一种热轧机粉尘源头控制装置及其操控方法
1.本发明涉及粉尘控制的技术领域,特别是涉及一种热轧机粉尘源头控制装置及其操控方法。
背景技术:
2.钢板在热轧轧制过程中,钢坯表面氧化铁皮在不断轧制延伸过程中碎裂,以及轧机工作辊与钢坯表面高温高压摩擦从而产生大量氧化铁粉尘烟雾,不仅污染环境,而且损害工人身体健康。氧化粉尘包括非除鳞轧制道次产生的干燥氧化粉尘和除鳞轧制道次与除鳞水混合一起的远距离飞溅的氧化铁皮颗粒物,为降低热轧车间粉尘量,部分企业在轧机上方安装集尘罩收集粉尘,并通过管道排放到室外除尘设施。此种方式虽然能够在一定程度上降低热轧车间粉尘量,但因粉尘主要在热轧钢板热变形过程中产生,其产生源头与集尘罩距离较远,粉尘产生后与热空气一起上升,在上升过程不断扩散外溢到集尘罩覆盖范围之外,导致氧化铁粉尘无法实现根本清除,另外,与除鳞水混合在一起的氧化铁皮颗粒物沿钢板远距离飞溅,导致热轧滚到积尘严重。因此,寻求新的方法清除热轧过程中产生的氧化铁粉尘成为亟待解决的重要现实问题。
技术实现要素:
3.本发明的目的是提供一种热轧机粉尘源头控制装置及其操控方法,以解决上述现有技术存在的问题,使热轧机生产过程中的粉尘污染降低,有效改善热轧工作环境。
4.为实现上述目的,本发明提供了如下方案:
5.本发明提供了一种热轧机粉尘源头控制装置,包括关于热轧机的工作辊对称设置的雾化除尘组件和除鳞水密封组件,所述热轧机的导板上设置有所述雾化除尘组件、高压除鳞水组件和所述除鳞水密封组件,所述热轧机的过渡板上设置有所述雾化除尘组件和所述高压除鳞水组件,所述雾化除尘组件、所述高压除鳞水组件和所述除鳞水密封组件均与所述热轧机的电控系统通讯连接。
6.优选的,所述除鳞水密封组件包括高压密封水组件和空气吹扫组件,所述高压密封水组件和所述空气吹扫组件分别设置于所述高压除鳞水组件的两侧。
7.优选的,所述导板上依次设置有所述雾化除尘组件、所述空气吹扫组件、所述高压除鳞水组件和高压密封水组件,所述高压除鳞水组件和高压密封水组件的喷射面夹角呈锐角且喷射朝向相反,所述雾化除尘组件靠近所述工作辊设置。
8.优选的,所述雾化除尘组件、所述空气吹扫组件和高压密封水组件均包括进料管、喷射集管和喷嘴,所述喷射集管设置于所述导板或者所述过渡板上且投影垂直于所述热轧板的运输方向,所述喷射集管上均布有若干个所述喷嘴,所述喷嘴的喷射面能够覆盖所述热轧板的宽度,所述喷嘴贯穿所述导板或者所述过渡板,所述喷射集管上连通有至少一根所述进料管,所述进料管与对应的物料连通,所述进料管上设置有电磁阀和增压泵,所述电磁阀和所述增压泵均与所述热轧机的电控系统通讯连接。
9.优选的,所述雾化除尘组件的喷嘴为120
°
锥顶角的圆锥喷嘴,所述空气吹扫组件的喷嘴为60
°
顶角的扇形喷射面线性喷嘴,所述高压密封水组件的喷嘴为40
°
顶角的扇形喷射面线性喷嘴。
10.优选的,所述空气吹扫组件的喷射面与所述热轧板的夹角为40
°‑
70
°
,所述高压密封水组件的喷射面与所述热轧板呈反向夹角且为40
°‑
70
°
。
11.优选的,所述雾化除尘组件的进料管直径为50mm、喷射集管直径为80mm、喷射的物料为1-2mpa压力的水,所述空气吹扫组件的进料管直径为30mm、喷射集管直径为50mm、喷射的物料为1-2mpa的压缩空气,高压密封水组件的进料管直径为60mm、喷射集管直径为100mm、喷射的物料为20-24mpa的高压水。
