一种全自动多轴齿轮拼装台的制作方法
1.本发明涉及一种拼装台,特别是一种全自动多轴齿轮拼装台。
背景技术:
2.当今,随着社会的发展,变速箱、减速器、分动器等通过轴系传递力和速度的产品的种类越来越多,结构也越来越复杂,而这些产品的结构一般都是使用不同轴系的齿轮啮合进行力和速度的传递,由于这些产品的设计,这些产品内部的轴系在装配时,往往通过整体拼装的放置进行装配。而现有的技术中,基本是通过人工将齿轮一个个的放置拼装,有些选择双轴拼装的方式对轴系进行装配,极少数的会使用三轴拼装的方式拼装轴系,这使得轴系拼装的效率变低,且由于这种装配工艺的限制,也进一步限制了变速箱、减速器、分动器等产品的结构设计。
技术实现要素:
3.本发明要解决的技术问题是:提供一种全自动多轴齿轮拼装台,可根据需要和产品结构对产品中的多轴轴系进行一次性自动化拼装。
4.解决上述技术问题的技术方案是:一种全自动多轴齿轮拼装台,包括底座、驱动电机、主轴定位工装、拼装轴滑台、主轴齿轮和拼装轴齿轮,驱动电机、主轴定位工装、拼装轴滑台、拼装气缸和拼装轴定位工装分别设置于底座上,主轴定位工装与驱动电机连接,拼装轴滑台以圆周分布方式设置于主轴定位工装四周,拼装轴滑台包括滑动拼装板、轨道、拼装轴定位工装和拼装气缸,拼装轴定位工装固定设置于滑动拼装板上,滑动拼装板设置于轨道上并与拼装气缸连接,主轴齿轮放置于主轴定位工装上,拼装轴齿轮分别放置于拼装轴定位工装上,通过电机带动主轴定位工装转动,主轴定位工装带动主轴齿轮转动,拼装气缸分别将各个拼装轴滑台向主轴定位工装移动,并将拼装轴齿轮分别推向主轴齿轮,拼装轴齿轮与主轴齿轮啮合并完成齿轮的拼接。
5.本发明的进一步技术方案是:主轴定位工装通过回转支承与驱动电机连接。
6.主轴定位工装包括联轴器、旋转输入轴、交叉滚子轴承、气缸和手指连接块,手指连接块与气缸连接,气缸设置于交叉滚子轴承上,交叉滚子轴承通过旋转输入轴和联轴器与驱动电机连接。
7.滑动拼装板通过气缸连接块和弹簧与气缸连接。
8.拼装轴滑台包括接近开关,接近开关分别设置于滑动拼装板和支架上,支架设置于靠近主轴定位工装处。
9.拼装轴滑台的数量为5-6个。
10.由于采用上述技术方案,本发明之一种全自动多轴齿轮拼装台,具有以下有益效果:本发明主轴齿轮通过驱动电机带动旋转,拼装时,拼装轴齿轮接触主轴齿轮,而后拼装轴齿轮可被动旋转,驱动电机可调节其速度确保所有拼装轴齿轮能够正确快速啮合,
期间还不损伤啮合齿轮的齿面,拼装效果更好。本发明通过多个拼装滑台的分布式设计,可同时对多个轴系进行拼装,拼装效率较高。本发明可根据需要和产品结构对产品中的多轴轴系进行一次性自动化拼装,结构简单可靠且稳定,拼装效率高,可解决了现有技术中人工一个个进行齿轮拼装的问题。
11.下面,结合说明书附图和具体实施例对本发明之一种全自动多轴齿轮拼装台的技术特征作进一步的说明。
附图说明
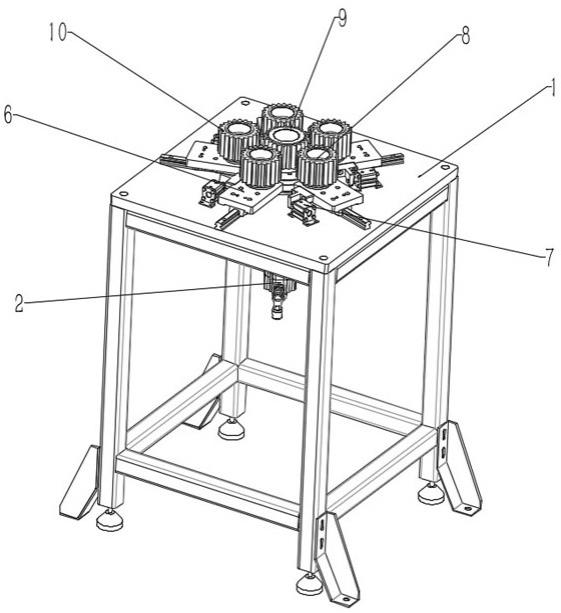
12.图1:一种全自动多轴齿轮拼装台的结构示意图。
13.图2:一种全自动多轴齿轮拼装台的结构示意图。
14.图3:拼装轴滑台的结构示意图。
15.图4:拼装轴滑台的结构示意图。
16.图5:一种主轴定位工装的结构示意图。
17.在上述附图中,各标号说明如下:1-底座,2-驱动电机,3-驱动电机安装座,4-回转支承,5-主轴定位工装,6-拼装轴滑台,7-拼装气缸,8-拼装轴定位工装,9-主轴齿轮,10-拼装轴齿轮,11-轨道、12-滑动拼装板、13-弹簧、14-气缸连接块,15-气缸活动杆,16-碗型挡,17-接近开关,18-撞块、19-挡块、20-联轴器、21-旋转输入轴、22-涨紧手指,23-手指连接块,24-气缸,25-交叉滚子轴承、26-旋转通气轴,27-卡簧,28-电机安装板,29-连接立板,30-同步带,31-旋转接头支架。
具体实施方式
