ)时,旋转超声纵扭加工非对称仿生鱼鳞型微结构的运动方程(即第一运动方程)为:
[0094][0095]
其中,γ为刃倾角,r0为圆弧半径,x为刀具模型x轴坐标值,y为刀具模型y轴坐标值,z为刀具模型z轴坐标值,x
t
为考虑刀具几何模型的x轴方向运动轨迹,y
t
为考虑刀具几何模型的y轴方向运动轨迹,z
t
为考虑刀具几何模型的z轴运动轨迹。
[0096]
当0《y《y-r
0-rsin(φ+σ)时,旋转超声纵扭加工非对称仿生鱼鳞型微结构的运动方程(即第二运动方程)为:
[0097][0098]
最后根据非对称仿生鱼鳞型微结构运动方程将切削刃上的各点数据一一映射到工件切削平面,并基于刀具干涉原理对比相同位置处的轮廓高度,获得非对称仿生鱼鳞型微结构,即建立了考虑刀具几何轮廓的非对称仿生鱼鳞型微结构的预测模型(如图11所示)。
[0099]
复杂曲面的非对称仿生鱼鳞型微结构的加工。将需要制备微结构的复杂曲面三维模型导入到cam(computer aided manufacturing,计算机辅助制造)软件中,初步确定合理的刀具加工路径和加工参数,采用较大直径的立铣刀整体开粗加工,切削量大于精加工5倍以上;接着选择直径较小且悬长较长的立铣刀,采用分层轮廓加工方式,去除粗加工的剩余量,使得剩余量均匀,并采用球头铣刀进行精加工样品;最后,根据实际需求非对称鱼鳞型微结构的分布情况与几何尺寸,通过公式(1)-(7)计算得到的非对称仿生鱼鳞型微结构的切削参数、超声参数和刀轴倾斜角度,最后加工制备得到非对称仿生鱼鳞型微结构。
[0100]
为使得本领域技术人员进一步了解本技术实施例的非对称仿生鱼鳞型微结构的加工方法,下面结合具体实施例进行详细阐述。
[0101]
如图5所示,图5为本技术实施例的非对称仿生鱼鳞型微结构的加工方法的流程图。
[0102]
s501,螺旋槽一体式刀杆纵扭同频设计。
[0103]
具体地,如图2、图6和图7所示,根据超声波斜入式原理和“四分之一波长”设计要求,设计了螺旋槽一体式纵扭刀杆10。所设计螺旋槽一体式纵扭刀杆10的参数为:螺旋槽2的角度为45度,螺距为21mm,螺旋槽2的个数为3,螺旋槽2的宽度为1.5mm,螺旋槽2的深度为2.5mm,螺旋槽2的旋转方式左旋。
[0104]
所设计的旋转超声纵扭加工螺旋槽一体式刀柄10的setp(一种iso标准交换格式文件)格式加载到有限元软件workbench2019 r1进行分析,并获得螺旋槽一体式刀柄10的谐振频率,相位差及纵扭等参量,初步评估设计的螺旋槽一体式变幅刀杆的合理性。
[0105]
旋转超声纵扭加工非对称仿生鱼鳞型微结构加工装置如图2所示,包括:er型夹头1、螺旋槽2(如图6和图7所示)、m2.5螺钉3、铣刀片4、固定螺栓5、前盖板6、换能器材料7、变幅杆8、刀杆固定螺母9、螺旋槽刀杆10、导电滑环12、外壳13、hsk刀柄14。
[0106]
超声发生器提供的电能通过导电滑环12传递到换能器材料7,导电滑环主要确保电能信号实现无线传输通过。换能器材料7将电信号转换为机械振动信号,换能器材料可以是压电陶瓷,后盖板6与固定螺栓5为换能器材料7提供预紧力,并且保证超声系统能够在谐振频率下工作,螺旋槽一体式刀杆10通过er型夹头1和刀杆固定螺母9固定在变幅杆8上,确保通过变幅杆8的机械振动传递到螺旋槽一体式刀杆10上,传递到螺旋槽一体式刀杆10的机械纵向振动信号通过螺旋槽2后转换为纵振信号和横向信号,实现了纵扭复合振动。
[0107]
s502,旋转超声纵扭加工螺旋槽一体式刀柄耦合频率特性分析等仿真分析。
[0108]
s503,双通道激光位移传感器测量螺旋槽纵扭刀柄的纵扭,扭振的谐振频率、相位差和振幅等试验分析。
[0109]
具体地,采用双通道激光位移传感器同时测量旋转超声纵扭加工螺旋槽一体式刀柄的纵振10、扭振的振幅和相位差,并进一步验证仿真分析的准确性。开展旋转超声纵扭加工螺旋槽一体式刀柄10纵扭振幅特性试验,采用阻抗分析仪测量旋转超声系统中的谐振频率和补偿电容,并利用超声波加工电源扫频功能确定系统的谐振频率。
