一种硬质合金倾斜沉孔的半加成型方法与流程
1.本发明属于硬质合金加工技术领域,具体涉及一种硬质合金倾斜沉孔的半加成型方法。
背景技术:
2.质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。硬质合金广泛用作刀具材料,如车刀、铣刀、刨刀、钻头、镗刀等,用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等难加工的材料。
3.在一些硬质合金产品中设计有倾斜沉孔,倾斜沉孔结构如图1所示,包括具有一定倾斜角的底孔和连通在底孔两端的沉孔。倾斜沉孔的成型难度较大,一般采用模压成型。粉体材料模压成型是将一定质量(体积)的合金粉末与无机非金属粉末及一定成型剂的混合物装入刚性模腔,然后通过上、下模冲沿单一轴向方向对粉末施加一定大小的压力,使松散的粉料在封闭的模腔中压缩成具有一定尺寸、形状、密度与强度的压坯,再将压坯从模中脱出的工艺过程。整个过程包括装粉、压制和脱模三个步骤。模压成型的基本目的是要松散的粉末体压实,使之成为具有一定尺寸、形状、密度和强度的半成品压坯,为下一步的烧结打下基础。一般来说,在压制过程中,要达到一定的尺寸、形状和平均密度是比较容易的,但要使压坯密度分布均匀却比较困难。形状越复杂,越难使压坯密度分布均匀。压坯密度分布的不均匀性不但最终影响产品的力学性能,而且也是引起压坯开裂、分层、掉边掉角、烧结收缩不均、产品变形、精度超差等压制废品的重要原因。
4.目前,模压成型使用的压机分为不带侧压的普通压机和带侧压的压机。如采用不带侧压的普通压机,就难以保证压坯密度的均匀性,导致烧结后产品变形严重、精度不高,压制效率极低,而且因烧结后的产品变形严重、精度不高导致精磨效率极低。如采用带侧压的压机,可以保证压坯密度的均匀性,达到烧结后产品变形较小的目的,但带侧压的压机投资成本较普通压机高出1~2倍,当产品产量不大时,投资带侧压的压机会使产品生产成本过大。
技术实现要素:
5.针对现有技术中设计有倾斜沉孔硬质合金产品采用普通压机进行模压成型生产所存在的烧结后产品变形严重、精度不高、压制效率极低,而采用带侧压的压机进行模压成型生产成本高等问题,本发明的目的旨在提供一种硬质合金倾斜沉孔的半加成型方法,采用普通压机压制压坯(毛坯),并不压出倾斜沉孔,压坯倾斜沉孔采用机械加工,即利用硬质合金压坯机械加工成型方法(俗称半加成型)加工倾斜沉孔,从而保证压坯密度的均匀性,使烧结后产品变形极小、加工成本低、加工效率高,并能较好的保证毛坯质量,有利于大批
生产,降低生产成本。
6.为达到上述目的,本发明提供的一种硬质合金倾斜沉孔的半加成型方法,所述倾斜沉孔设计于硬质合金产品上,包括倾角为β且依次连通的沉孔ⅰ、底孔以及沉孔ⅱ,所述沉孔ⅰ和沉孔ⅱ为以底孔为中心呈中心对称的锥孔结构,底孔为直孔结构,底孔的孔径小于沉孔ⅰ和沉孔ⅱ;采用半加成型法加工该倾斜沉孔,加工时采用立铣刀加工底孔,采用成型铣刀加工沉孔ⅰ、沉孔ⅱ,包括以下步骤:
7.(1)加工准备
8.依据硬质合金压坯实际外形和待加工倾斜沉孔孔形尺寸确定出中心对位点a、立铣刀加工直孔对位点b以及成型铣刀加工锥孔对位点c;
9.(2)找正加工中心
10.将硬质合金压坯固定于安装于数控钻铣床上,并通过数控钻铣床调整压坯倾角为β,使压坯待加工倾斜沉孔的中心轴线与数控钻铣床主轴平行;数控钻铣床主轴夹头安装对中器,使对中器顶点靠近对位点a,初步找正压坯加工中心;
11.(3)底孔加工
12.数控钻铣床主轴夹头安装立铣刀,立铣刀靠近对位点b以确定加工起始点,加工孔径与底孔相同的直孔,加工深度超过压坯k段1.5~2.0mm且不直接钻通压坯,所述k段为底孔所在位置;将压坯翻面固定安装于数控钻铣床上,采用立铣刀加工接通直孔,并保证不加工到压坯k段;
