一种汽轮机转子汽封片填料件气动冲铆机及其使用方法
1.本发明涉及于汽轮机装配技术领域,具体涉及一种汽轮机转子汽封片填料件气动冲铆机及其使用方法。
背景技术:
2.汽轮机作为高温、高压、高转速旋转机械,为了减少通流工质的流失,汽轮机通流各级动静叶、轴封处设径向汽封。以往汽轮机径向汽封安装于静止部件上,虽受高温、高压和动静碰磨影响,但转子的高转速并不对其产生直接影响,因此,在汽封片镶嵌过程中,对镶片力度、准度要求并不高,在工厂安装汽封片或现场更换汽封片时采用人工冲铆或手持式便携电动工具进行汽封片填料件(块、片)的冲铆。
3.随着国家对电力设备经济性的高要求,新型高效汽轮机越来越多采用转子镶片结构,部分机组在相应的静止部件设置可磨涂层以减小动静间隙,提高密封性能,由此对汽封片的镶嵌要求更加精细,对转子汽封片填料件(块、片)的冲铆提出了更加精确的冲击力要求。
4.目前缺少一种在汽轮机转子汽封片安装或更换时,可以精确控制力度、击打部位,并能满足多种尺寸转子汽封片冲铆要求的汽轮机转子汽封片填料件(块、片)可调式气动冲铆机。
技术实现要素:
5.发明目的:为了解决目前缺少一种在汽轮机转子汽封片安装或更换时,可以精确控制力度、击打部位,并能满足多种尺寸转子汽封片冲铆要求的汽轮机转子汽封片填料件(块、片)可调式气动冲铆机的问题,本发明提出一种汽轮机转子汽封片填料件气动冲铆机及其使用方法。
6.本发明是通过以下方案实施的:一种汽轮机转子汽封片填料件气动冲铆机,它包括冲铆组件、定位装置、冲铆机气动装置、工作台架、柜体组件;
7.工作台架设置在柜体组件内,冲铆机气动装置安装在工作台架上,冲铆组件设置在冲铆机气动装置的输出端,定位装置设置在冲铆机气动装置上。
8.进一步地,所述工作台架包括支架固定板、导向杆、大调节螺杆、大手轮、工作台板和长把手;
9.所述支架固定板与柜体组件滑动连接,所述大调节螺杆与支架固定板螺纹连接,大调节螺杆底部与大手轮连接,导向杆固定在支架固定板上,工作台板设置在支架固定板的上方,且工作台板与导向杆滑动连接。
10.再进一步地,所述工作台板上设有红光发射器、微调节装置、激光测距仪和水平测量仪。
11.进一步地,微调节装置包括小手轮、小调节螺杆和销钉;
12.所述工作台板和大调节螺杆均与小调节螺杆螺纹连接,小调节螺杆顶部通过销钉
与小手轮连接。
13.再进一步地,所述冲铆机气动装置包括冲铆机气动装置底板组件、冲铆机气动装置壳体、控制组件和冲铆机气动装置气缸组件;
14.所述冲铆机气动装置气缸组件通过冲铆机气动装置壳体安装在冲铆机气动装置底板组件上,控制组件设置在气动装置壳体上;
15.所述冲铆机气动装置底板组件包括底板、电磁阀、导气管、调节阀、测压组件、时间继电器和可编程控制器;
16.电磁阀、测压组件、时间继电器和可编程控制器均设置在底板上,导气管设置在电磁阀上,调节阀设置在测压组件上,所述冲铆机气动装置壳体与底板螺纹连接;
17.所述冲铆机气动装置气缸组件包括气缸、气缸活塞杆和气缸连接板;
18.所述气缸通过气缸连接板固定在底板上,气缸活塞杆设置在气缸的端部;
19.控制组件包括显示屏、电源按钮、数字按钮、启动按钮、暂停按钮、停止按钮和压力调节旋钮;
20.所述显示屏、电源按钮、数字按钮、启动按钮、暂停按钮、停止按钮和压力调节旋钮均设置在气动装置壳体上。
21.进一步地,所述冲铆组件包括刀头连接杆、冲铆刀头锁紧螺钉和冲铆刀头;
22.所述冲铆刀头通过冲铆刀头锁紧螺钉安装在刀头连接杆上,所述刀头连接杆与气缸活塞杆连接。
23.再进一步地,所述定位装置包括定位卡盘、定位卡盘锁紧螺钉、接长杆、接长杆销钉和定位板组件;
24.所述定位卡盘与气动装置壳体通过定位卡盘锁紧螺钉连接,定位卡盘与接长杆通过接长杆销钉的一端连接,定位板组件设置在接长杆销钉的另一端。