[0110]
s504,仿真与试验一致性,如果是,跳转执行步骤s506,否则,执行步骤s505。
[0111]
s505,优化螺旋槽纵扭刀柄结构设计。
[0112]
s506,分析旋转超声铣削纵扭加工非对称仿生鱼鳞型微结构的运动学加工轨迹。
[0113]
具体地,开展非对称仿生鱼鳞型微结构表面运动学分析,旋转超声纵扭刀具运动
是由沿主轴轴向的纵向振动和沿主轴转动方向的扭转振动耦合组成,设铣刀中心为坐标系的原点o,其加工坐标系如图2所示,铣刀沿y轴方向运动为进给运动,铣刀沿z轴方向振动,所构建的刀具运动轨迹方程可以如公式(8)。纵振和扭振不同的相位差可以获得不同的轨迹方程,图8展示了相位为0度和180度时的刀具轨迹示意图。
[0114][0115]
其中,r为铣刀半径,单位为mm;n为铣削主轴转速,单位为(rpm);f为超声频率,单位为hz;fa为y方向的进给速度,单位为mm/min;a
t
为纵振的振幅,单位为mm;a
l
为扭振的振幅,单位为μm;θ0为扭转振动时,扭转振动与纵向振动相位差,为铣刀旋转的初始旋转角度,x
t
为刀具任意点运动轨迹的x轴坐标,y
t
为刀具任意点运动轨迹的y轴坐标,z
t
为刀具任意点运动轨迹的z轴坐标。
[0116]
沿切削速度方向相邻仿生鱼鳞型微结构之间的距离s主要由切削速度与超声振动频率的比值相关,其方程式可以表达为:
[0117][0118]
其中,vc为切削速度,n为主轴转速,d为刀具直径。
[0119]
沿进给方向相邻的仿生鱼鳞型微结构之间的距离d与进给量有关,其进给量决定相邻的非对称仿生鱼鳞型微结构在进给方向分布的疏密程度。当进给速度足够小时候,微结构开始在进给方向重叠,其微结构在进给方向的的尺寸距离可以表示为:
[0120]
d=fa;(10)
[0121]
如图9所示(其中18为单个微结构,19为机翼),当各个微结构18与微结构18之间没有重叠时候,存在工件表面未切削区域,其微结构18的宽度w(沿进给方向)可以表示为:
[0122][0123]
其中:rc为刃口钝圆半径,h0为考虑超声振动的切削深度。
[0124]
此外,连续的微结构18凹坑之间存在位移,定义相邻仿生鱼鳞型微结构18之间的位移δ,其相邻距离为δ=2πr/k。如图3所示,当相邻仿生微结构18的位移等于0时候,其微结构18沿进给方向对齐分布,当相邻仿生鱼鳞型微结构18之间的相邻位移δ不等于0时候,其相邻微结构18交叉分布。
[0125]
s507,建立考虑刀具几何轮廓的非对称仿生鱼鳞型微结构预测模型。
[0126]
具体地,考虑刀具几何尺寸的非对称仿生鱼鳞型微结构建模,刀具沿着刀具的运动轨迹加工,并将刀具轮廓复映到加工工件表面。现有的铣削建模过程中忽略了副偏角、刃倾角,但在微结构加工过程中是不可忽略的。一方面,刀具的副偏角影响刀具在切削深度方向的变化,其深度变化为δh=ytanφ;另一方面,刃倾角影响刀具在工件平面的变化,其在x、y方向的变化分别为x0=xtanγ,z0=zcotγ。此外,为了避免旋转刀具破坏已经加工的微结构18(如图9所示),设计了刀轴倾斜加工微结构方案,倾斜角度为σ,结合图2和图4,建立刀具切削刃上点的几何方程为:
[0127][0128]
其中,γ为刃倾角,φ为副偏角,σ为刀轴倾斜角度,r0为圆弧半径。
[0129]
因此,当y》y-r
0-rsin(φ+σ)时,旋转超声纵扭加工非对称仿生鱼鳞型微结构的运动方程为:
[0130][0131]
其中,γ为刃倾角,r0为圆弧半径,x为刀具模型x轴坐标值,y为刀具模型y轴坐标值,z为刀具模型z轴坐标值,x
t
为考虑刀具几何模型的x轴方向运动轨迹,y
t
为考虑刀具几何模型的y轴方向运动轨迹,z
t
为考虑刀具几何模型的z轴运动轨迹。
[0132]
当0《y《y-r
0-rsin(φ+σ)时,旋转超声纵扭加工非对称仿生鱼鳞型微结构的运动方程为:
[0133][0134]
最后根据非对称仿生鱼鳞型微结构运动方程将切削刃上的各点数据一一映射到工件切削平面,并基于刀具干涉原理对比相同位置处的轮廓高度,获得非对称仿生鱼鳞型微结构,即建立了考虑刀具几何轮廓的非对称仿生鱼鳞型微结构的预测模型,所建立的预测模型仿真结果如图10所示。
[0135]
根据所构建的非对称仿生鱼鳞型微结构预测模型和复杂曲面单个减阻微结构尺寸范围(100~200μm尺度),初步确定飞机机翼19复杂曲面轮廓表面减阻所需要微结构加工较佳参数范围:刀具圆弧半径在1mm以内,超声加工频率在19000~21000hz之间,主轴转速在5000~10000rpm之间,纵振振幅在5~20μm之间,扭振振幅在5~20微米之间,进给量在300~1000r/min,切削深度在1~10μm。
[0136]
s508,加工复杂曲面非对称仿生鱼鳞型的微结构。
[0137]
具体地,进行飞机机翼复杂曲面的非对称仿生鱼鳞型微结构的加工,将机翼19轮廓三维模型导入到cam软件中,确定合理的刀具加工路径和加工参数。首先采用较大的立铣刀整体开粗加工,切削量大于精加工5倍以上并快速去除大部分余量。接着进行精加工,一方面选择悬长较长的立铣刀,采用分层轮廓加工方式,去除粗加工的剩余量,使得剩余量均匀;另一方面采用球头铣刀精加工获得机翼的复杂曲面,所设置球头铣刀加工参数分别为切削深度为0.1mm,主轴转速5000r/min和进给速度600mm/min。精加工后,获得高加工质量的机翼19复杂曲面,在此基础上开展复杂曲面上的非对称仿生鱼鳞型微结构加工,其加工参数设置为超声加工频率为19500hz,纵扭振幅为10μm,扭振振幅为15μm,主轴转速为
5000r/min,切削深度为2μm,进给量为500mm/min,刀轴倾斜角度为0.15
°
,铣刀圆弧半径为0.4mm,其中机翼19复杂曲面局部区域的表面的微结构如图9所示。
[0138]
根据本技术实施例提出的非对称仿生鱼鳞型微结构的加工方法,根据螺旋槽位置、螺旋槽的旋向、螺旋槽个数、螺旋槽宽度、螺旋槽深度和螺旋槽角度参数设计螺旋槽一体式纵扭刀柄,并基于有限元分析方法,获取用于加工非对称仿生鱼鳞型微结构的螺旋槽一体式纵扭刀柄的目标谐振频率、目标相位差和目标纵扭比,并进行仿真与实验,并在仿真结果和实验结果一致后,确定加工非对称仿生鱼鳞型微结构的运动学加工轨迹方程,再根据运动学加工轨迹方程和非对称仿生鱼鳞型微结构的加工参数建立非对称仿生鱼鳞型微结构的预测模型,以利用非对称仿生鱼鳞型微结构的预测模型制作非对称仿生鱼鳞型微结构。由此,能够为高速航体的复杂外表面高效率、高精度、低成本地制备非对称仿生鱼鳞型微结构。
[0139]
其次参照附图描述根据本技术实施例提出的非对称仿生鱼鳞型微结构的加工装置。
[0140]
图11是本技术实施例的非对称仿生鱼鳞型微结构的加工装置的方框示意图。
[0141]
如图11所示,该非对称仿生鱼鳞型微结构的加工装置1000包括:设计模块100、获取模块200、确定模块300和制作模块400。
[0142]
其中,设计模块100,用于根据螺旋槽位置、螺旋槽的旋向、螺旋槽个数、螺旋槽宽度、螺旋槽深度和螺旋槽角度参数设计螺旋槽一体式纵扭刀柄;
[0143]
获取模块200,用于基于有限元分析方法,获取用于加工非对称仿生鱼鳞型微结构的螺旋槽一体式纵扭刀柄的目标谐振频率、目标相位差和目标纵扭比;
[0144]
确定模块300,用于基于目标谐振频率、目标相位差和目标纵扭比进行仿真与实验,并在仿真结果和实验结果一致后,确定加工非对称仿生鱼鳞型微结构的运动学加工轨迹方程;以及
[0145]
制作模块400,用于根据运动学加工轨迹方程和非对称仿生鱼鳞型微结构的加工参数建立非对称仿生鱼鳞型微结构的预测模型,所建立的预测模型结果如图10所示,以利用非对称仿生鱼鳞型微结构的预测模型制作非对称仿生鱼鳞型微结构。
[0146]
可选地,在一些实施例中,制作模块400,包括:
[0147]
