一种卷料贴补强板的工艺的制作方法
1.本发明涉及笔记本键盘卷料加工领域,具体涉及一种卷料贴补强板的工艺。
背景技术:
2.在对于卷料的补强加工作业中,通常采用对补强材料进行简易冲型分裁,印刷防水胶,热滚压,分裁,acf后才进行单张贴补强板,单张人工打孔作业,最后进行冲型,上述方法中为保证贴补强板的准确性,其设备通常为单张自动上料,速度稍慢,并且在后续打孔中为保证打孔的准确性,需要人工进行半自动打孔,浪费人力。
3.因此,有必要提供一种卷料贴补强板设备及工艺连线以解决上述问题。
技术实现要素:
4.为实现上述目的,本发明提供如下技术方案:一种卷料贴补强板的工艺,包括:送料机;卷料补强机,连接在所述送料机后方,用以对卷料进行贴补强板的作业;卷料打孔机,连接在所述卷料补强机后方,对已补强过的卷料进行打孔作业;卷料分裁机,布设在所述卷料打孔机后方;具体步骤为:s1:将卷材放入所述送料机中,进行自动送料;s2:卷料进入所述卷料补强机时,通过补强板送料结构与所述自动取料贴合结构进行卷料贴补强板的作业;s3:卷料进入所述卷料打孔机,对卷料进行打孔作业;s4:卷料进入所述卷料分裁机,对卷料进行分裁切片形成张料;s5;对张料进行涂布防水胶作业;s6:对张料进行热滚压作业;s7:对张料进行分裁;s8:进行acf与冲型作业。
5.进一步,作为优选,将卷材放入所述送料机中,进行自动送料;卷料进入所述卷料补强机时,通过补强板送料结构与自动取料贴合结构进行卷料贴补强板的作业后,卷料进入所述卷料打孔机,对卷料进行打孔作业;之后卷料进入所述卷料分裁机,对卷料进行分裁切片、对卷料进行涂布防水胶、热滚压、分裁acf与冲型作业。
6.进一步,作为优选,所述卷料补强机包括:所述卷料补强机包括:机架、补强板送料结构和自动取料贴合结构;所述自动取料贴合结构包括卷料卷、成料卷、压合卷、旋转电机、多组传动辊、补强头和涂胶辊,所述补强板送料结构包括加强卷;
所述卷料卷连接在所述机架一侧上方;所述成料卷连接在所述机架一侧下方,且与所述卷料卷同侧;所述加强卷连接在所述机架连接所述卷料卷的另一侧上方;所述压合卷固定在所述机架连接所述成料卷的另一侧下方,且处于所述加强卷的下方。
7.所述旋转电机固定在所述机架中心处;所述多组传动辊固定在所述机架上,且分布在所述旋转电机外侧;所述补强头固定在所述加强卷正下方,且与所述旋转电机处于同一轴线;所述涂胶辊固定在所述机架上,处在所述补强头与所述旋转电机之间,且处在所述补强头上方。
8.进一步,作为优选,所述s2具体步骤为:将卷料布设在所述卷料卷上,从所述卷料卷连接到所述传动辊,通过所述涂胶辊与所述补强头,最后连接至所述成料卷;将增强板料布设在所述加强卷上,通过与所述传动辊的连接,使得所述增强板料穿过所述补强头,与卷料形成结合料,最后连接至所述成料卷。
9.进一步,作为优选,所述补强头包括:连接板,固定在所述机架上;接触头,布设在所述连接板外侧一端,处在所述加强卷伸出的增强板料的正下方;接触块,布设在所述连接板外侧一端,且同所述接触头同侧下方。
10.进一步,作为优选,所述压合卷包括:推进头,固定在所述机架上远离所述成料卷的一端;推进架,连接在所述推进头靠近所述成料卷的一端;移动辊卷,连接在所述推进架与所述推进头连接的另一端;固定辊,固定在所述机架上,且处在所述移动辊卷上方。
11.进一步,作为优选,所述涂胶辊包括:储胶管,连接在所述机架上,且处在所述卷料上方;出胶孔,多组均匀布设在所述储胶管上;存胶仓,布设在所述储胶管不与所述卷料相接触的一端,且处在所述储胶管上方;金属开关,布设在所述存胶仓下方;其中,所述金属开关材料需不与胶体发生反应或粘结,可通过旋转编码器或间歇式离合器,通过对所述传动辊是否转动的判断达到机器停转开关闭合的效果。