25.进一步地,所述定位板组件包括定位板体、定位片、接触垫、接触垫紧固件和紧定螺钉;
26.所述定位板体与接触垫通过接触垫紧固件连接,所述定位片呈l状,定位片一端设置在接触垫的侧部,定位片一端另一端设置在定位板体和接触垫之间,所述紧固螺钉设置在定位板体上,定位板体和接长杆销钉的另一端通过紧固螺钉连接。
27.再进一步地,
28.所述柜体组件包括柜体、大把手、气源装置、气源管道、电源接线座、支撑脚轮、支撑脚和两个小把手;
29.所述柜体的后侧壁上设有大把手,所述柜体的左侧壁或右侧壁敞口设置,沿柜体前侧壁的侧部和柜体后侧壁的侧部分别安装一个小把手,柜体内部设有横向设置的滑槽,所述支架固定板设置在滑槽内;所述滑槽上设有锁紧螺钉,所述气源装置设置在柜体内,气源管道一端与气源装置连接,气源管道另一端与导气管连接,电源接线座设置在柜体的任一侧壁上,电源接线座与气源装置通过电线连接,电源接线座与冲铆机气动装置通过电线连接,柜体底部安装有支撑脚轮。
30.进一步地,所述支撑脚轮包括固定板、连接套筒、紧固件、轴承、连接板、支撑脚轮架、调整螺杆、调节螺母、支撑脚、移动轮和脚踏板和两个连接板;
31.所述固定板通过紧固件与柜体连接;连接套筒固定在固定板的下方,支撑脚轮架
与转动筒架通过轴承连接,脚踏板和移动轮均设置在支撑脚轮架上,所述支撑脚轮架上设有两个对称布置腰型孔,移动轮的每个轮轴设置在一个腰型孔内,脚踏板与支撑脚轮架铰接,每个连接板的一端与脚踏板铰接,每个连接板的另一端与移动轮的轮轴转动连接,调整螺杆的顶部与连接套筒的底部螺纹连接,调整螺杆的底部与支撑脚螺纹连接,调整螺杆外部固定有调节螺母。
32.一种汽轮机转子汽封片填料件气动冲铆机的使用方法,它包括以下步骤:
33.s1、将电源接线座与电源连接;
34.s2、检查气源装置、冲铆机气动装置、红光发射器、激光测距仪和水平测量仪,并调试使它们工作正常;
35.s3、调节脚踏板将支撑脚轮置于滚动状态,推动冲铆机至汽轮机转子附近;
36.s4、调节脚踏板锁紧支撑脚轮,调整支撑脚,使机器处于合适的水平位置,读水平测量仪数据满足工作要求值;
37.s5、通过大手轮粗调工作台板至合适的高度范围;
38.s6、通过小手轮精调工作台板至工作高度要求,读激光测距仪数据使刀头连接杆中心距地面距离等于汽轮机转子中心距地面距离;
39.s7、根据汽轮机转子的汽封尺寸数据,调整红光发射器位置;
40.s8、开启红光发射器,通过长把手调整支架固定板在滑槽中的位置,使红光发射器(280)的一字红线与汽轮机转子的汽封片槽面齐平;
41.s9、用锁紧螺钉将工作台板固定;
42.s10、选择合适的接长杆固定于定位卡盘;
43.s11、选择合适定位板体固定于接长杆燕尾槽内;
44.s12、选择合适的冲铆刀头,与刀头连接杆连接并紧固;
45.s13、用大把手平推冲铆机使接触垫与汽轮机转子紧贴,并使定位板体的定位片与汽轮机转子汽封槽面接触;
46.s14、再次检查激光测距仪和水平测量仪,确认处于要求范围内,如果是,进入s15;如果否,则重新调整支撑脚,使水平测量仪数值达到要求;调节微调节装置的小手轮,使激光测距仪数值达到要求,进入s15;
47.s15、打开控制组件的电源按钮;
48.s16、旋转控制组件的压力调节旋钮设置冲铆力度数值;
49.s17、在控制组件上设置冲铆速度参数;
50.s17、打开控制组件的启动按钮;
51.s18、如需暂停摁控制组件的暂停按钮;
52.s19、结束冲铆,摁控制组件的停止按钮;
53.s20、完成工作,关闭控制组件多种按钮。
54.s21、将定位板体高度调整回初始位置,将接长杆、定位板体、冲铆刀头拆下并放回工具箱;
55.s22、将冲铆机及工具箱置于干燥、通风、平整、不易触碰到的位置。
