一种数控机床电主轴垫屑检测方法与流程
1.本发明涉及一种数控机床电主轴垫屑检测方法,其属于垫屑检测的技术领域。
背景技术:
2.数控机床是装备制造业的工作母机,加工中心是数控机床的重中之重。加工中心集铣削、钻削、绞削、镗削、攻螺纹,铣螺纹于一身,加工中心由于工序的集中和刀库自动换刀系统,并采用机械手运输更换工件,减少了工件的装夹、测量、机床手动换刀和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。加工中心适用于零件形状比较复杂、精度要求较高、产品更换频繁的中小批量生产,对加工航空、航天、船舶、汽车和模具等产品的制造业,都需要高档加工中心作为其重要的生产工具。
3.随着对高精度零件要求的不断提高,加工精度己经由毫米级、微米级向亚微米级甚至纳米级发展,在高精度加工过程中,主轴垫屑造成的刀具不对中会严重影响工件的加工质量,浪费机床功率等不良现象产生,然而因为批量生产使用抽检测量方法会导致不合格品流出,只能通过最终装机或者通过其他手段判断,造成的经济损失和品牌负面影响都是不可估计的。所以主轴垫屑造成的危害问题一直是世界各国机床制造业面临的难题。
技术实现要素:
4.为解决现有技术中的问题,在实际应用中发现,主轴垫屑的位置主要是两处:一是在刀具底座表面和主轴夹具断面表面之间的缝隙中,二是在主轴锥形夹具和刀柄刀柄接触的锥面上。两处夹屑位置产生垫屑故障都发生在加工中心换刀过程中;若能在刀柄预装进锥形夹具过程中,检测和预警主轴夹屑故障,则可以避免主轴夹屑对零件加工质量产生影响。因此,本发明提供一种数控机床电主轴垫屑检测方法,以快速便捷的检测出数控机床的电主轴是否夹屑,避免夹屑对主轴的影响。
5.为实现上述目的,本发明提供如下技术方案:一种数控机床电主轴垫屑检测方法,其特征在于,运用nc语言进行逻辑分析,通过划分不同事件的逻辑运算,判断出主轴垫屑情况并执行对应的命令,包括以下步骤:
6.(1)定义局部变量数据库,用于后续的比较和运算
7.数据库分为plc数据库和nc的r参数数据库,plc数据库存放刀具信息,nc数据库存放夹钳电压值和刀具电压值信息;
8.所述刀具信息包括刀具名称、刀具尺寸、刀具小号、刀具寿命;,
9.(2)夹钳的逻辑判断
10.读取主轴的运行时间,判断夹钳是否为首次使用:
11.i)如果运行时间为0,则系统默认为新主轴并判断夹钳为新夹钳;
12.ii)如果运行时间不是0,则读取主轴运行的实际时间并判定夹钳为旧夹钳;当判
定为新夹钳时:将新夹钳的名称命名为zi,并将nc数据库中的夹钳电压值清除,对新夹钳的电压值进行读取并储存到nc数据库中,记为标准电压值ui;再次读取夹钳实时电压值并储存到nc数据库中记为u
im
;
13.然后,将u
im
与ui进行比较,若超出所定义的公差时出现报警并提示等待操作人员相应处理;若未超出所定义的公差时,则进行刀具的逻辑判断;
14.当判定为旧夹钳时:读取夹钳的名称信息zj,读取当前夹钳电压值并储存到nc数据库中记为u
jn
;
15.当判定为旧夹钳时,直接调取nc数据库中夹钳zj的标准电压值uj,将u
jn
与uj进行比较,若超出所定义的公差时出现报警并提示等待操作人员相应处理;
16.若未超出所定义的公差时,则进行刀具的逻辑判断;
17.所述夹钳zj的标准电压值uj是夹钳首次夹紧刀具时的电压值;
18.(3)刀具的逻辑判断