13.(4)沉孔ⅰ/ⅱ加工
14.数控钻铣床主轴夹头安装成型铣刀,成型铣刀靠近对位点c以确定加工起始点,加工孔形与沉孔ⅰ相同的锥孔ⅰ;将压坯翻面固定安装于数控钻铣床上,加工孔形与沉孔ⅱ相同的锥孔ⅱ。
15.上述硬质合金倾斜沉孔的半加成型方法,利用硬质合金压坯机械加工成型方法(俗称半加成型)的常用设备为数控钻铣床及其辅助夹具,本发明对加工设备并没有特殊的限制。在本发明中,所述数控钻铣床包括数控钻铣床本体以及附件可倾回转工作台,所述可倾回转工作台安装于数控钻铣床本体的中心位置,可倾回转工作台的中心位置处还安装有平口虎钳,所述硬质合金压坯固定于平口虎钳上。
16.硬质合金压坯固定于平口虎钳上的方式可以采用本领域常规固定方式。优选地,所述硬质合金压坯通过装夹定位装置和夹紧装置固定于平口虎钳上;所述装夹定位装置包括安装于平口虎钳的定位块,所述夹紧装置包括两个分别粘接到平口虎钳两个钳口的长方条块。定位块应与产品外形适配,其上设有压坯限位结构。通过定位块对硬质合金压坯进行限位,长方条块对硬质合金压坯进行夹紧固定。进一步地,所述定位块上。
17.上述硬质合金倾斜沉孔的半加成型方法,所述步骤(3)中,在底孔时,可先进行试钻:测量孔的中心尺寸,并微调立铣刀坐标位置,保证孔的中心位置符合加工要求;所述步骤(4)中,在加工沉孔ⅰ时,可先进行试钻:测量孔的中心尺寸,并微调立铣刀坐标位置,保证孔的中心位置符合加工要求。优选地,加工底孔时,为保证压坯不掉角,加工深度≤-1.0~2.0mm。
18.上述硬质合金倾斜沉孔的半加成型方法,所述步骤(3)和步骤(4)中,在底孔和沉孔ⅰ/ⅱ加工的加工过程中按2~4次编程序提刀,以保证排削。
19.上述硬质合金倾斜沉孔的半加成型方法,所述立铣刀优选为双刃复合金刚石立铣刀。所述成型铣刀优选为双刃复合金刚石成型铣刀。刀具材料采用复合金刚石,以复合金刚石实现刀具耐用和尺寸稳定的目的,双刃达到尺寸稳定、排削好的目的,成型铣刀达到提高加工效率的目的。
20.上述硬质合金倾斜沉孔的半加成型方法,所述硬质合金压坯优选采用不带侧压的普通压机压制而成。
21.与现有技术相比,本发明提供的技术方案具有以下有益效果:
22.(1)本发明提供的硬质合金倾斜沉孔的半加成型方法,可以采用普通压机压制压坯,利用硬质合金压坯机械加工倾斜沉孔(俗称半加成型),达到保证压坯密度的均匀性,烧结后产品变形极小,毛坯余量均匀,对称度好,因此毛坯和精磨加工效率高,从而有效保证产品质量。
23.(2)本发明提供的硬质合金倾斜沉孔的半加成型方法,可不必投资带侧压的压机,降低加工成本,加工设备常规,操作简单,固定用的装夹定位装置和夹紧装置制作成本,制作容易,利于大批生产,值得在本领域中推广应用。
附图说明
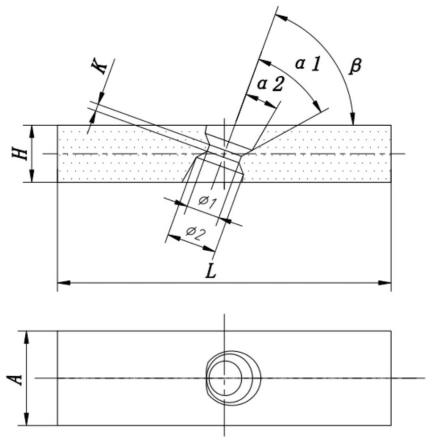
24.图1是设计有倾斜沉孔的硬质合金产品示意图;
25.图2是实施例中双刃复合金刚石立铣刀示意图;
26.图3是实施例中双刃复合金刚石立铣刀示意图;
27.图4是实施例中倾斜沉孔加工对位示意图,其中(a)表示中器中心对位,(b)表示立铣刀加工直孔对位,(c)表示成型铣刀加工锥孔对位。
28.附图标记说明:1、对中器;2、立铣刀;3、成型铣刀。
具体实施方式
29.以将结合附图对本发明各实施例的技术方案进行清楚、完整的描述,显然,所描述实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施例,都属于本发明。