56.有益效果:
57.第一、冲铆机高度可调,满足多种规格直径汽封片填料件(块、片)的冲铆要求。满
足多种厚度汽封片填料件(块、片)的冲铆要求。
58.第二、稳定的冲铆力度,精准的击打部位,且多档冲铆力度可供调节。
59.第三、便于在工厂或检修现场移动和固定使用。
60.相对于现有技术而言,工作时避免长时间手持和人工操作,冲铆机高度可调,能够满足多种规格直径汽封片填料件(块、片)和多种厚度汽封片填料件(块、片)的冲铆要求,冲铆力度稳定,击打部位精准,且多档冲铆力度可供调节,设有脚轮可在工厂或检修现场移动和固定使用。
附图说明
61.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
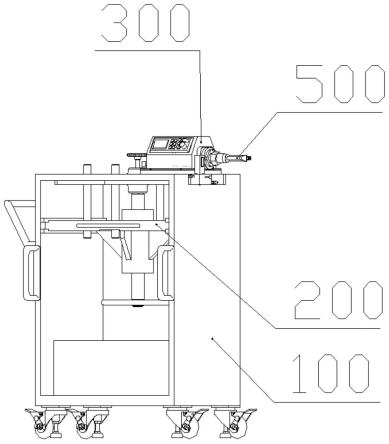
62.图1为一种汽轮机转子汽封片填料件气动冲铆机的正面立体示意图;
63.图2为一种汽轮机转子汽封片填料件气动冲铆机的背面立体示意图;
64.图3为柜体组件的正面立体示意图;
65.图4为柜体组件的背面立体示意图;
66.图5为支撑脚轮的立体示意图;
67.图6为工作台架的正面立体示意图;
68.图7为未设置支架固定板的工作台架正面立体示意图;
69.图8为工作台组件的正面立体示意图;
70.图9为红光发射器及支座的立体示意图;
71.图10为微调节装置的立体示意图;
72.图11为水平测量的正面立体示意图;
73.图12为激光测距仪的正面立体示意图;
74.图13为一种汽轮机转子汽封片填料件气动冲铆机的立体示意图;
75.图14为冲铆机气动装置壳体的立体示意图;
76.图15为冲铆机气动装置底板组件的立体示意图;
77.图16为冲铆机气动装置气缸组件的立体示意图;
78.图17为定位装置的立体示意图;
79.图18为定位板组件立体示意图;
80.图19为一种汽轮机转子汽封片填料件气动冲铆机的刀头组件的立体示意图;
81.图20为汽轮机转子汽封片安装示意图;
82.图21为一种汽轮机转子汽封片填料件气动冲铆机的工作立体示意图;
83.图22为柜体组件立体示意图;
84.图23为支撑脚轮的移动轮抬起示意图;
85.图24为图23去掉连接板的示意图;
86.图25为支撑脚轮的移动轮落下示意图;
87.图26为图25去掉连接板的示意图。
具体实施方式
88.下面详细描述本发明的实施方式,所述实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本发明,而不能解释为对本发明的限制。
89.本技术领域技术人员可以理解,除非特意声明,这里使用的单数形式“一”、“一个”、“所述”和“该”也可包括复数形式。应该进一步理解的是,本发明的说明书中使用的措辞“包括”是指存在所述特征、整数、步骤、操作、元件和/或组件,但是并不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和/或它们的组。应该理解,当我们称元件被“连接”或“耦接”到另一元件时,它可以直接连接或耦接到其他元件,或者也可以存在中间元件。此外,这里使用的“连接”或“耦接”可以包括无线连接或耦接。这里使用的措辞“和/或”包括一个或更多个相关联的列出项的任一单元和全部组合。
90.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
91.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
92.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语)具有与本发明所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