19.读取刀具信息,若刀具信息中的刀具小号与存储在plc数据库中的刀具小号相同,则判定该刀具为旧刀具,并读取刀具信息dy,标准电压值为uy;
20.若刀具信息中的刀具小号与存储在plc数据库中的刀具小号均不相同,则判定该刀具为新刀具,并将该刀具的刀具信息记录存储到plc数据库中,记为d
x
;
21.则刀具d
x
之前换下的旧刀具为d
x-1
,其电压值为u
x-1
22.当判定为新刀具时:读取新刀具d
x
的电压值作为标准电压值记录存储到nc数据库中记为u
x
;将新刀具d
x
的电压值u
x
和上次换下的旧刀具d
x-1
的电压值u
x-1
进行比较;
23.若超出所定义的公差时出现报警并提示等待操作人员相应处理;若未超出所定义的公差时,则继续进行加工工作;
24.当判定为旧刀具:读取旧刀具dy的当前电压值记为d
yn
,并于直接调取nc数据库中旧刀具dy的标准电压值uy作比较,如果超差公差范围则报警等待操作者做出相应处理;若未超出所定义的公差时,则将当前电压值记为d
yn
的数值更新到标准电压值uy中,并继续进行加工工作;
25.所述公差
△
u=2.3t-0.11,其中t为允许的垫屑厚度,单位为毫米;
26.(4)实时垫屑的判断
27.运用plc对数据实时运算读取主轴运行时间,来判断主轴是否为新更换的,夹钳是否为新夹钳;并读取刀具信息进行判断刀具是否使用过,判断刀具是否为新刀具;根据以上结果进行夹钳的逻辑判断和刀具的逻辑判断,达到夹钳与刀具实时监控和实时判断的目的。
28.该方法还可以通过设置刀具报警电压范围与实时电压范围进行比较:
29.针对指定刀具的报警检测,设置指定刀具的电压值上限和下限,上限采用指定刀具的标准电压值加上公差
△
u,下限采用指定刀具的标准电压值减去公差
△
u;公差
△
u=2.3t-0.11,其中t为允许的垫屑厚度,单位为毫米;
30.根据以上方法可设置多把刀具的报警电压范围,进而实现多把刀具的检测。
31.自主学习功能:
32.使用plc采集主轴加工时长信息及刀具详细信息,刀具寿命和刀具刀号,当出现主轴加工时长为0或者刀具信息变更时,自动学习刀具夹紧电压值,并和之前电压值作比较,
确认电压值是否超出报警范围;运用plc对数据实时运算,通过读取主轴运行时间,并将格式转化为nc能够识别的语句,来判断主轴是否为新更换的,并读取刀具相关信息对夹钳上的刀柄进行判断是否使用过及夹钳是否更换过并传递给nc程序中进行应用。
33.与现有技术相比,本发明的有益效果是:成本低,就地取材,可以直接运用现有的硬件条件进行使用;运用方便有效,使用简单方便,无需复杂的工作;对现有设备的改动量小,对设备的运行没有额外的负担。不影响现有的加工程序,还能保证加工质量。该检测方法中报警临界值可预设,不需要频繁标定数值,提高了检测的稳定性和可靠性。
附图说明
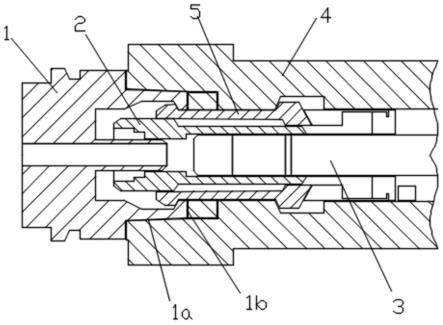
34.图1为主轴及垫屑位置的示意图。
35.图2为一种数控机床电主轴垫屑检测方法的逻辑图。
36.图中:1、刀具,1a、刀具斜面,1b、刀具端面,2、夹钳,3、夹钳拉杆,4、电主轴,5、碟簧。
具体实施方式
37.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
38.图1为主轴及垫屑位置的示意图,垫屑主要是两处:一是在刀具端面和主轴夹具断面表面之间的缝隙中,二是在主轴夹具和刀柄接触的刀具锥面上。图中包括刀具1、刀具斜面1a、刀具端面1b、夹钳2、夹钳拉杆3、电主轴4和碟簧5,垫屑主要出现的位置为刀具斜面1a和刀具端面1b处。