12.与现有技术相比,本发明提供了一种卷料贴补强板的工艺,具有以下有益效果:本发明实施例中,所述卷料贴合设备为整卷上料,双台贴片;同时改变了原有的在卷料成型后贴补强板的工艺流程,在卷料进行印刷防水胶之前进行贴补强板的操作,方便了打孔的定位,为后续打孔作业节约了人力。
附图说明
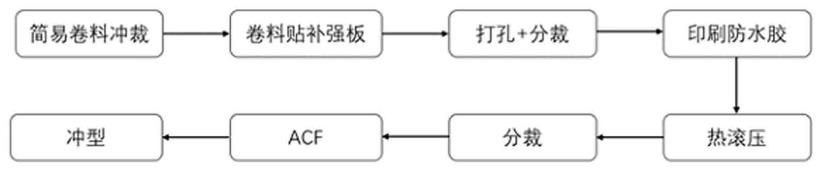
13.图1为一种卷料贴补强板工艺的步骤示意图。
14.图2为一种卷料贴补强板设备的示意图。
15.图3为一种卷料贴补强板设备的卷料补强机的示意图。
16.图4为图3中a处示意图。
17.图5为一种卷料贴补强板设备的卷料补强机的涂胶辊示意图。
18.图中:1、送料机;2、卷料补强机;3、卷料打孔机;4、卷料分裁机;21、机架;22、卷料卷;23、成料卷;24、加强卷;25、压合卷;211、旋转电机;212、传动辊;213、涂胶辊;214、补强头;220、卷料;230、结合料;240、增强板料;251、推进头;252、推进架;253、移动辊卷;254、固定辊;2131、储胶管;2132、出胶孔;2133、存胶仓;2134、金属开关;2141、连接板;2142、接触头;2143、接触块。
具体实施方式
19.请参阅图1~图2,本发明实施例中,一种卷料贴补强板工艺,包括:送料机1;卷料补强机2,连接在所述送料机1后方,用以对卷料进行贴补强板的作业;卷料打孔机3,连接在所述卷料补强机2后方,对已补强过的卷料进行打孔作业;卷料分裁机4,布设在所述卷料打孔机3后方。
20.本实施例中,如图1,一种卷料贴补强板的工艺步骤,包括:s1:将卷材放入所述送料机1中,进行自动送料;s2:卷料进入所述卷料补强机2时,通过补强板送料结构与所述自动取料贴合结构进行卷料贴补强板的作业;s3:卷料进入所述卷料打孔机3,对卷料进行打孔作业;s4:卷料进入所述卷料分裁机4,对卷料进行分裁切片形成张料;s5;对张料进行涂布防水胶作业;s6:对张料进行热滚压作业;s7:对张料进行分裁;s8:进行acf与冲型作业。
21.上述结构和工艺的设计可实现整卷上料;同时改变了原有的在卷料成型后贴补强板的工艺流程,在卷料进行印刷防水胶之前进行贴补强板的操作,从而方便了打孔的定位,为后续打孔作业节约了人力。
22.本实施例中,如图3,所述卷料补强机2包括:所述卷料补强机(2)包括:机架(21)、补强板送料结构和自动取料贴合结构;所述自动取料贴合结构包括卷料卷(22)、成料卷(23)、压合卷、旋转电机(211)、多组传动辊(212)、补强头(214)和涂胶辊(213),所述补强板送料结构包括加强卷(24);所述卷料卷(22)连接在所述机架(21)一侧上方;所述成料卷(23)连接在所述机架(21)一侧下方,且与所述卷料卷(22)同侧;所述加强卷(24)连接在所述机架(21)连接所述卷料卷(22)的另一侧上方;所述压合卷(25)固定在所述机架(21)连接所述成料卷(23)的另一侧下方,且处于所述加强卷(24)的下方。
23.所述旋转电机(211)固定在所述机架(21)中心处;
所述多组传动辊(212)固定在所述机架(21)上,且分布在所述旋转电机(211)外侧;所述补强头(214)固定在所述加强卷(24)正下方,且与所述旋转电机(211)处于同一轴线;所述涂胶辊(213)固定在所述机架(21)上,处在所述补强头(214)与所述旋转电机(211)之间,且处在所述补强头(214)上方。