12.优选的,所述过渡板上依次设置有所述雾化除尘组件和所述高压除鳞水组件,所述雾化除尘组件靠近所述工作辊设置,所述热轧板上侧和下侧的所述雾化除尘组件和所述高压除鳞水组件关于所述热轧板对称设置。
13.本发明还公开了一种热轧机粉尘源头控制装置的操控方法,基于上述的热轧机粉尘源头控制装置,在热轧机的除鳞道次轧制过程中,所述热轧机的电控系统只同步控制开启所述热轧机的入口侧的高压除鳞水组件、空气吹扫组件和高压密封水组件的电磁阀和所述热轧机的出口侧的雾化除尘组件的电磁阀;在所述热轧机的非除鳞道次轧制过程中,所述热轧机的电控系统只控制开启所述热轧机的出口侧的雾化除尘组件的电磁阀。
14.本发明相对于现有技术取得了以下技术效果:
15.本发明的热轧机粉尘源头控制装置,可设置在距离氧化铁粉尘产生源头最接近的工作辊的入口和出口位置,热轧板上方安置雾化除尘组件、空气吹扫组件和高压密封水组件,热轧板下方安置雾化除尘组件,利用水雾与粉尘颗粒物结合使粉尘团结降落,随轧辊冷却水从地沟排至室外水处理;另外,利用除鳞水密封组件的高压密封水阻断除鳞水和氧化铁皮沿钢板远距离扩散,同时利用空气吹扫组件的气流阻止除鳞水反向流入热轧机,造成热轧板氧化铁皮压入缺陷,整个过程受热轧机的电控系统控制,可实现自动化同步开启,最终实现热轧粉尘源头控制。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
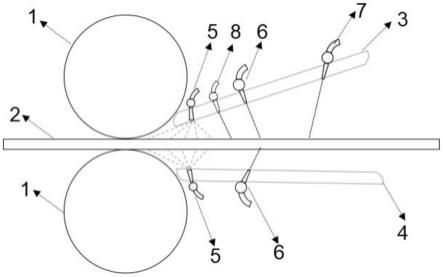
17.图1为本发明热轧机粉尘源头控制装置的结构示意图;
18.图2为本发明热轧机除鳞道次轧制过程的组件开启结构示意图;
19.图3为本发明热轧机非除鳞道次轧制过程的组件开启结构示意图;
20.图4为本发明中雾化除尘组件的结构示意图;
21.图5为本发明中高压密封水组件的结构示意图;
22.图6为本发明中空气吹扫组件的结构示意图;
23.其中:1-工作辊,2-热轧板,3-导板,4-过渡板,5-雾化除尘组件,6-高压除鳞水组件,7-高压密封水组件,8-空气吹扫组件,9-进料管,10-喷射集管,11-喷嘴。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.本发明的目的是提供一种热轧机粉尘源头控制装置,以解决现有技术存在的问题,使热轧机生产过程中的粉尘污染降低,有效改善热轧工作环境。
26.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
27.如图1至图6所示:本实施例提供了一种热轧机粉尘源头控制装置,包括关于热轧机的工作辊1对称设置的雾化除尘组件5、高压密封水组件7和空气吹扫组件8,导板3和过渡板4对称设置于热轧机的工作辊1的两侧,热轧机的导板3上设置有雾化除尘组件5、高压除鳞水组件6和除鳞水密封组件,热轧机的过渡板4上设置有雾化除尘组件5和高压除鳞水组件6,雾化除尘组件5、高压除鳞水组件6和除鳞水密封组件均与热轧机的电控系统通讯连接,便于实现自动化控制,并能够与轧钢操作同步开启。除鳞水密封组件包括高压密封水组件7和空气吹扫组件8,高压密封水组件7和空气吹扫组件8分别设置于高压除鳞水组件6的两侧。其中,高压除鳞水组件6可用于清理热轧板表面的氧化铁皮。