39.通过夹钳在夹紧刀柄时后端传感器的测量情况反馈给plc中进行处理,通过对测量数据分析得到实时刀柄加紧状态。
40.一种数控机床电主轴垫屑检测方法,其特征在于,运用nc语言进行逻辑分析,通过划分不同事件的逻辑运算,判断出主轴垫屑情况并执行对应的命令,包括以下步骤:
41.(1)定义局部变量数据库,用于后续的比较和运算
42.数据库分为plc数据库和nc的r参数数据库,plc数据库存放刀具信息,nc数据库存放夹钳电压值和刀具电压值信息;
43.所述刀具信息包括刀具名称、刀具尺寸、刀具小号、刀具寿命;,
44.(2)夹钳的逻辑判断
45.读取主轴的运行时间,判断夹钳是否为首次使用:
46.i)如果运行时间为0,则系统默认为新主轴并判断夹钳为新夹钳;
47.ii)如果运行时间不是0,则读取主轴运行的实际时间并判定夹钳为旧夹钳;当判定为新夹钳时:将新夹钳的名称命名为zi,并将nc数据库中的夹钳电压值清除,对新夹钳的电压值进行读取并储存到nc数据库中,记为标准电压值ui;再次读取夹钳实时电压值并储存到nc数据库中记为u
im
;
48.然后,将u
im
与ui进行比较,若超出所定义的公差时出现报警并提示等待操作人员
相应处理;若未超出所定义的公差时,则进行刀具的逻辑判断;
49.当判定为旧夹钳时:读取夹钳的名称信息zj,读取当前夹钳电压值并储存到nc数据库中记为u
jn
;
50.当判定为旧夹钳时,直接调取nc数据库中夹钳zj的标准电压值uj,将u
jn
与uj进行比较,若超出所定义的公差时出现报警并提示等待操作人员相应处理;若未超出所定义的公差时,则进行刀具的逻辑判断;
51.所述夹钳zj的标准电压值uj是夹钳首次夹紧刀具时的电压值;
52.(3)刀具的逻辑判断
53.读取刀具信息,若刀具信息中的刀具小号与存储在plc数据库中的刀具小号相同,则判定该刀具为旧刀具,并读取刀具信息dy,标准电压值为uy;
54.若刀具信息中的刀具小号与存储在plc数据库中的刀具小号均不相同,则判定该刀具为新刀具,并将该刀具的刀具信息记录存储到plc数据库中,记为d
x
;则刀具d
x
之前换下的旧刀具为d
x-1
,其电压值为u
x-1
55.当判定为新刀具时:读取新刀具d
x
的电压值作为标准电压值记录存储到nc数据库中记为u
x
;将新刀具d
x
的电压值u
x
和上次换下的旧刀具d
x-1
的电压值u
x-1
进行比较;
56.若超出所定义的公差时出现报警并提示等待操作人员相应处理;若未超出所定义的公差时,则继续进行加工工作;
57.当判定为旧刀具:读取旧刀具dy的当前电压值记为d
yn
,并于直接调取nc数据库中旧刀具dy的标准电压值uy作比较,如果超差公差范围则报警等待操作者做出相应处理;若未超出所定义的公差时,则将当前电压值记为d
yn
的数值更新到标准电压值uy中,并继续进行加工工作;
58.所述公差
△
u=2.3t-0.11,其中t为允许的垫屑厚度,单位为毫米;
59.(4)实时垫屑的判断
60.运用plc对数据实时运算读取主轴运行时间,来判断主轴是否为新更换的,夹钳是否为新夹钳;并读取刀具信息进行判断刀具是否使用过,判断刀具是否为新刀具;根据以上结果进行夹钳的逻辑判断和刀具的逻辑判断,达到夹钳与刀具实时监控和实时判断的目的。
61.该方法还可以通过设置刀具报警电压范围与实时电压范围进行比较针对指定刀具的报警检测,设置指定刀具的电压值上限和下限,上限采用指定刀具的标准电压值加上公差