18.一种全自动多轴齿轮拼装台,包括底座1、驱动电机2、驱动电机安装座3、回转支承4、主轴定位工装5、拼装轴滑台6、主轴齿轮9和拼装轴齿轮10,驱动电机2、主轴定位工装5、拼装轴滑台6、拼装气缸7和拼装轴定位工装8分别设置于底座1上,主轴定位工装5与驱动电机2连接,拼装轴滑台6以圆周分布的方式设置于主轴定位工装5四周,拼装轴滑台6包括滑动拼装板12、轨道11、拼装轴定位工装8和拼装气缸7,拼装轴定位工装8固定设置于滑动拼装板12上,滑动拼装板12设置于轨道上并与拼装气缸7连接,主轴齿轮9放置于主轴定位工装5上,拼装轴齿轮10分别放置于拼装轴定位工装8上,通过电机带动主轴定位工装5转动,主轴定位工装5带动主轴齿轮9转动,气缸分别将各个拼装轴滑台6向主轴定位工装5移动,并将拼装轴齿轮10分别推向主轴齿轮9,拼装轴齿轮10与主轴齿轮9啮合并完成齿轮的拼接。通过主轴齿轮9在转动过程中进行拼装轴齿轮10的拼装,主轴齿轮9在转动中更容易与慢慢靠近的拼装轴齿轮10啮合。主轴定位工装5通过回转支承4与驱动电机2连接。驱动电机2固定于驱动电机安装座3上,回转支承4设于驱动电机2上,主轴定位工装5分别与回转支承4和驱动电机2连接。滑动拼装板通过气缸连接块和弹簧与气缸连接。拼装轴滑台6包括接近开关,接近开关分别设置于滑动拼装板和支架上,支架设置于靠近主轴定位工装5处。支架与主轴定位工装5之间的间距为主轴齿轮9和拼装轴齿轮10刚好能啮合的间距。通过接近开关方便控制拼装轴齿轮10定位于适合的位置,提高效率。拼装轴滑台6靠近接近开关的一侧设有撞块,拼装轴滑台6向前移动靠近主轴定位工装5处设有挡块,通过挡块和撞块能定位住拼装轴滑台6,避免其碰到主轴定位工装5。拼装轴滑台6的数量为5-6个。
19.主轴定位工装5的结构可包括联轴器20、旋转输入轴21、交叉滚子轴承25、涨紧手指22、气缸24和手指连接块23,涨紧手指通过手指连接块与气缸连接,气缸设置于交叉滚子轴承上,交叉滚子轴承通过旋转通气轴、旋转输入轴和联轴器与驱动电机2连接。可以根据底座1的高矮和驱动电机2的安装位置,驱动电机可以通过同步轮和同步带与旋转输入轴连接。使用时,主轴齿轮9放置于手指连接块上,通过气缸能控制手指连接块张开,可以方便定位住主轴齿轮。
20.具体实施例:参见图1,一种全自动多轴齿轮拼装台,包括底座1、驱动电机2、驱动电机安装座3、回转支承4、主轴定位工装5、拼装轴滑台6、拼装气缸7、拼装轴定位工装8、主轴齿轮9和拼装轴齿轮10。所述底座1下端通过地脚安装在地面上,底座1上端中心位置开有过孔,所述驱动电机2穿过该过孔,驱动电机2前端通过螺钉安装驱动电机安装座3的下端面,所述驱动电机安装座3下端面的外围通过螺钉安装在底座1上。所述驱动电机安装座3上端通过回转支撑4与主轴定位工装5的下端面外侧相连接,所述主轴定位工装5可为能通过电机带动转动的圆柱结构,主轴定位工装5的中间开有通孔和键槽,通过该通孔和键槽与驱动电机2前端的输出轴连接,主轴定位工装5上端通过小间隙配合安装主轴齿轮9,所述拼装轴滑台6通过导轨滑块分布安装在主轴定位工装5及主轴齿轮9所成的轴线外侧圆周方向上,且拼装轴滑台的6的滑动方向朝向主轴齿轮9,所述拼装轴滑台6侧面通过浮动接头连接拼装气缸7,所述拼装气缸7通过螺钉安装在底座1上,拼装轴滑台6前端上方通过螺钉安装拼装轴定位工装8,所述拼装轴定位工装8通过隔套安装拼装轴齿轮10。
21.所述驱动电机2转动可带动主轴定位工装5转动,进而带动主轴齿轮9转动,此时,所述拼装轴滑台6可在拼装气缸7的带动下靠近主轴齿轮9,拼装轴齿轮10随之靠近主轴齿轮9,当拼装轴齿轮10逐渐接触主轴齿轮9时,由于主轴齿轮9的转动而带动拼装轴齿轮10转动,此时,拼装轴齿轮10会继续靠近主轴齿轮9,直至齿面完全啮合完成拼装。所述拼装轴滑台6的数量和分布位置是依据最终所要拼装的轴系状态进行设计。所述拼装轴定位工装8上包括但不限于使用隔套安装拼装轴齿轮10,为所需要拼装的轴系的外性特性进行的设计,其中本实施例中,所使用的隔套为铜质。所述驱动电机2为伺服电机,能够精确控制转动角度和转动速度,确保拼装时不损伤拼装轴齿轮10和主轴齿轮9。所述主轴定位工装5和拼装轴定位工装8为通过螺栓安装的快换式安装,可兼容不同轴径的轴系拼装。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1