钛合金板材激光/超声复合辅助弯曲成形方法及装置
1.本发明属于钛合金板材弯曲成形技术领域,特别涉及一种钛合金板材激光/超声复合辅助弯曲成形方法及装置,该方法和装置能够提高钛合金板材弯曲成形性能和成形质量。
背景技术:
2.钛合金具有密度低、强度高、耐高温和抗腐蚀等优点,已成为飞机、火箭、导弹等飞行器的首选材料之一。飞行器制造领域,钣金件作为飞行器的典型结构零件,具有品种多、结构复杂、尺寸协调关系强等特点,并具有较高的成形质量和一定的使用寿命要求。弯曲作为钣金件的主要加工方式之一,是将板材用模具或其他工具弯制成具有一定角度或一定形状制件的一种加工方法。弯曲过程受到板材塑性变形能力和弯曲方法的影响,易出现畸变、回弹、破裂等质量缺陷。尤其是对于钛合金,室温条件下由于弹性模量小、强度高,导致弯曲回弹大、尺寸精度低,影响了钛合金钣金件的使用范围。
3.为了提高钛合金的弯曲件质量,一般常用的方法有比如热成形或者激光辅助成形等,激光辅助成形是通过一定功率和扫描速度的高能激光束反复扫描成形区域,借助由激光产生的热应力效应,实现钛合金的弯曲成形。但采用激光辅助成形时,由于激光反复扫描,会在扫描成形区域产生不均匀热应力,导致成形零件出现翘曲、畸变等质量问题。
技术实现要素:
4.本发明针对激光辅助成形存在的问题,提出了一种钛合金板材激光/超声复合辅助弯曲成形方法及装置。具体为:将激光辅助成形和超声振动辅助成形方法同时引入钛合金板材弯曲成形过程,一方面借助激光辅助成形局部热效应,实现小半径弯曲零件的成形,提高钛合金弯曲性能;另一方面借助材料的超声振动效应,消除因激光反复扫描后在成形区域产生的不均匀热应力,减小钛合金弯曲件的翘曲、畸变等问题的出现,提高钛合金弯曲件质量。同时,两种方法及其复合具有能量消耗小、生产成本低等优点,符合现节能减排要求。
5.为了实现上述目的,本发明采用如下技术方案:
6.本发明的一种钛合金板材激光/超声复合辅助弯曲成形方法,包括以下步骤:
7.步骤一:除杂
8.对钛合金板材进行除杂,得到除杂后的钛合金板材;
9.所述的步骤一中,除杂采用打磨,去除钛合金板材表面氧化层。
10.步骤二:黑化
11.采用激光吸附物质对除杂后的钛合金板材进行黑化处理,得到黑化后的钛合金板材;
12.所述的步骤二中,所述的激光吸附物质优选为炭黑、水基石墨,对表面进行黑化处理能够增大钛合金板材表面的激光吸收率;
13.所述的步骤二中,作为优选,将除杂后的钛合金板材中需要进行激光辅助成形的一侧进行黑化处理。
14.步骤三:固定
15.将黑化后的钛合金板材置于装置的变形部件中固定;
16.具体的为:将黑化后的钛合金板材置于固定平台上,且用固定压板压紧固定;
17.或者将黑化后的钛合金板材置于单一成形凹模定位凹槽内;
18.或者将黑化后的钛合金板材置于成形凹模和成形凸模之间,且压紧固定。
19.步骤四:弯曲成形
20.进行弯曲变形,采用激光反复扫描钛合金板材弯曲变形区域,同时,经由固定平台对钛合金板材施加超声波振动,使板材逐渐弯曲到预定角度,再保持90~120秒;
21.或者经由单一成形凹模对钛合金板材施加超声波振动,使板材逐渐贴合单一成形凹模,再保持90~120秒;
22.或者经由成形凸模或成形凹模对钛合金板材施加超声波振动,使成形凸模和成形凹模逐渐合模,直至钛合金板材完全贴合模具,再保持90~120秒。
23.所述的步骤四中,超声波振动功率≥1.0kw,超声波频率≥18khz。
24.所述的步骤四中,激光功率≥600w,扫描速度≥30mm/s。
25.所述的步骤四中,激光束光斑直径根据钛合金板材的成分及成形区域具体尺寸确定,且保证激光束的线能量密度≤13j/mm2。
26.步骤五:后处理
27.停止激光扫描和超声,松开装置的变形部件,清理,得到钛合金板材弯曲件。
28.为了实现本发明的钛合金板材激光/超声复合辅助弯曲成形方法,还提供了三种钛合金板材激光/超声复合辅助弯曲成形装置,第一种钛合金板材激光/超声复合辅助弯曲成形装置包括成形凸模、成形凹模、激光器、超声波发生器、超声波振子;
29.其中,成形凸模和成形凹模相对设置,成形凸模和成形凹模接触面为钛合金板材的弯曲形状;