△
u,下限采用指定刀具的标准电压值减去公差
△
u;公差
△
u=2.3t-0.11,其中t为允许的垫屑厚度,单位为毫米;
62.根据以上方法可设置多把刀具的报警电压范围,进而实现多把刀具的检测。
63.实施例1确认公差与垫屑厚度之间的线性关系:
64.通过对加紧大数据采集并进行分析,得到标准刀柄加紧时测量值,人为模拟0.00mm、0.1mm,0.2mm,0.3mm时不同情况的垫屑所反馈的线性变化的模拟量测量值。
65.表1 af20主轴夹紧电压值模拟试验
66.[0067][0068]
通过上个表格中的25次对主轴夹紧电压值的统计数据分析得出,主轴正常电压值,垫片0.1mm,垫片0.2mm,垫片0.3mm的电压值是呈线性变化的,而且同一垫片厚度的电压波动值是稳定的,确认可以根据电压值的变化来判断主轴是否垫屑,公差
△
u=2.3t-0.11,其中t为垫屑厚度,单位为毫米。
[0069]
首先模拟刀具无垫屑,将0.1mm,0.2mm,0.3mm垫片在不同角度嵌入主轴和刀具内部后关注刀具夹紧电压值是否有差异变化,此项是作为能否使用此系统的重要标准之一,并且试验多把刀具判断其可行性,评估通过后可进行下一步操作;
[0070]
如果方式一的测试通过,那么接下来就需要对单个刀具进行25组夹紧试验,夹紧试验的过程中需要将0mm,0.1mm,0.2mm,0.3mm的电压值进行统计记录,来证明电压值是根据不同厚度的铝屑之间存在着有规律的变化,并关注同一厚度的铝屑的电压值是否稳定。
[0071]
实施例2单把刀具报警试验
[0072]
根据客户需求,前期可以制作针对指定刀具的报警检测程序,该测试程序需要不与主加工程序发生任何共性关系,此为测试期的评定方案,编辑单个刀具的电压值上下限是通过之前的垫片厚度和主轴精度定义的,该专利采用的0.1mm铝屑垫入将会报警的精度,模拟铝屑垫入主轴内部(1.可使用红油粘在主轴端面;2.也可自制一个专用辅具),当程序编辑完成调试时,机床会停机报警,则证明方案有效,可进行下一步操作;
[0073]
实施例3多把刀具报警试验
[0074]
复制单刀报警程序,根据所有刀具信息,自己建立数据库,每把刀具都有各自的生
命体征,也就是自己独有的电压值,根据不同刀具,不同种类,不同重量,制定各自的电压报警值范围,可以有效的识别垫屑和报警功能,那么接下来需要测试机床现有所有刀具的电压值是否垫屑会产生报警,如果成功,执行下一步操作;
[0075]
添加自主学习功能:
[0076]
使用plc采集主轴生命信息(加工时长),刀具详细信息(刀具寿命和刀具刀号),当出现主轴加工时长为0(默认为主轴为新主轴),或者刀具信息变更时(默认为更换刀具),nc就会自动学习刀具夹紧电压值,并且和之前电压值作比较,确认电压值是否超出报警范围,因不同刀具会有不同的电压值,此程序可以复检出刀具变更,刀柄差异,垫屑误报等功能。
[0077]
添加报警文本:
[0078]
针对设备的报警文本信息,建立自己新文本,能让操作者有效识别出报警,并能做出相应举措来解决问题即可,例:主轴1新刀垫屑检测报警,请检查刀具刀柄&主轴1垫屑检测报警,请检查刀具刀柄(也可以是主轴2)
[0079]
系统调试与备份
[0080]
报警文本的添加,可以有效的判断出程序是否好用,接下来需要进行测试和调试阶段:
[0081]
a)模拟垫屑,进行每把刀具夹紧,关注数据库内电压值和报警值是否吻合;
