销钉装配设备
1.本发明属于自动化装配技术领域,具体涉及一种销钉装配设备。
背景技术:
2.销钉是一种常见的紧固件,广泛应用于机械和电器设备中。
3.在现有技术中,当销钉的待安装位置处于曲面或弧面位置时,自动化装配设备很难精准的获取销钉孔的相对位置,从而导致装配困难,通常只能由人工进行装配。
技术实现要素:
4.有鉴于此,本发明提供一种销钉装配设备,能够在曲面或弧面上完成销钉的精准化自动装配。
5.为实现上述目的,本发明技术方案如下:
6.一种销钉装配设备,其关键在于,包括:
7.工件支撑座,其用于安装待装配对象;
8.销钉螺塞存储平台,其用于存储销钉和螺塞;
9.末端执行支座,其上配置有销钉拆装末端、螺塞拆装末端、铰孔末端、内窥镜相机末端和三维扫描相机末端,其中,所述销钉拆装末端用于装配销钉,螺塞拆装末端用于装配螺塞,铰孔末端用于在待装配对象上扩孔,内窥镜相机末端用于识别孔内的着色覆盖面积,三维扫描相机末端用于识别孔位;以及
10.拆装机器人,所述拆装机器人包括六自由度机械臂和安装在六自由度机械臂执行端的快换机构,所述快换机构用于夹持末端执行支座上的任一末端工具,所述六自由度机械臂用于带动快换机构及其夹持的末端工具在销钉螺塞存储平台与工件支撑座之间移动,所述快换机构上设置有测力传感器。
11.优选的,所述工件支撑座上端设有半球槽。
12.优选的,所述销钉拆装末端包括螺杆以及驱动螺杆转动的第一旋转电缸。
13.优选的,所述螺塞拆装末端包括一字螺杆头以及驱动一字螺杆头转动的第二旋转电缸,其中,所述一字螺杆头具有磁性。
14.优选的,所述铰孔末端上安装有铰孔电钻。
15.优选的,所述销钉螺塞存储平台上设有支撑板,支撑板上分布有销钉放置孔和螺塞放置孔,所述销钉放置孔贯穿支撑板的厚度方向,所述支撑板下方对应销钉放置孔的位置设有夹持气缸。
16.优选的,所述支撑板两端设有向下凸起的延伸板,所述夹持气缸布置在两组延伸板围成的空间内。
17.本发明的有益效果是:
18.1、能够在曲面或弧面上完成销钉的精准化自动装配,解决了现有技术只能由人工完成安装的技术问题。
19.2、在销钉安装过程中,可通过测力传感器感知销入力度,从而自动判断销钉与销钉孔之间是否存在过盈配合。并且通过测力传感器进行精确的力量控制,还可以避免作用力过大对装配件本体造成伤害。
20.3、可通过三维扫描相机对销钉孔进行扫描定位,实现销钉孔的精确定位。
21.4、通过内窥镜实现销钉孔内红丹着色的图像采集,并通过图像识别实现红丹着色的智能识别,以此达到判断孔径大小的目的。
附图说明
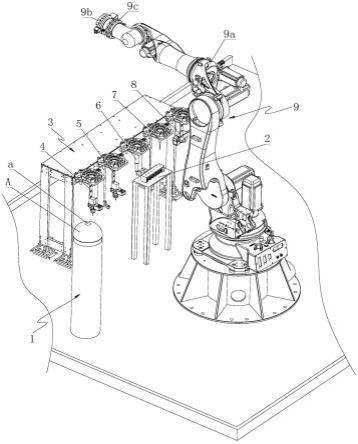
22.图1为销钉装配设备的结构示意图;
23.图2为销钉螺塞存储平台2的局部结构示意图;
24.图3为销钉拆装末端4的结构示意图;
25.图4为螺塞拆装末端5的结构示意图;
26.图5为铰孔末端6的结构示意图;
27.图6为内窥镜相机末端7的结构示意图;
28.图7为三维扫描相机末端8的结构示意图;
29.图8为存储销钉b和螺塞c的结构示意图。
具体实施方式
30.以下结合实施例和附图对本发明作进一步说明。
31.如图1所示,一种销钉装配设备,该设备涉及工件支撑座1、销钉螺塞存储平台2、末端执行支座3和拆装机器人9等模块。其中,工件支撑座1用于固定安装待装配对象a。结合图2可以看出,销钉螺塞存储平台2用于存储销钉b和螺塞c。
32.末端执行支座3上配置有销钉拆装末端4、螺塞拆装末端5、铰孔末端6、内窥镜相机末端7和三维扫描相机末端8。
33.结合图3可以看出,销钉拆装末端4上设有第一旋转电缸4b和由该第一旋转电缸4b驱动转动的螺杆4a,第一旋转电缸4b驱动螺杆4a转动能够完成销钉b取装工作。
34.结合图4可以看出,螺塞拆装末端5包括一字螺杆头5a以及驱动一字螺杆头5a转动的第二旋转电缸5b,一字螺杆头5a具有磁性,第二旋转电缸5b驱动一字螺杆头5a转动能够完成螺塞c取装工作。
