一种钎焊钛合金与镍基高温合金的方法
1.本发明涉及一种钎焊异种合金的方法。
背景技术:
2.ta15钛合金是一种通用型高铝含量的近α型钛合金,其名义成分为ti-6.5al-2zr-1mo-1v。其主要的强化机制是通过α稳定元素al的固溶强化,加入中性元素zr和β稳定元素mo、v以改善工艺性能。该合金的al当量为6.58%,mo当量为2.46%,属于高al当量的近α型钛合金,因此,ta15钛合金兼有α型和α+β型钛合金的优点,既具有α型钛合金良好的热强性和可焊接性,又具有α+β型钛合金的工艺塑性,长时工作温度可达500℃,是一种重要的航空材料。
3.在我国,一种cr含量为32%~35%的高cr铸造镍基高温合金k4648已开始大量应用于制造先进燃气涡扇发动机的扩压器、燃烧室和矢量喷口等部件,其铸态组织主要由γ基体,初生α-cr和m
23
c6构成。cr是高温合金材料重要的合金化元素,能够在固溶强化合金的同时提高其抗氧化和抗热腐蚀性能。
4.若实现了ta15钛合金与k4648镍基高温合金的连接,就能克服其成型加工困难等缺点,也能发挥两种材料各自的优点,其应用范围会更加广阔。所以,实现ta15钛合金与k4648镍基高温合金的可靠连接具有重要的工程意义。
5.目前,活性钎焊法由于操作工艺简单、接头尺寸和形状适应性广等优点成为连接陶瓷与金属的首选方法。而有关钛合金与镍合金的钎焊连接的报道较少,主要是由于异种金属钎焊过程中容易产生大量的金属间化合物,较为常用的ag-cu-ti系活性钎料由于使用温度较低而不能满足高温使用要求,因此有必要研究一种高温钎料对ta15钛合金与k4648镍基高温合金进行钎焊连接。
技术实现要素:
6.本发明是要解决现有的ta15钛合金与k4648镍基高温合金的钎焊连接方法所得到的焊接接头室温力学性能差的技术问题,而提供一种钎焊钛合金与镍基高温合金的方法。
7.本发明的钎焊钛合金与镍基高温合金的方法是按以下步骤进行的:
8.一、纳米颗粒增韧ti-zr-cu-ni钎料的制备:将tizrcuni活性钎料和纳米nb粉末球磨混合,得到ti-zr-cu-ni/nb复合钎料;ti-zr-cu-ni/nb复合钎料中nb的质量分数为5%~20%;
9.二、将母材ta15钛合金与母材k4648镍基高温合金的待焊面依次用200#、400#、600#和800#金相砂纸打磨至表面光亮;然后将两个母材浸入丙酮中,均超声清洗,然后用无水乙醇冲洗、吹干;
10.三、用有机粘结剂将步骤一制备的ti-zr-cu-ni/nb复合钎料调配成糊状,将两个母材和糊状的钎料装配成三明治结构,钎料位于两个母材的中间;
11.四、将步骤三制备的三明治结构置于真空钎焊炉中,在三明治结构的上端放置一
个压块以保证钎焊过程中母材与钎料能够紧密接触,然后抽真空,升温至300℃~320℃并保温30min~32min使试样的羟乙基纤维素充分挥发;再升温至钎焊温度并保温;钎焊完成后降温至300℃,关闭电源随炉冷却,即完成ta15钛合金与k4648镍基高温合金的钎焊。
12.本发明的设计原理:在高温钎料中,相比于昂贵的au基和pd基钎料,ti基、ni基和co基钎料则更具实用价值。ti是活性钎料中最基本的活性元素之一,为了保证高温钎料的润湿性,本发明以tizrcuni钎料为基,再通过球磨混粉的方法在其中添加增韧纳米nb颗粒。tizrcuni作为一种高温钎料,其熔点较高,钎焊所获得的接头耐高温性能较好。由ti-nb的二元相图可知,ti和nb完全固溶,因此加入的增韧纳米nb颗粒和钎料具有很好的相容性。
13.采用本发明的tizrcuni/nb复合钎料对ta15钛合金与k4648镍基高温合金均实现了成功连接,当在890℃的钎焊温度条件下保温10min,钎料成分为tizrcuni/10wt.%nb时,室温剪切强度达到111.2mpa。
附图说明
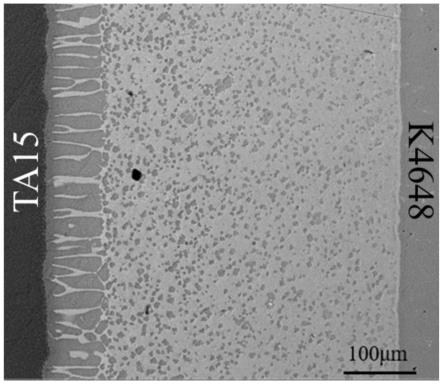
14.图1为试验一的典型接头(钎焊温度为890℃,tizrcuni+10wt.%nb,保温10min)的显微组织图;
15.图2为试验一的典型接头(钎焊温度为890℃,tizrcuni+10wt.%nb,保温10min)的断口形貌图。
具体实施方式
16.具体实施方式一:本实施方式为一种钎焊钛合金与镍基高温合金的方法,具体是按以下步骤进行的:
17.一、纳米颗粒增韧ti-zr-cu-ni钎料的制备:将tizrcuni活性钎料和纳米nb粉末球磨混合,得到ti-zr-cu-ni/nb复合钎料;ti-zr-cu-ni/nb复合钎料中nb的质量分数为5%~20%;
18.二、将母材ta15钛合金与母材k4648镍基高温合金的待焊面依次用200#、400#、600#和800#金相砂纸打磨至表面光亮;然后将两个母材浸入丙酮中,均超声清洗,然后用无水乙醇冲洗、吹干;
19.三、用有机粘结剂将步骤一制备的ti-zr-cu-ni/nb复合钎料调配成糊状,将两个母材和糊状的钎料装配成三明治结构,钎料位于两个母材的中间;