93.为便于对本发明实施例的理解,下面将结合附图以几个具体实施例为例做进一步的解释说明,且各个实施例并不构成对本发明实施例的限定。
94.具体实施方式一:一种汽轮机转子汽封片填料件气动冲铆机,它包括冲铆组件500、定位装置400、冲铆机气动装置300、工作台架200、柜体组件100;
95.工作台架200设置在柜体组件100内,冲铆机气动装置300安装在工作台架200上,冲铆组件500设置在冲铆机气动装置300的输出端,定位装置400设置在冲铆机气动装置300上。
96.具体实施方式二:一种汽轮机转子汽封片填料件气动冲铆机,所述工作台架200包括支架固定板211、导向杆212、大调节螺杆213、大手轮214、工作台板215和长把手216;
97.所述支架固定板211与柜体组件100滑动连接,所述大调节螺杆213与支架固定板211螺纹连接,大调节螺杆213底部与大手轮214连接,导向杆212固定在支架固定板211上,工作台板215设置在支架固定板211的上方,且工作台板215与导向杆212滑动连接;
98.所述工作台板215上设有红光发射器280、微调节装置260、激光测距仪290和水平测量仪270。
99.本实施方式中:大手轮214用于粗调工作台板高度,转动大手轮214,大手轮带动大调节螺杆213沿支架固定板211转动升降,带动工作台板215搭在大调节螺杆213上方,工作台板215沿导向杆212升降。支架固定板211由水平固定板和螺杆套筒体焊接加工而成。安装于柜体组件可移动机柜中,导向杆212下端加工有螺纹,固定于支架固定板211的螺孔内。用于工作台板215导向。大调节螺杆213中部加工有梯形螺纹,安装于支架固定板211的螺杆套筒内,实现大调节螺杆213在套筒内上下移动;大调节螺杆213末端为普通螺纹结构,与大手轮214连接。大手轮214安装于大调节螺杆213下端,大手轮214与调节螺杆213螺纹把紧,并有销钉止动。旋转大手轮214可以使调节大调节螺杆213上下移动,带动工作台板215上下移动,从而达到调节高度的作用。工作台板215由不锈钢板精加工而成。工作台板215设有导向孔,为导向杆导向用;
100.工作台板215侧部设有红光发射器支座281,红光发射器280通过锁紧螺钉282安装在红光发射器支座281上。
101.工作台板215顶部设有支座体271,水平测量仪270通过板簧272夹持在支座体271上。
102.工作台板215侧部设有激光测距仪支架291,激光测距仪290通过调节螺栓292安装在激光测距仪支架291上。
103.本实施方式中:工作台板215中后侧设有水平测量仪支座连接螺孔和销孔,用以安装支座体271;台板右侧端面中部加工有红光发射器支座281,用以安装红光发射器280,并能满足红光发射器280的横向微调节;台板右侧端面前部加工有激光测距仪支架291,用以安装激光测距仪290,并能适配多种规格激光测距仪。
104.红光发射器支座281在工作台板215右侧端面中部精加工而成,内部为燕尾槽结构,用于安装红光发射器280;红光发射器支座281上方开有腰形槽,用于红光发射器280位置的微调整。
105.红光发射器280能够发出红色一字光线,用于照射转子汽封片槽,实现汽轮机转子汽封片填料件(块、片)可调式气动冲铆机的定位,并可用作机械定位片的预定位。
106.激光测距仪支架291在台板右侧端面前部精加工而成,内部开有方形腔,用于竖直放置激光测距仪290;支架前后两侧设有调节螺栓292和调节垫293,用于适配不同规格激光测距仪290,并能用于调节激光测距仪290在激光测距仪支架291内的前后位置;激光测距仪支架291右侧同样设有调节螺栓292和调节垫293,用于适配不同规格激光测距仪290,并能用于调节激光测距仪在激光测距仪支架291内的左右位置;