[0082]
b)模拟换刀,将刀具信息改为新刀,测试新旧刀报警功能的有效性;
[0083]
c)模拟换轴,将主轴运行时间置零,测试更换新主轴学习功能的有效性;
[0084]
d)低倍率加工首件送测,关注此功能对加工是否有影响;
[0085]
e)正常批量试切,并记录报警状态和实际信息,测试功能的稳定性;
[0086]
f)将所有程序和报警文本备份,精测报告备份,报警信息备份,用于后续数据分析;
[0087]
g)长期关注工件加工状态,看是否存在漏检导致的超差现象。
[0088]
采用上述技术方案工作时,新刀电压值学习放入nc数据库r参数表中,方便后续调用和比较,增加复位功能,学习一次就作为后续的基准,放入r参数表以备调用,从而达到有效的识别垫屑的目的。
[0089]
将主轴夹钳此时实时电压值记录在变量中,将此时刀具名称传递给plc,定义监控电压值公差,从plc接收此时1/2轴刀具号,提取此时主轴1,2刀具状态,判断此时主轴1/2刀具是否使用过。
[0090]
此刀具名称标准夹钳电压值所储存的r参,判断此时刀具名称以执行对应刀具逻辑运算。等待nc确认接受到plc反馈的内容,防止反馈状态慢而导致程序判断出错,判断1轴刀具为未使用过或plc激活学习时,进行学习,在学习之前将此时夹钳电压值与对应r参中数值对比,如果相差过大出现67682报警,否则将此时夹钳电压值储存在对应r参中。判断2轴刀具为未使用过或plc激活学习时,进行学习,在学习之前将此时夹钳电压值与对应r参中数值对比,如果相差过大出现67683报警,否则将此时夹钳电压值储存在对应r参中,将此时刀具对应的r参中标准值传递到变量中,传递给plc结束状态。
[0091]
将此时主轴夹钳实际值与标准值加公差进行对比,如果异常出现67680,67681报警并相应,无异常则结束子程序,定义67682,67683报警响应。
[0092]
通过判断刀具状态和接口状态来处理是否学习夹钳电压值功能,若学习出现电压
值超过公差则err3报警,学习无异常的情况下将当前电压值记录。
[0093]
读取主轴运行时间,并进行格式转换后传递给nc;读取1/2主轴运行时间,通过运算实现时间为零时激活对应主轴为新轴功能状态。当刀具成功装载到主轴上后,通过判断对应刀具逻辑,如果对应刀具号出现变化或者主轴为新时,将此刀具标记为需要学习主轴夹钳电压值,当接受到nc此刀具的结束状态时复位标记。
[0094]
主轴此时装载成功的刀具与其对应的标记学习电压值状态被置位时,将主轴1/2需要学习夹钳电压值状态传递给nc;确认plc成功接受到nc传递的刀具名称并已运算完毕状态反馈给nc。
[0095]
当主轴运行时间为0是将中间寄存器状态置位,运行时间不为0时复位此状态,用以记录出现主轴为新事件标记。若此时主轴夹钳刀具名称为此判断刀具时进行逻辑计算,出现主轴为新事件或此时刀具号与原刀具号不同情况下激活学习此刀具功能,并将此刀具号记录在刀具号库中。当nc传递学习结束状态时复位学习此刀具功能。用以与nc配合,通过判断成功接收nc传递来的数据在进行反馈,以避免由于通讯延迟造成的逻辑时序问题,以免出现误判断现象。
[0096]
本发明使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述。
[0097]
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1