一种用于热水器复合滤芯的制备装置的制作方法
1.本发明涉及管材加工技术领域,具体涉及一种用于热水器复合滤芯的制备装置。
背景技术:
2.花洒手柄内的内置滤芯制造,是滤料经过研磨、搅拌后成为混合浆料,并送入具有搅拌功能的储料桶,搅拌均匀后输入成型料斗内。套有无纺布的支撑骨架通过套筒送入成型料斗内并浸入混合浆料,套筒真空吸附成型,经辊压整形后送入烘干设备进行烘干,最后包裹一层无纺布。当滤芯混合浆料吸附在成型筒外部时,由于吸附材料比较松散,需要对其进行压实,以免在进行外层粘合时出现掉落,另外,压实时需要降温,现有设施降温效果不佳,影响了加工的整体进度。
技术实现要素:
3.有鉴于此,本发明提供一种用于热水器复合滤芯的制备装置,以解决上述技术问题。
4.为实现上述目的,本发明提供如下技术方案:
5.一种用于热水器复合滤芯的制备装置,包括:
6.一机架;
7.一第一驱动机构,所述第一驱动机构设置在所述机架的第一槽体内,所述第一驱动机构包括:
8.一第一电机,所述第一电机安装在所述机架的第一槽体的内底壁上;
9.一移动组件,所述移动组件的两端分别设置在所述第一槽体的内底壁与所述第一槽体内的右侧壁之间;
10.一楔块机构,所述楔块机构的下端与所述传动组件固接,所述楔块机构的上端活动设置在所述机架的开孔处;
11.一传动组件,所述传动组件设置在所述第一电机的输出端,且所述传动组件的左右两端分别固接在所述第一槽体内的左侧壁与所述楔块机构之间;
12.一底部挤压台,所述底部挤压台的底部与所述楔块机构的上端固接;
13.一第二驱动机构,所述第二驱动机构设置在所述机架的第二槽体内,且所述第二驱动机构通过皮带传送机构与所述第一驱动机构传动连接;
14.一顶部挤压台,所述顶部挤压台与所述第二驱动机构固接,且所述顶部挤压台位于所述底部挤压台的正上方;
15.一旋转机构,所述旋转机构安装在所述机架的上端,且所述旋转机构的连接轴上套设有一过滤材料外筒,以便对所述过滤材料外筒控制驱动,其中,所述过滤材料外筒的外周能够分别与所述底部挤压台的凹槽和所述顶部挤压台的内槽相抵压。
16.进一步地,所述移动组件包括:
17.一滑架,所述滑架的两端分别设置在所述第一槽体的内底壁与所述第一槽体内的
右侧壁之间;
18.一移动块,所述移动块与所述滑架的水平部滑动连接;
19.一第一压缩弹簧,所述第一压缩弹簧的两端分别抵压在所述滑架的竖直部与所述移动块的侧端面之间。
20.更进一步地,所述楔块机构包括:
21.一楔块,所述楔块的底部与所述移动块的上表面固接;
22.一滑杆,所述滑杆活动设置在所述机架的开孔处,且所述滑杆的上端与所述底部挤压台的底面固接;
23.一滚筒,所述滚筒设置在所述滚筒的下端,且所述滚筒与所述楔块的斜面滑动配合。
24.更进一步地,所述传动组件包括:
25.一扇形齿轮,所述扇形齿轮与所述第一电机的输出端连接;
26.一第一滑轨,所述第一滑轨与所述第一槽体的左侧内壁固接;
27.一滑块,所述滑块与所述第一滑轨滑动连接;
28.一齿条,所述齿条的两端分别与所述滑块和所述楔块固接,且所述齿条与所述扇形齿轮啮合传动。
29.更进一步地,所述第二驱动机构包括:
30.一摆板,所述摆板活动设置在所述第二槽体的内板上;
31.一导轴,所述导轴与所述摆板的导槽滑动连接;
32.一推杆,所述推杆与所述导轴相连接,且所述推杆的下端与所述顶部挤压台的上端固,并且所述推杆与所述机架上的导向孔滑动配合;
33.一第二压缩弹簧,所述第二压缩弹簧的两端分别抵压在所述第二槽体的内底壁与所述摆板的下端面之间。
34.更进一步地,所述皮带传送机构包括:
35.一第一皮带轮,所述第一皮带轮与所述扇形齿轮同轴设置;
36.一第二皮带轮,所述第二皮带轮套设在所述所述摆板左端的销轴上;
37.一皮带,所述皮带的两端分别套接在所述第一皮带轮和所述第二皮带轮之间。
38.进一步地,所述旋转机构还包括:
39.一支撑板,所述支撑板安装在所述机架上;
40.一安装板,所述安装板与所述机架固接并与所述支撑板呈间隔设置;
41.一第二电机,所述第二电机安装在所述支撑板上,且所述连接轴的一端与所述第二电机的输出端连接,所述连接轴的另一端与所述安装板活动连接。