107.激光测距仪290为微米级工业用激光测距仪,用于照射地面,实现测量高度的功能,确保专用冲铆刀头的冲铆高度与转子中心位置齐平,保证冲铆效果和精度。
108.水平测量仪270支座由支座体271、调节垫板、板簧和紧固件组成。支座体271通过螺钉和销钉固定于工作台板215顶面的中后侧,用于安放水平测量仪270;调节垫板由调节螺钉和垫板组成,用于适配安装多种厚度尺寸的水平测量仪270;板簧通过螺钉紧固于支座体内侧,可以确保水平测量仪270固定于支座体271内。
109.水平测量仪270采用高精度数显水平仪。用于测量工作台板215水平,保证冲铆效果和精度。
110.其他实施方式与具体实施方式二相同。
111.具体实施方式三:一种汽轮机转子汽封片填料件气动冲铆机,微调节装置260包括小手轮261、小调节螺杆262和销钉263;
112.所述工作台板215与小调节螺杆262螺纹连接,小调节螺杆262顶部通过销钉263与小手轮261连接。
113.本实施方式中:微调节装置由小手轮261、小调节螺杆262、销钉263和工作台板215中心的螺纹孔组成。小手轮261安装于小调节螺杆262顶部,螺纹把紧,并有销钉止动;小调节螺杆262安装于工作台板215中心的螺纹孔,小调节螺杆262底部与大调节螺杆213顶面紧贴;旋转小手轮261可以使小调节螺杆262上下移动,带动工作台板215上下移动,从而达到微调高度的作用。
114.其他实施方式与具体实施方式二相同。
115.具体实施方式四:一种汽轮机转子汽封片填料件气动冲铆机,所述冲铆机气动装置300包括冲铆机气动装置底板组件310、冲铆机气动装置壳体340、控制组件350和冲铆机气动装置气缸组件370;
116.所述冲铆机气动装置气缸组件370通过冲铆机气动装置壳体340安装在冲铆机气动装置底板组件310上,控制组件350设置在气动装置壳体340上;
117.所述冲铆机气动装置底板组件310包括底板311、电磁阀312、导气管313、调节阀314、测压组件315、时间继电器316和可编程控制器317;
118.电磁阀312、测压组件315、时间继电器316和可编程控制器317均设置在底板311上,导气管313设置在电磁阀312上,调节阀314设置在测压组件315上,所述冲铆机气动装置壳体340与底板311螺纹连接;
119.所述冲铆机气动装置气缸组件370包括气缸371、气缸活塞杆372和气缸连接板373;
120.所述气缸371通过气缸连接板373固定在底板311上,气缸活塞杆372设置在气缸371的端部。
121.本实施方式中:控制组件350包括显示屏351、电源按钮、数字按钮352、启动按钮353、暂停按钮354、停止按钮355和压力调节旋钮;
122.所述显示屏351、电源按钮、数字按钮352、启动按钮353、暂停按钮354、停止按钮355和压力调节旋钮均设置在气动装置壳体340上。
123.冲铆机气动装置壳体340由钢板拼焊加工而成,用于安装控制组件350。控制组件350由显示屏351和控制按钮组成,显示屏351用于显示冲击压力和冲击速度;控制按钮分为数字按钮352,电源按钮357、启动按钮353、暂停按钮354、停止按钮355,压力调节旋钮356,用于控制气动装置的启停,冲击压力值和速度值的手动输入。