30.在成形凸模和成形凹模形成的模具中,设置有激光束通路,沿激光束通路的延长线上设置有激光器,在激光器的相对一侧设置有超声波振子,超声波振子和超声波发生器连接。
31.更优选为,激光束通路设置在成形凸模中,成形凸模置于成形凹模上方,超声波振子设置在成形凹模内,且和成形凹模相连接;
32.进一步的,超声波振子和成形凹模通过螺纹连接;
33.更进一步的,超声波振子和激光器同轴。
34.第二种钛合金板材激光/超声复合辅助弯曲成形装置,是将第一种钛合金板材激光/超声复合辅助弯曲成形装置中的成形凸模、成形凹模替换为固定压板、固定平台;
35.其中,固定压板将板材一端压紧固定在固定平台上,固定平台内设有超声波振子,超声波振子与超声波发生器相连;
36.更优选为,超声波振子和固定平台通过螺纹连接。
37.第三种钛合金板材激光/超声复合辅助弯曲成形装置,是将第一种钛合金板材激光/超声复合辅助弯曲成形装置中的成形凸模、成形凹模替换为单一成形凹模;
38.其中,单一成形凹模上方设有板料定位凹槽,单一成形凹模内设有超声波振子,超声波振子与超声波发生器相连,激光器置于单一成形凹模上方;
39.更优选为,单一成形凹模板料定位凹槽尺寸与钛合金成形板料尺寸相同;
40.进一步的,超声波振子和单一成形凹模通过螺纹连接;
41.更进一步的,超声波振子与激光器同轴。
42.本发明的一种钛合金板材激光/超声复合辅助弯曲成形方法及装置,其有益效果:
43.本发明与传统钛合金板材弯曲成形相比,通过激光辅助成形可以实现小半径弯曲零件的成形,进一步提高钛合金板材的弯曲成形性能。与激光辅助成形相比,通过材料超声振动效应可以减小弯曲件的翘曲、畸变,进一步提高钛合金弯曲件质量。将激光辅助成形与超声振动辅助成形同时引入钛合金板材弯曲成形过程中,实现了常温下钛合金钣金件小半径弯曲成形和精准成形,有效提高钛合金板材的弯曲成形性能和应用范围。
附图说明
44.图1为本发明实施例1的一种钛合金板材激光/超声复合辅助弯曲成形装置(初始状态)结构示意图;
45.图2为本发明实施例1的一种钛合金板材激光/超声复合辅助弯曲成形装置(成形状态)结构示意图;
46.图3为本发明实施例2的一种钛合金板材激光/超声复合辅助弯曲成形装置(初始状态)结构示意图;
47.图4为本发明实施例2的一种钛合金板材激光/超声复合辅助弯曲成形装置(成形状态)结构示意图;
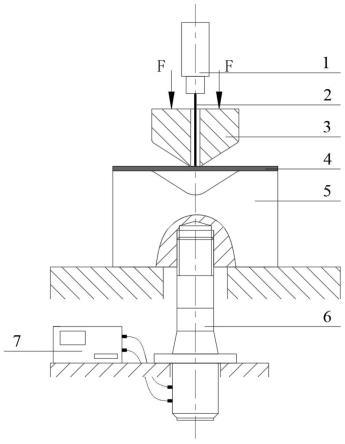
48.图5为本发明实施例3的一种钛合金板材激光/超声复合辅助弯曲成形装置(初始状态)结构示意图;
49.图6为本发明实施例3的一种钛合金板材激光/超声复合辅助弯曲成形装置(成形状态)结构示意图;
50.图7为本发明实施例4的一种钛合金板材激光/超声复合辅助弯曲成形装置(初始状态)结构示意图;
51.图8为本发明实施例4的一种钛合金板材激光/超声复合辅助弯曲成形装置(成形状态)结构示意图;
52.图中,1-激光器,2-高能激光束,3-成形凸模,4-成形用钛合金板材,5-成形凹模,6-超声波振子,7-超声波发生器,8-固定平台,9-固定压板,10-单一成形凹模。
具体实施方式
53.下面结合实施例对本发明作进一步的详细说明。
54.实施例1
55.一种钛合金板材激光/超声复合辅助弯曲成形装置,其初始状态见图1,包括:成形凸模3,成形凹模5,激光器1,超声波发生器7,超声波振子6。
56.其中,成形凸模3与成形凹模5由上至下布置,且成形凹模5朝上、成形凸模3向下相对设置;成形用钛合金板材4固定在成形凹模5和成形凸模3之间;成形凸模3在垂直于板料
成形区域方向设有激光束通路,激光束通路的延长线上设置有激光器1,激光器1发射高能激光束2,高能激光束2可通过成形凸模3的激光束通路扫描在成形用钛合金板材4上,超声波振子6设置在成形凹模5下方,超声波振子6和超声波发生器7连接。
57.本实施例中,目标材料为钛合金板材,成形用钛合金板材4选取的材质是tc4钛合金,厚度1mm,长度60mm,宽度20mm;激光功率为800w,光斑直径大小为3mm,扫描速度为40mm/s;超声波频率为25khz,超声波振动功率为2.2kw。