根据非对称仿生鱼鳞型微结构的加工参数建立刀具切削刃上点的几何方程;
[0148]
基于刀具切削刃上点的几何方程和运动学加工轨迹方程确定非对称仿生鱼鳞型微结构的第一运动方程和非对称仿生鱼鳞型微结构的第二运动方程;
[0149]
根据第一运动方程和第二运动方程将刀具切削刃上的各点数据一一映射到工件切削平面,并基于刀具干涉原理对比相同位置处的轮廓高度,以建立非对称仿生鱼鳞型微结构的预测模型。
[0150]
可选地,在一些实施例中,运动学加工轨迹方程为:
[0151][0152]
其中,r为铣刀半径,n为铣削主轴转速,f为超声频率,fa为y方向的进给速度,a
t
为
纵振的振幅,a
l
为扭振的振幅,θ0为扭转振动时,扭转振动与纵向振动相位差,为铣刀旋转的初始旋转角度,t为时间。
[0153]
可选地,在一些实施例中,第一运动方程为:
[0154][0155]
其中,γ为刃倾角,r0为圆弧半径,x为刀具模型x轴坐标值,y为刀具模型y轴坐标值,z为刀具模型z轴坐标值,x
t
为考虑刀具几何模型的x轴方向运动轨迹,y
t
为考虑刀具几何模型的y轴方向运动轨迹,z
t
为考虑刀具几何模型的z轴运动轨迹。
[0156]
可选地,在一些实施例中,第二运动方程为:
[0157][0158]
其中,σ为倾斜角度。
[0159]
可选地,在一些实施例中,基于目标谐振频率、目标相位差和目标纵扭比进行仿真与实验,包括:
[0160]
采用阻抗分析仪测量旋转超声系统中的谐振频率和补偿电容,采用超声波加工电源扫频功能确定旋转超声系统的谐振频率;
[0161]
监测目标谐振频率工作下,螺旋槽一体式刀柄的当前纵向振动的振幅、当前扭转振动的振幅和当前相位差;
[0162]
根据当前纵向振动的振幅、当前扭转振动的振幅和当前相位差对螺旋槽一体式纵扭刀柄的谐响应进行验证。
[0163]
需要说明的是,前述对非对称仿生鱼鳞型微结构的加工方法实施例的解释说明也适用于该实施例的非对称仿生鱼鳞型微结构的加工装置,此处不再赘述。
[0164]
根据本技术实施例提出的非对称仿生鱼鳞型微结构的加工装置,根据螺旋槽位置、螺旋槽的旋向、螺旋槽个数、螺旋槽宽度、螺旋槽深度和螺旋槽角度参数设计螺旋槽一体式纵扭刀柄,并基于有限元分析方法,获取用于加工非对称仿生鱼鳞型微结构的螺旋槽一体式纵扭刀柄的目标谐振频率、目标相位差和目标纵扭比,并进行仿真与实验,并在仿真结果和实验结果一致后,确定加工非对称仿生鱼鳞型微结构的运动学加工轨迹方程,再根据运动学加工轨迹方程和非对称仿生鱼鳞型微结构的加工参数建立非对称仿生鱼鳞型微结构的预测模型,以利用非对称仿生鱼鳞型微结构的预测模型制作非对称仿生鱼鳞型微结构。由此,能够为高速航体的复杂外表面高效率、高精度、低成本地制备非对称仿生鱼鳞型微结构。
[0165]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不
必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或n个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0166]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“n个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
[0167]
流程图中或在此以其他方式描述的任何过程或方法描述可以被理解为,表示包括一个或更n个用于实现定制逻辑功能或过程的步骤的可执行指令的代码的模块、片段或部分,并且本技术的优选实施方式的范围包括另外的实现,其中可以不按所示出或讨论的顺序,包括根据所涉及的功能按基本同时的方式或按相反的顺序,来执行功能,这应被本技术的实施例所属技术领域的技术人员所理解。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1