28.一般热轧机的导板3和过渡板4对称设置于工作辊1的两侧,导板3位于热轧板的上方,过渡板4位于热轧板的下方,导板3和过渡板4均与热轧板之间呈一定的夹角,而高压除鳞水组件6分别设置于导板3和过渡板4上对氧化铁皮进行清理。本实施例中的导板3上依次设置有雾化除尘组件5、空气吹扫组件8、高压除鳞水组件6和高压密封水组件7,高压除鳞水组件6和高压密封水组件7的喷射面夹角呈锐角且喷射朝向相反,封堵热轧过程中,高压除鳞水组件6和高压密封水组件7与轧制、除鳞喷射同步,可防止除鳞过程中高压除鳞水携带氧化铁皮和粉尘长距离飞溅,将氧化铁皮粉尘封堵在热轧机的机架内。雾化除尘组件5靠近工作辊1设置,利用高压超细水雾覆盖细微粉尘产生处,超细水分子与粉尘和颗粒物结合使粉尘团结降落。雾化除尘组件5、空气吹扫组件8和高压密封水组件7均包括进料管9、喷射集管10和喷嘴11,喷射集管10设置于导板3或者过渡板4上且投影垂直于热轧板2的运输方向,喷射集管10上均布有若干个喷嘴11,喷嘴11的喷射面能够覆盖热轧板2的宽度,喷嘴11贯穿导板或者过渡板4,喷射集管10上连通有至少一根进料管9,本实施例中设置有两根进料管9,进料管9与对应的物料连通,进料管9上设置有电磁阀和增压泵,电磁阀和增压泵均与热轧机的电控系统通讯连接。雾化除尘组件5的喷嘴为120
°
锥顶角的圆锥喷嘴,空气吹扫组件的喷嘴11为60
°
顶角的扇形喷射面线性喷嘴,高压密封水组件7的喷嘴11为40
°
顶角的扇形喷射面线性喷嘴。空气吹扫组件8的喷射面与热轧板2的夹角为40
°‑
70
°
,优选为45
°
,高压密封水组件7的喷射面与热轧板2呈反向夹角且为40
°‑
70
°
,优选为50
°
,其中由于对称原理,工作辊1的进口侧的各组件均为反向夹角。雾化除尘组件5的进料管9直径为50mm、喷射集管10直径为80mm、喷射的物料为1-2mpa压力的水,优选为1.5mpa压力的水;空气吹扫组件的进料管9直径为30mm、喷射集管10直径为50mm、喷射的物料为1-2mpa的压缩空气,优选为1.6mpa的压缩空气;高压密封水组件7的进料管9直径为60mm、喷射集管10直径为100mm、喷射的物料为20-24mpa的高压水,优选为20mpa的高压水。
29.过渡板4上依次设置有雾化除尘组件5和高压除鳞水组件6,雾化除尘组件5靠近工作辊1设置,热轧板2上侧和下侧的雾化除尘组件5和高压除鳞水组件6关于热轧板2对称设置。其中以氧化铁皮为例,导板3、过渡板4安装在距离氧化铁粉尘产生源头最接近的工作辊1入口和出口位置,利用雾化除尘组件5的高压双流体超细水雾覆盖细微粉尘产生处,超细水分子与粉尘和颗粒物结合并降解在轧机机架内,随工作辊1冷却水从地沟排至室外水处理,实现热轧氧化铁粉尘源头控制;空气吹扫组件8和高压密封水组件7的反向喷射除鳞水将高压除鳞水组件6清理的氧化铁皮粉尘颗粒物进行阻隔,一方面利用除鳞水密封组件的高压密封水阻断除鳞水和氧化铁皮沿钢板远距离扩散,同时利用空气吹扫组件8的气流阻止除鳞水反向流入轧机,造成热轧板氧化铁皮压入缺陷,最终实现热轧粉尘源头控制。
30.本实施例还涉及一种热轧机粉尘源头控制装置的操控方法,基于上述的热轧机粉尘源头控制装置,尤其适用于氧化铁皮的热轧,在热轧机的除鳞道次轧制过程中,热轧机的电控系统只同步控制开启热轧机的入口侧的高压除鳞水组件6、空气吹扫组件8和高压密封水组件7的电磁阀和热轧机的出口侧的雾化除尘组件5的电磁阀,封闭除鳞水,有效防止了氧化铁皮粉尘沿轧件长距离飞溅,降解热轧机的入口烟尘;在热轧机的非除鳞道次轧制过程中,热轧机的电控系统只控制开启热轧机的出口侧的雾化除尘组件5的电磁阀,降解轧制过程中产生的氧化铁皮烟尘,除尘效果良好。
31.本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1