58.一种钛合金板材激光/超声复合辅助弯曲成形方法,采用了上述的钛合金板材激光/超声复合辅助弯曲成形装置,包括如下步骤:
59.步骤一:根据零件选取合适尺寸参数的钛合金板材,对板材表面进行打磨,去除表面氧化层,得到除杂后的钛合金板材;
60.步骤二:用炭黑对除杂后的钛合金板材表面进行黑化处理,以便增大表面的激光吸收率;
61.步骤三:将准备好的成形用钛合金板材4放置到成形凹模5和成形凸模3之间,且压紧固定;
62.步骤四:控制成形凸模3缓慢下移,同时开启超声波发生器7和激光器1,通过超声波振子6输出稳定的循环超声振动载荷对成形凹模5施加超声振动,并用激光器1射出的高能激光束2反复扫描钛合金板材成形区域,直至成形用钛合金板材4完全贴合模具,并保持90秒;
63.步骤五:同时关闭激光器1和超声波发生器7,停止高能激光束扫描和超声波振动,成形状态结构示意图见图2,之后控制成形凸模和成形凹模缓慢分离,取下由成形用钛合金板材4形成的钛合金弯曲件,并进行清理。得到的钛合金弯曲件,其零件边缘翘曲缺陷得到明显改善,成形精度明显提高,且受激光扫描区域畸变缺陷得到明显消除,零件成形质量得到提高。
64.实施例2
65.一种钛合金板材激光/超声复合辅助弯曲成形装置,其初始状态见图3,包括:激光器1,成形凸模3,成形凹模5,超声波发生器7,超声波振子6。
66.所述成形凸模3与成形凹模5相对布置;成形用钛合金板材4固定装夹在成形凸模3和成形凹模5之间;成形凸模3通过螺纹与超声波振子6相连;超声波振子6和超声波发生器7相连,成形凹模5设有激光束通路,激光束通路和成形用钛合金板材4的成形部位相对应,高能激光束2经由激光束通路扫描在成形用钛合金板材4上。
67.本实施例中,目标材料为钛合金板材,成形用钛合金板材4选取的材质是tc4钛合金,厚度1mm,长度60mm,宽度20mm;激光功率为800w,光斑直径大小为2mm,扫描速度为30mm/s;超声波频率为25khz,超声波振动功率为2.2kw。
68.一种钛合金板材激光/超声复合辅助成形方法,采用了上述钛合金板材激光/超声复合辅助弯曲成形装置,包括如下步骤:
69.步骤一:对零件表面进行打磨,去除表面氧化层;
70.步骤二:用水基石墨对钛合金板材成形区域上表面进行黑化处理;
71.步骤三:将准备好的成形用钛合金板材4放置到成形凹模5和成形凸模3之间,且压紧固定;
72.步骤四:控制成形凸模3缓慢下移,同时开启超声波发生器7和激光器1,通过超声波振子6输出稳定的循环超声振动载荷对成形凸模3施加振动并用激光器1射出的高能激光束2反复扫描成形用钛合金板材4成形区域,直至成形用钛合金板材4完全贴合成形凹模5,并保持120秒;
73.步骤五:关闭激光器1,停止激光辐照,关闭超声波发生器7,停止超声振动,成形状态结构示意图见图4,控制成形凸模3上移,取下由成形用钛合金板材4成形后得到的钛合金弯曲件,清理,对钛合金弯曲件进行检测,其翘曲、畸变等质量缺陷得到明显改善,零件成形质量得到明显提高。
74.实施例3
75.一种钛合金板材激光/超声复合辅助弯曲成形装置,其初始状态见图5,包括:激光器1,超声波发生器7,超声波振子6,固定平台8,固定压板9。
76.固定压板9用于将成形用钛合金板材4的一端固定在固定平台8上表面;固定平台8下端通过螺纹与超声波振子6相连;超声波振子6和超声波发生器7相连,激光器1射出的高能激光束2扫描在成形用钛合金板材4上,高能激光束2和超声波振子6同轴。
77.本实施例中,目标材料为钛合金板材,成形用钛合金板材4选取的材质是tc4钛合金,厚度1mm,长度60mm,宽度20mm;激光功率为800w,光斑直径大小为2mm,扫描速度为30mm/s;超声波频率为20khz,超声波振动功率为2.4kw。
78.一种钛合金板材激光/超声复合辅助弯曲成形方法,采用了上述钛合金板材激光/超声复合辅助弯曲成形装置,包括如下步骤:
79.步骤一:对零件表面进行打磨,去除表面氧化层;
80.步骤二:用炭黑对钛合金板材成形区域上表面进行黑化处理;
81.步骤三:将准备好的成形用钛合金板材4左侧由固定压板9固定在固定平台8上;