124.所述冲铆机气动装置底板组件310包括底板311、电磁阀312、导气管313、调节阀314、测压组件315、时间继电器316和可编程控制器317,底板311设置有电磁阀安装盒、调节阀及测压组件安装盒、时间继电器安装盒、可编程控制器安装盒以及壳体安装用螺栓孔、气缸组件安装用螺栓孔和工作台安装用螺栓孔,用于电磁阀312、调节阀314、测压组件315、时间继电器316、可编程控制器317、冲铆机气动装置壳体340、气缸组件370的安装以及冲铆机气动装置300与工作台板315的连接安装。电磁阀312用于控制冲铆刀头503的伸缩运动;调节阀314用于控制气缸压力,实现稳定的冲击力度;测压组件315用于测量电磁阀312后压力
并传至可编程控制器317,并换算及显示成冲击力数据;时间继电器316用于控制刀头工作的敲击速度;可编程控制器317用于将测压组件315回传的压力值、时间继电器316回传的时间值换算成相应的屏显数据并实现屏显。
125.气缸组件370是冲铆机气动装置300关键部件之一,是驱动冲铆刀头503工作的关键部件。由气缸371、气缸活塞杆372和气缸连接板373组成,气缸371用于产生敲击力,实现敲击汽封片填料件(块、片)的作业。气缸371须选择满足多型规格汽封片填料件(块、片)敲击需求。
126.刀头连接杆501采用螺纹结构一端安装于气缸活塞杆372上,另一端采用四角头结构,用于安装专用冲铆刀头503,与专用冲铆刀头503连接,并通过紧定螺钉锁紧;冲铆刀头503连接杆外侧中部设有六角头结构,用于刀头连接杆501的拆装。
127.冲铆刀头503为一体结构,由刀头部分和刀杆部分构成。刀头部分为扁平燕尾结构,用于敲击汽封片填料(块、片)602;刀杆末端为四角头结构,与刀头连接杆连接。
128.其他实施方式与具体实施方式三相同。
129.具体实施方式五:一种汽轮机转子汽封片填料件气动冲铆机,所述冲铆组件500包括刀头连接杆501、冲铆刀头锁紧螺钉502和冲铆刀头503;
130.所述冲铆刀头503通过冲铆刀头锁紧螺钉502安装在刀头连接杆501上,所述刀头连接杆501与气缸活塞杆372连接。
131.其他实施方式与具体实施方式四相同。
132.具体实施方式六:一种汽轮机转子汽封片填料件气动冲铆机,所述定位装置400包括定位卡盘401、定位卡盘锁紧螺钉402、接长杆403、接长杆销钉404和定位板组件420;
133.所述定位卡盘401与气动装置壳体340通过定位卡盘锁紧螺钉402连接,定位卡盘401与接长杆403通过接长杆销钉404的一端连接,定位板组件420设置在接长杆销钉404的另一端。
134.本实施方式中:定位装置400由定位卡盘401、定位卡盘锁紧螺钉402、接长杆403、定位板组件420组成。定位卡盘401与冲铆机气动装置壳体340端部连接,采用燕尾槽结构定位安装,并由左右两侧的定位卡盘锁紧螺钉402锁紧;接长杆403一端与定位卡盘401采用销钉连接,接长杆403另一端设有燕尾槽,用于安装定位板组件420;
135.其他实施方式与具体实施方式五相同。
136.具体实施方式七:一种汽轮机转子汽封片填料件气动冲铆机,所述定位板组件420包括定位板体421、定位片422、接触垫423、接触垫紧固件424和紧定螺钉425;
137.所述定位板体421与接触垫423通过接触垫紧固件424连接,所述定位片422呈l状,定位片422一端设置在接触垫423的侧部,定位片422一端另一端设置在定位板体421和接触垫423之间,所述紧固螺钉425设置在定位板体421上,定位板体421和接长杆销钉404的另一端通过紧固螺钉425连接。
138.本实施方式中:定位板组件420由定位板体421、接触垫423和接触垫紧固件424、紧定螺钉425组成。定位板体421一侧为燕尾结构,与接长杆403的燕尾槽连接;定位板体421另一侧与接触垫423连接,接触垫423采用黄铜材质,由紧定螺钉425固定,开始冲铆前使其与转子贴合,从而保证冲铆距离满足刀头连接杆501需要,确保敲击过程中冲铆力度不变;定位板体423左侧设有定位螺钉孔,用于微调节定位板体423与冲铆刀头503的间距;定位板体