35.结合图5可以看出,铰孔末端6上安装有铰孔电钻6a,当待装配对象a上的销钉孔a较小时,铰孔电钻6a可对销钉孔a实施扩孔加工。
36.结合图6可以看出,内窥镜相机末端7上安装有内窥镜相机探头7a,内窥镜相机探头7a为杆状构造,能够伸入销钉孔a内识别孔内的着色覆盖面积。
37.结合图7可以看出,三维扫描相机末端8上安装有三维扫描相机8a,三维扫描相机8a能够识别销钉孔a在待装配对象a上的位置。
38.再如图1所示,拆装机器人9包括六自由度机械臂9a和安装在六自由度机械臂9a执行端的快换机构9b,快换机构9b能够夹持末端执行支座3上的任一末端工具,六自由度机械臂9a能够带动快换机构9b及其夹持的末端工具在销钉螺塞存储平台2与工件支撑座1之间移动,从而实现销钉拆装、螺塞拆装等操作。快换机构9b上设置有测力传感器9c,测力传感
器9c用于检测销钉b销入所述销钉孔a的力度,从而判断销钉孔a是否过小。
39.在本实施例中,待装配对象a为圆球体,圆球体上设有销钉孔a。再由图8可知,销钉b具有中心螺纹孔b,螺塞c与中心螺纹孔b相适应,用于封堵住中心螺纹孔b。
40.采用上述销钉装配设备,实现将销钉b安装至圆球体销钉孔a内的工作步骤如下:
41.1、拆装机器人9的快换机构9b拾取三维扫描相机末端8,在六自由度机械臂9a的带动下,三维扫描相机8a识别并完成销钉孔a的定位。
42.2、快换机构9b将末端执行机构更换成销钉拆装末端4,在六自由度机械臂9a的带动下,螺杆4a从销钉螺塞存储平台2上取走一颗销钉b。具体为:第一旋转电缸4b驱动螺杆4a旋入销钉b的中心螺纹孔b内。
43.3、人工在销钉b的外壁涂抹红丹。
44.4、在六自由度机械臂9a的带动下,将销钉b销入圆球体的销钉孔a内。在销入过程中,若测力传感器9c识别到销入的力度达到阈值仍无法销入销钉时,则判断销钉孔a过小(过盈配合),然后将销钉b放回螺塞存储平台2,更换铰孔末端6,并由铰孔末端6的铰孔电钻6a对销钉孔a进行扩孔加工。最后再更换销钉拆装末端4,将销钉b装配至合格的销钉孔a内。
45.5、将销钉从销钉孔a取出,快换机构9b上的末端工具更换成内窥镜相机末端7,在六自由度机械臂9a的带动下,内窥镜相机探头7a伸入销钉孔a内并进行孔内图像采集,然后通过视觉识别自动检查销孔内红丹着色的比例,根据着色比例判断是否存在间隙配合。若着色比例合格,则擦净红丹,再次将销钉b销入销钉孔a即可。若着色比例不合格,则更换更大型号的销钉再次重复进行上述步骤,直至合格。
46.6、销钉b销入完毕之后,再将快换机构9b上的末端工具更换成螺塞拆装末端5,由带磁性的一字螺杆头5a吸走一颗螺塞c,再在第二旋转电缸5b的旋转驱动下,将螺塞c拧入销钉b的中心螺纹孔b内。
47.为方便安装圆球体结构的待装配对象a,工件支撑座1的上端设有半球槽。
48.再如图2所示,为方便搁置存放销钉b和螺塞c,销钉螺塞存储平台2上设有支撑板2a,支撑板2a上分布有销钉放置孔2b和螺塞放置孔2c。其中,销钉放置孔2b贯穿支撑板2a的厚度方向,支撑板2a两端设有向下凸起的延伸板2a1,两组延伸板2a1围成的空间内布置有夹持气缸2d,夹持气缸2d位于各个销钉放置孔2b的下方。销钉拆装末端4拾取销钉b时,夹持气缸2d将销钉b的下端夹紧,能够确保螺杆4a更为便捷的拧入中心螺纹孔b内。
49.在本实施例中,拆装机器人9夹持末端工具的快换机构9b为自动化装配设备领域的成熟技术手段,此处不再进一步赘述。内窥镜相机探头7a和三维扫描相机8a也均为现有产品,其工作原理此处不再进一步赘述。
50.最后需要说明的是,上述描述仅仅为本发明的优选实施例,本领域的普通技术人员在本发明的启示下,在不违背本发明宗旨及权利要求的前提下,可以做出多种类似的表示,这样的变换均落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1