82.步骤四:同时开启超声波发生器7和激光器1,通过超声波振子6输出稳定的循环超声振动载荷对固定平台8施加振动并用激光器1射出的高能激光束2反复扫描成形用钛合金板材4成形区域,直至成形用钛合金板材4弯曲成所需角度,并保持120秒;
83.步骤五:关闭激光器1,停止激光辐照,关闭超声波发生器7,停止超声振动,成形状态见图6,取下由成形用钛合金板材4成形后得到的钛合金弯曲件,清理,对钛合金弯曲件进行检测,其零件成形区域畸变缺陷得到明显改善。
84.实施例4
85.一种钛合金板材激光/超声复合辅助弯曲成形装置,其初始状态见图7,包括:激光器1,单一成形凹模10,超声波发生器7,超声波振子6。
86.成形用钛合金板材4置于单一成形凹模10定位凹槽上;单一成形凹模10下方通过螺纹与超声波振子6相连;超声波振子6和超声波发生器7相连,激光器1射出的高能激光束2扫描在成形用钛合金板材4上,高能激光束2和超声波振子6同轴。
87.本实施例中,目标材料为钛合金板材,成形用钛合金板材4选取的材质是tc4钛合金,厚度1mm,长度60mm,宽度20mm;激光功率为800w,光斑直径大小为2mm,扫描速度为30mm/s;超声波频率为25khz,超声波振动功率为2.2kw。
88.一种钛合金板材激光/超声复合辅助弯曲成形方法,采用了上述钛合金板材激光/超声复合辅助弯曲成形装置,包括如下步骤:
89.步骤一:对零件表面进行打磨,去除表面氧化层;
90.步骤二:用水基石墨对钛合金板材成形区域上表面进行黑化处理;
91.步骤三:将准备好的成形用钛合金板材4置于单一成形凹模10定位凹槽上方;
92.步骤四:同时开启超声波发生器7和激光器1,通过超声波振子6输出稳定的循环超声振动载荷对单一成形凹模10施加振动并用激光器1射出的高能激光束2反复扫描成形用钛合金板材4成形区域,直至成形用钛合金板材4完全贴合单一成形凹模10,并保持120秒;
93.步骤五:关闭激光器1,停止激光辐照,关闭超声波发生器7,停止超声振动,成形状态见图8,取下由成形用钛合金板材4成形后得到的钛合金弯曲件,清理,对钛合金弯曲件进行检测。
94.实施例5
95.一种钛合金板材激光/超声复合辅助成形方法,同实施例1,不同之处在于:
96.采用激光功率为900w,光斑直径大小为3mm,扫描速度为40mm/s;超声波频率为26khz,超声波功率为2.0kw。
97.实施例6
98.一种钛合金板材激光/超声复合辅助成形方法,同实施例1,不同之处在于:
99.采用激光功率为1000w,光斑直径大小为3mm,扫描速度为50mm/s;超声波频率为18khz,超声波功率为2.6kw。
100.对比例1
101.一种钛合金钣金件弯曲成形方法,同实施例1,不同在于:在成形过程中,未施加超声振动。该方法在激光扫描板材成形区域后会产生不均匀的成形热应力,导致成形后零件会产生翘曲、畸变等质量缺陷。
102.对比例2
103.一种钛合金钣金件弯曲成形方法,同实施例1,不同在于:在成形过程中,未对成形区域进行激光扫描。由于钛合金板材在常温下强度高、塑性变形能力差,该方法在成形小半径钛合金钣金弯曲件时容易产生破裂,无法成形出目标形状。
104.对比例3
105.一种钛合金钣金件弯曲成形方法,同实施例1,不同在于:采用激光功率为1200w,光斑直径为3mm,扫描速度为30mm/s。随着激光束的线能量密度增大,板材表面受激光照射区域开始出现金属烧蚀融化现象,影响零件性能和表面质量。
106.可以通过增大光斑直径、提高扫描速度的方式降低激光束线能量密度,来达到防止烧蚀的效果。
107.对比例4
108.一种钛合金钣金件弯曲成形方法,同实施例1,不同在于:采用激光功率为200w。该方法由于激光束的线能量密度低,在板材成形区域截面未形成明显温度梯度,且钛合金板材在此温度下塑性变形能力差,成形零件在成形区域易产生破裂缺陷,无法成形出符合尺寸要求的零件。
109.实施例中的方案并非用以限制本发明的专利保护范围,凡未脱离本发明所为的等效实施或变更,均包含于本案的专利范围中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1