423左侧设有定位片422,用于机械测量汽封槽定位面,为红光发射器280的机械备份和补充,保证冲铆位置的准确。
139.可选地,配备三种规格常用接长杆403,根据不同汽封片直径选择适当长度接长杆403;也可根据车间或现场需求增加规格。
140.可选地,定位装置400可对称更换位置安装。
141.其他实施方式与具体实施方式六相同。
142.具体实施方式八:一种汽轮机转子汽封片填料件气动冲铆机,
143.所述柜体组件100包括柜体111、大把手114、气源装置120、气源管道130、电源接线座101、支撑脚轮140、支撑脚161和两个小把手112;
144.所述柜体111的后侧壁上设有大把手114,所述柜体111的左侧壁或右侧壁敞口设置,沿柜体111前侧壁的侧部和柜体111后侧壁的侧部分别安装一个小把手112,柜体111内部设有横向设置的滑槽113,所述支架固定板211设置在滑槽113内;所述滑槽113上设有锁紧螺钉115,所述气源装置120设置在柜体111内,气源管道130一端与气源装置120连接,气源管道130另一端与导气管313连接,电源接线座101设置在柜体111的任一侧壁上,电源接线座101与气源装置120通过电线连接,电源接线座101与冲铆机气动装置300通过电线连接,柜体111底部安装有支撑脚轮140。
145.本实施方式中:柜体111由钢板拼焊而成,用于安装滑槽113、大把手114、小把手112、气源装置120、气源管道130、电源接线座101和带转向支撑脚轮140,柜体用于承载冲铆机气动装置300、滑槽113用于调节支架固定板211的位置。滑槽113可选择地,暂设3组,由钢板焊接于柜体111两侧板内壁,并精加工出相应的槽道,用于安装支架固定板211,支架固定板211可在滑槽内小幅调整位置。可选地,滑槽数量可以根据装配厂或者现场的转子规格需求增减,滑槽安装高度根据转子中心高度确定。
146.大把手112由螺栓固定于柜体111,用于推拉一种汽轮机转子汽封片填料件气动冲铆机进行前后移动。小把手114由螺栓固定于柜体111前侧外壁,用于推拉一种汽轮机转子汽封片填料件气动冲铆机进行左右移动。
147.气源装置120安装于柜体111底板内侧中部,用螺栓紧固件把紧,为冲铆机气动装置提供气源;气源管道130通过紧固件安装于柜体111的外壁上,用于连接气源装置120和冲铆机气动装置300,为冲铆机气动装置300输送压缩气体。
148.电源接线座101安装于柜体111侧壁上,采用螺纹结构拧入,用于外部电源线的接入,电源接线座101与气源装置120电线连接,电源接线座101与冲铆机气动装置300通过电线连接。
149.其他实施方式与具体实施方式七相同。
150.具体实施方式九:一种汽轮机转子汽封片填料件气动冲铆机,
151.所述支撑脚轮140包括固定板141、连接套筒、紧固件143、轴承、连接板141、支撑脚轮架151、调整螺杆161、调节螺母162、支撑脚171、移动轮181和脚踏板191和两个连接板192;
152.所述固定板141通过紧固件143与柜体111连接;连接套筒固定在固定板141的下方,支撑脚轮架151与转动筒架通过轴承连接,脚踏板191和移动轮181均设置在支撑脚轮架151上,所述支撑脚轮架151上设有两个对称布置腰型孔,移动轮181的每个轮轴设置在一个
腰型孔内,脚踏板191与支撑脚轮架151铰接,每个连接板的一端与脚踏板191铰接,每个连接板的另一端与移动轮181的轮轴转动连接,调整螺杆161的顶部与连接套筒的底部螺纹连接,调整螺杆161的底部与支撑脚171螺纹连接,调整螺杆161外部固定有调节螺母162。