42.更进一步地,所述机架的侧端设置有一降温水箱,所述降温水箱具有一水泵、一进水管和一回水管,所述进水管的两端分别连接在所述顶部挤压台的对应接口与所述降温水箱的对应安装口处,所述回水管的两端分别连接在所述顶部挤压台的对应接口与所述降温水箱的对应安装口处,且所述进水管和所述回水管均与所述顶部挤压台的降温水腔相连通,所述水泵安装在所述进水管上。
43.进一步地,所述顶部挤压台上设置有一对限位杆,一对限位杆分别与所述底部挤压台的对应的限位槽相适配。
44.从上述的技术方案可以看出,本发明的优点是:本发明对成型复合滤芯进行压实操作,以免在进行外层粘合时出现掉落,夹持更加牢固,并且有效提升了对复合滤芯的降温效果,从而提升了加工的效率。
附图说明
45.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
46.图1为本发明的结构示意图。
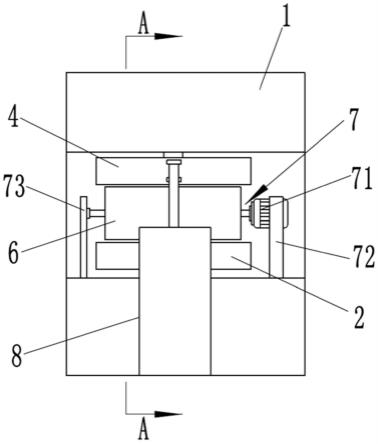
47.图2为图1的a-a处的剖视图。
48.图3为图2的b处的局部放大图。
49.图4为图2的c处的局部放大图。
50.图5为图2的d处的局部放大图。
51.图6为图2的e处的局部放大图。
52.附图标记列表:机架1、第一槽体11、第二槽体12、导向孔13、底部挤压台2、限位槽21、第一驱动机构3、第一电机31、第一皮带轮311、皮带312、扇形齿轮32、齿条33、滑块331、第一滑轨34、楔块35、移动块351、滑架36、第一压缩弹簧37、滚筒38、滑杆39、顶部挤压台4、降温水腔41、限位杆42、导温板43、第二驱动机构5、第二皮带轮51、摆板52、导槽521、推杆53、导轴531、第二压缩弹簧54、过滤材料外筒6、旋转机构7、第二电机71、支撑板72、安装板73、降温水箱8、水泵81、进水管82、回水管83、支撑骨架套筒9。
具体实施方式
53.为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施方式和附图,对本发明做进一步详细说明。在此,本发明的示意性实施方式及其说明用于解释本发明,但并不作为对本发明的限定。
54.结合图1至图6,如图1所示的一种用于热水器复合滤芯的制备装置,包括一机架1、一第一驱动机构3、一底部挤压台2、一第二驱动机构5、一顶部挤压台4和一旋转机构7,所述第一驱动机构3设置在所述机架1的第一槽体11内,所述第一驱动机构3包括一第一电机31、一传动组件、一移动组件和一楔块机构,所述第一电机31安装在所述机架1的第一槽体11的内底壁上,所述移动组件的两端分别设置在所述第一槽体11的内底壁与所述第一槽体11内的右侧壁之间,所述楔块机构的下端与所述传动组件固接,所述楔块机构的上端活动设置在所述机架1的开孔处,所述传动组件设置在所述第一电机31的输出端,且所述传动组件的左右两端分别固接在所述第一槽体11内的左侧壁与所述楔块机构之间;所述底部挤压台2的底部与所述楔块机构的上端固接;所述第二驱动机构5设置在所述机架1的第二槽体12内,且所述第二驱动机构5通过皮带传送机构与所述第一驱动机构3传动连接;所述顶部挤压台4与所述第二驱动机构5固接,且所述顶部挤压台4位于所述底部挤压台2的正上方;所述旋转机构7安装在所述机架1的上端,且所述旋转机构7的连接轴上套设有一过滤材料外筒6,以便对所述过滤材料外筒6控制驱动,其中,所述过滤材料外筒6的外周能够分别与所述底部挤压台2的凹槽和所述顶部挤压台4的内槽相抵压。
55.优选的,所述移动组件包括一移动块351、一滑架36和一第一压缩弹簧37,所述滑
架36的两端分别设置在所述第一槽体11的内底壁与所述第一槽体11内的右侧壁之间,所述移动块351与所述滑架36的水平部滑动连接,所述第一压缩弹簧37的两端分别抵压在所述滑架36的竖直部与所述移动块351的侧端面之间。
56.优选的,所述楔块机构包括一楔块35、一滚筒38和一滑杆39,所述楔块35的底部与所述移动块351的上表面固接,所述滑杆39活动设置在所述机架1的开孔处,且所述滑杆39的上端与所述底部挤压台2的底面固接,所述滚筒38设置在所述滚筒38的下端,且所述滚筒38与所述楔块35的斜面滑动配合。