30.本实施例提供的硬质合金倾斜沉孔的半加成型方法,倾斜沉孔设计于硬质合金压坯上,其结构如图1所示,硬质合金压坯长度为l、高度为h、宽度为a;倾斜沉孔包括倾角为β且依次连通的沉孔ⅰ、底孔以及沉孔ⅱ。底孔为直孔结构,即直孔φ1;沉孔ⅰ和沉孔ⅱ为以底孔为中心呈中心对称的锥孔结构,即锥孔φ2,锥孔φ2包含α1角、α2角;底孔的孔径小于沉孔ⅰ和沉孔ⅱ。本实施例中,采用小型数控钻铣床作为加工主机,辅助夹具为可倾回转工作台和平口虎钳,将可倾回转工作台安装于小型数控钻铣床工作台上靠中位置,平口虎钳安装于可倾回转工作台上靠中位置。硬质合金压坯通过装夹定位装置和夹紧装置固定于平口虎钳上;装夹定位装置为安装于平口虎钳上的定位块,夹紧装置为两个分别粘接到平口虎钳两个钳口的长方条块。定位块应与产品外形适配,其上设有压坯限位结构。通过定位块对硬质合金压坯进行限位,长方条块对硬质合金压坯进行夹紧固定。
31.加工刀具材料采用复合金刚石,底孔采用定制的双刃复合金刚石立铣刀,双刃复
合金刚石立铣刀结构如图2所示,立铣刀刀头最大直径与底孔直径相同;两端沉孔采用定制的双刃复合金刚石成型铣刀,双刃复合金刚石成型铣刀结构如图3所示,成型铣刀刀头尺寸与沉孔孔形尺寸相适应,成型铣刀刀头具有α1角、α2角。以复合金刚石实现刀具耐用和尺寸稳定的目的,双刃达到尺寸稳定、排削好的目的,成型铣刀达到提高加工效率的目的。
32.通过半加成型法加工前述倾斜沉孔,具体包括以下步骤:
33.(1)加工准备
34.依据产品图和收缩系数绘制半加产品图,依据半加产品图孔形尺寸定制用于加工底孔的立铣刀和用于加工沉孔ⅰ、沉孔ⅱ的成型铣刀,并制作对中器,如图4所示,依据硬质合金压坯实际外形和待加工倾斜沉孔孔形尺寸用高度尺画出中心对位点a、立铣刀加工直孔对位点b以及成型铣刀加工锥孔对位点c;
35.(2)找正加工中心
36.将硬质合金压坯固定于安装于数控钻铣床上,压坯长度方向(l方向)与x轴平行,并通过数控钻铣床调整压坯倾角为β,使压坯待加工倾斜沉孔的中心轴线与数控钻铣床主轴平行;数控钻铣床主轴夹头安装对中器1,如图4(a)所示,使对中器1顶点靠近对位点a,初步找正压坯加工中心;
37.(3)底孔加工
38.数控钻铣床主轴夹头安装立铣刀2,如图4(b)所示,立铣刀2靠近对位点b以确定加工起始点,加工孔径与底孔相同的直孔φ1:
39.试钻φ1,测量孔的中心尺寸,并微调立铣刀坐标位置,保证孔的中心位置符合图纸要求;加工φ1,为保证产品不掉角,加工深度h1≤-1.0~2.0mm,加工深度超过压坯k段1.5~2.0mm且不直接钻通压坯,加工过程中按4~6次编程序提刀,保证排削,k段为底孔所在位置;将压坯翻面固定安装于数控钻铣床上,采用立铣刀1加工接通直孔,并保证不加工到压坯k段,加工过程中按2~4次编程序提刀,保证排削;
40.(4)沉孔ⅰ/ⅱ加工
41.数控钻铣床主轴夹头安装成型铣刀3,如图4(c)所示,成型铣刀3靠近对位点c以确定加工起始点,加工孔形与沉孔ⅰ相同的锥孔ⅰφ2:
42.试钻φ2,测量孔中心的尺寸,并微调成型铣刀3坐标位置,保证孔的中心位置符合图纸要求;加工φ2、α1、α2,深度为h2,加工过程中按2~4次编程序提刀,保证排削;将压坯翻面固定安装于数控钻铣床上,加工孔形与沉孔ⅱ相同的锥孔ⅱ,即压坯另一面φ2、α1、α2,深度为h2,加工过程中按2~4次编程序提刀,保证排削。
43.需要注意,整个加工过程中须用压缩空气轻吹产品加工面,保证排削。
44.本领域的普通技术人员将会意识到,这里所述的实施例是为了帮助读者理解本发明的原理,应被理解为本发明的保护范围并不局限于这样的特别陈述和实施例。本领域的普通技术人员可以根据本发明公开的这些技术启示做出各种不脱离本发明实质的其它各种具体变形和组合,这些变形和组合仍然在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1