153.本实施方式中:脚踏板191带动移动轮181上下移动,实现收起移动轮和放下移动轮的功能,放下移动轮181时,踩踏脚踏板191,连接板192带动移动轮181的轮轴沿腰型孔向下移动,直至脚踏板191与支撑脚轮架151的交接处、连接板192与脚踏板191的交接处、连接板192与轮轴的连接处三点构成钝角,移动轮181将支撑脚171顶起;收起移动轮181时,用脚上抬脚踏板191,连接板192带动移动轮181的轮轴沿腰型孔向上移动,直至脚踏板191与支撑脚轮架151的交接处、连接板192与脚踏板191的交接处、连接板192与轮轴的连接处三点构成钝角,支撑脚171将移动轮181顶起,可选择地,支撑脚轮架151上连接有拉簧,拉簧另一端与连接板192连接,可为使用脚踏板191时提供助力。
154.通过调整螺杆161长度达到支撑脚171平稳支撑的作用。可选择地,橡胶脚垫由强力胶粘于支撑脚171底部,实现支撑、防滑、防静电等作用。
155.其他实施方式与具体实施方式十相同。
156.具体实施方式十:一种汽轮机转子汽封片填料件气动冲铆机的使用方法,它包括以下步骤:
157.s1、将电源接线座101于电源连接;
158.s2、检查气源装置120、冲铆机气动装置300、红光发射器280、激光测距仪290和水平测量仪270,并调试使它们工作正常;
159.s3、调节脚踏板191将支撑脚轮140置于滚动状态,推动冲铆机至汽轮机转子600附近;
160.s4、调节脚踏板191锁紧支撑脚轮140,调整支撑脚161,使机器处于合适的水平位置,读水平测量仪270数据满足工作要求值;
161.s5、通过大手轮214粗调工作台板215至合适的高度范围;
162.s6、通过小手轮261精调工作台板215至工作高度要求,读激光测距仪290数据使刀头连接杆501中心距地面距离等于汽轮机转子600中心距地面距离;
163.s7、根据汽轮机转子600的汽封尺寸数据,调整红光发射器280位置;
164.s8、开启红光发射器280,通过长把手216调整支架固定板在滑槽中的位置,使红光发射器280的一字红线与汽轮机转子600的汽封片槽面齐平;
165.s9、用锁紧螺钉115将工作台板215固定;
166.s10、选择合适的接长杆403固定于定位卡盘401;
167.s11、选择合适定位板体421固定于接长杆403燕尾槽内;
168.s12、选择合适的冲铆刀头503,与刀头连接杆连接并紧固;
169.s13、用大把手114平推冲铆机使接触垫423与汽轮机转子600紧贴,并使定位板体421的定位片422与汽轮机转子600汽封槽面接触,注意不要发生磕碰;
170.s14、再次检查激光测距仪290和水平测量仪270,确认处于要求范围内,如果是,进入s15;如果否,则重新调整支撑脚161,使水平测量仪270数值达到要求;调节微调节装置的小手轮261,使激光测距仪290数值达到要求,进入s15;
171.s15、打开控制组件350的电源按钮;
172.s16、旋转控制组件350的压力调节旋钮设置冲铆力度数值;
173.s17、在控制组件350上设置冲铆速度参数;
174.s17、打开控制组件350的启动按钮;
175.s18、如需暂停摁控制组件350的暂停按钮;
176.s19、结束冲铆,摁控制组件350的停止按钮;
177.s20、完成工作,关闭控制组件350多种按钮。
178.s21、将定位板体421高度调整回初始位置,将接长杆403、定位板体421、冲铆刀头503拆下并放回工具箱;
179.s22、将冲铆机及工具箱置于干燥、通风、平整、不易触碰到的位置。
180.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1