57.优选的,所述传动组件包括一扇形齿轮32、一齿条33、一滑块331和一第一滑轨34,所述扇形齿轮32与所述第一电机31的输出端连接,所述第一滑轨34与所述第一槽体11的左侧内壁固接,所述滑块331与所述第一滑轨34滑动连接,所述齿条33的两端分别与所述滑块331和所述楔块35固接,且所述齿条33与所述扇形齿轮32啮合传动。
58.优选的,所述第二驱动机构5包括一摆板52、一推杆53、一导轴531和一第二压缩弹簧54,所述摆板52活动设置在所述第二槽体12的内板上,所述导轴531与所述摆板52的导槽521滑动连接,所述推杆53与所述导轴531相连接,且所述推杆53的下端与所述顶部挤压台4的上端固接,且所述推杆53与所述机架1上的导向孔13滑动配合,所述第二压缩弹簧54的两端分别抵压在所述第二槽体12的内底壁与所述摆板52的下端面之间。
59.优选的,所述皮带传送机构包括一第一皮带轮311、一皮带312和一第二皮带轮51,所述第一皮带轮311与所述扇形齿轮32同轴设置,所述第二皮带轮51套设在所述摆板52左端的销轴上,所述皮带312的两端分别套接在所述第一皮带轮311和所述第二皮带轮51之间。
60.优选的,所述旋转机构7还包括一第二电机71、一支撑板72和一安装板73,所述支撑板72安装在所述机架1上,所述安装板73与所述机架1固接并与所述支撑板72呈间隔设置,所述第二电机71安装在所述支撑板72上,且所述连接轴的一端与所述第二电机71的输出端连接,所述连接轴的另一端与所述安装板73活动连接。
61.优选的,所述机架1的侧端设置有一降温水箱8,所述降温水箱8具有一水泵81、一进水管82和一回水管83,所述降温水箱8具有一水泵81、一进水管82和一回水管83,所述进水管82的两端分别连接在所述顶部挤压台4的对应接口与所述降温水箱8的对应安装口处,所述回水管83的两端分别连接在所述顶部挤压台4的对应接口与所述降温水箱8的对应安装口处,且所述进水管82和所述回水管83均与所述顶部挤压台4的降温水腔41相连通,所述水泵81安装在所述进水管82上。
62.优选的,所述顶部挤压台4上设置有一对限位杆42,一对限位杆42分别与所述底部挤压台2的对应的限位槽21相适配。
63.优选的,所述顶部挤压台4的内槽上铺设有一导温板43。
64.优选的,所述过滤材料外筒6的内部套设有一支撑骨架套筒9。
65.工作过程:压实前,先将支撑骨架套筒9与过滤材料外筒6套接在一起,再将支撑骨架套筒9与第二电机71的连接轴套设在一起,接着启动第一电机31,使得第一电机31带动扇形齿轮32转动,使得扇形齿轮32带动齿条33运动,从而使齿条33带动楔块35移动,使得楔块35带动滚筒38在其斜面上移动,从而使得滑杆39上移,使得底部挤压台2上移,并逐渐与过滤材料外筒6的外周相抵压;第一电机31转动同时带动第一皮带轮311转动,通过皮带312的
传动作用使得第二皮带轮51转动,使得摆板52进行移动,使得导轴531在导槽521内滑动,从而带动推杆53下移,使得顶部挤压台4下移,并逐渐抵压在所述过滤材料外筒6上端的外周面上,夹持牢固;
66.此时开启水泵81,使得进水管82内的水逐渐进入到降温水腔41内,待水填充完毕后通过顶部挤压台4对过滤材料外筒6的外壁进行降温操作,当水充斥整个降温水腔41时,水从回水管83流回到降温水箱8内,降温完毕后,控制第一电机31反向转动,使得底部挤压台2与顶部挤压台4复位,此时启动第二电机71,使得第二电机71带动连接轴转动,使得连接轴带动过滤材料外筒6转动,从而能够对过滤材料外筒6的整个外端面进行彻底降温。
67.综上所述,本发明本发明对成型复合滤芯进行压实操作,以免在进行外层粘合时出现掉落,夹持更加牢固,并且有效提升了对复合滤芯的降温效果,从而提升了加工的效率。
68.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明实施例可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1