24.本实施例中,如图3,s2的具体步骤为:将卷料220布设在所述卷料卷22上,从所述卷料卷22连接到所述传动辊212,通过所述涂胶辊213与所述补强头214,最后连接至所述成料卷23;将增强板料240布设在所述加强卷24上,通过与所述传动辊212的连接,使得所述增强板料240穿过所述补强头214,与卷料形成结合料,最后连接至所述成料卷23;其中,所述传动辊212布设时需要有一定的高差,因所述传动辊212转动速度为慢速,故需要使用高差将所述卷料220与所述增强板料240拉直,使得贴板效果最佳;工作时,电机驱动传动辊动作,将卷料220和增强板料240向前输送,通过补强头的压合作用,使得卷料220和增强板料240连接粘合连接,最后在成料卷23处收卷。
25.需要注意的是,本实施例是在笔记本键盘生产中使用,所以使用的所述增强板料240一般为pi或pet材料,有一定的弹性与可塑性,已达到可使用所述传动辊212拉直所述增强板料240。
26.上述结构的设计方便进行补强板的贴合操作,同时补强头的设置可增强卷料220和增强板料240之间的粘结牢固度。
27.本实施例中,如图4,所述补强头214包括:连接板2141,固定在所述机架21上;接触头2142,布设在所述连接板2141外侧一端,处在所述加强卷24伸出的增强板料240的正下方;接触块2143,布设在所述连接板2141外侧一端,且同所述接触头2142同侧下方。
28.需要注意的是,所述接触头2142为所述卷料220在涂胶后与所述增强板料240接触最近的地方,同时也是所述卷料220与所述增强板料240张力最大的地方,故在此接触之前,需要将所述卷料220与所述增强板料240对齐。
29.作为较佳实施例,对所述接触块2143需根据所述卷料220与所述增强板料240的厚度进行调节,已达到固定粘结的目的。
30.本实施例中,如图3,所述压合卷25包括:推进头251,固定在所述机架21上远离所述成料卷23的一端;推进架252,连接在所述推进头251靠近所述成料卷23的一端;移动辊卷253,连接在所述推进架252与所述推进头251连接的另一端;固定辊254,固定在所述机架21上,且处在所述移动辊卷253上方;作为较佳实施例,可通过所述成料卷23上的所述结合料230判断粘结状况,并且通过所述推进头251带动所述移动辊卷253进行前后的线性位移,达到调节所述移动辊卷253与所述固定辊254之间的间隙,以保证贴补强板的效果。
31.本实施例中,如图5,所述涂胶辊213包括:
储胶管2131,连接在所述机架21上,且处在所述卷料220上方;出胶孔2132,多组均匀布设在所述储胶管2131上;存胶仓2133,布设在所述储胶管2131不与所述卷料220相接触的一端,且处在所述储胶管2131上方;金属开关2134,布设在所述存胶仓2133下方;其中,所述金属开关2134材料需不与胶体发生反应或粘结,可通过旋转编码器或间歇式离合器,通过对所述传动辊212是否转动的判断达到机器停转开关闭合的效果。
32.作为较佳实施例,通过所述送料机1将所述卷料220送入所述卷料卷22上,通过所述传动辊212的旋转将所述卷料220送至涂胶辊213处进行涂胶,之后通过所述传动辊212将所述卷料220与所述增强板料240送至补强头214处进行粘贴补强,之后形成的所述结合料230通过所述传动辊212送至所述压合卷25进行压合,随后通过所述传动辊212将所述结合料230送入成料卷23,完成贴补强板的操作,进入后续打孔工序。
33.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1