20.四、将步骤三制备的三明治结构置于真空钎焊炉中,在三明治结构的上端放置一个压块以保证钎焊过程中母材与钎料能够紧密接触,然后抽真空,升温至300℃~320℃并保温30min~32min;再升温至钎焊温度并保温;钎焊完成后降温至300℃,关闭电源随炉冷却,即完成ta15钛合金与k4648镍基高温合金的钎焊。
21.具体实施方式二:本实施方式与具体实施方式一不同的是:步骤一中所述的纳米nb粉末的粒径为60nm~80nm。其他与具体实施方式一相同。
22.具体实施方式三:本实施方式与具体实施方式一或二不同的是:步骤一中球磨时的球料的质量比为5:1,球为q235不锈钢球。其他与具体实施方式一或二相同。
23.具体实施方式四:本实施方式与具体实施方式一至三之一不同的是:步骤一中球磨时的转速为200r/min,球磨时间为6h;步骤一中为避免活性的纳米nb粉末在球磨高温中
氧化,在ar气保护手套箱中进行粉料的装填工作。其他与具体实施方式一至三之一相同。
24.具体实施方式五:本实施方式与具体实施方式四不同的是:步骤二中均超声清洗15min。其他与具体实施方式四相同。
25.具体实施方式六:本实施方式与具体实施方式四不同的是:步骤三中所述的有机粘结剂是由5g的羟乙基纤维素和100ml的水混合而成。其他与具体实施方式四相同。
26.具体实施方式七:本实施方式与具体实施方式六不同的是:步骤四中所述的压块提供的压力为1
×
103pa。其他与具体实施方式六相同。
27.具体实施方式八:本实施方式与具体实施方式七不同的是:步骤四中抽真空至真空度为6
×
10-3
pa,然后以10℃/min的加热速率将试样加热到300℃并保温10min。其他与具体实施方式七相同。
28.具体实施方式九:本实施方式与具体实施方式八不同的是:步骤四中然后以10℃/min的加热速率将试样加热到300℃并保温30min,然后以10℃/min的加热速度将试样加热到800℃,再以5℃/min的升温速度加热到钎焊温度并保温,钎焊完成后,以5℃/min的速度冷却到300℃,关闭电源随炉冷却。其他与具体实施方式八相同。
29.具体实施方式十:本实施方式与具体实施方式九不同的是:步骤四中所述的钎焊温度为870℃~910℃,并保温5min~20min。其他与具体实施方式九相同。
30.用以下试验对本发明进行验证:
31.试验一:本试验为一种钎焊钛合金与镍基高温合金的方法,具体是按以下步骤进行的:
32.一、纳米颗粒增韧ti-zr-cu-ni钎料的制备:用行星式球磨机将tizrcuni活性钎料和纳米nb粉末球磨混合,得到ti-zr-cu-ni/nb复合钎料;ti-zr-cu-ni/nb复合钎料中nb的质量分数为5%~20%;所述的纳米nb粉末的粒径为60nm~80nm;球磨时的球料的质量比为5:1,球为q235不锈钢球;球磨时的转速为200r/min,球磨时间为6h;为避免活性的纳米nb粉末在球磨高温中氧化,在ar气保护手套箱中进行粉料的装填工作;
33.二、将母材ta15钛合金与母材k4648镍基高温合金的待焊面依次用200#、400#、600#和800#金相砂纸打磨至表面光亮;然后将两个母材浸入丙酮中,均超声清洗15min,然后用无水乙醇冲洗、吹干;
34.三、用有机粘结剂将步骤一制备的ti-zr-cu-ni/nb复合钎料调配成糊状,将两个母材和糊状的钎料装配成三明治结构,钎料位于两个母材的中间;所述的有机粘结剂是由5g的羟乙基纤维素和100ml的水混合而成;
35.四、将步骤三制备的三明治结构置于真空钎焊炉中,在三明治结构的上端放置一个压块以保证钎焊过程中母材与钎料能够紧密接触,然后抽真空至真空度为6
×
10-3
pa,然后以10℃/min的加热速率将试样加热到300℃并保温30min;然后以10℃/min的加热速度将试样加热到800℃,再以5℃/min的升温速度加热到钎焊温度并保温,钎焊完成后,以5℃/min的速度冷却到300℃,关闭电源随炉冷却,即完成ta15钛合金与k4648镍基高温合金的钎焊;步骤四中所述的压块提供的压力为1
×
103pa;步骤四中所述的钎焊温度为870℃~910℃,并保温5min~20min。
36.试验结束后,采用拉伸剪切强度评价接头力学性能,不同钎焊温度、钎料成分和保温时间条件下得到的接头强度如下表1所示。其典型接头(钎焊温度为890℃,tizrcuni+
10wt.%nb,保温10min)显微组织如图1所示,断口形貌如图2所示。结果表明,采用本发明的tizrcuni/nb钎料对ta15钛合金与k4648镍基高温合金均实现了成功连接。当在890℃的钎焊温度条件下保温10min,钎料成分为tizrcuni/10wt.%nb时,得到最高的连接强度111.2mpa。
37.表1
38.
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1