一种形成梯度纳米结构平面表层的加工装置及加工方法
1.本发明涉及金属材料切削技术领域,尤其涉及一种形成梯度纳米结构平面表层的加工装置及加工方法。
背景技术:
2.纳米结构金属材料具有优异的综合力学性能、物理性能和化学性能,在很多行业如航空航天、3c、医疗器械、模具、汽车、五金等,但如果是通过一些热处理方法(固溶强化、细晶强化等)可把材料晶粒尺寸细化到纳米级,虽然也存在显著提高强度和硬度,塑性和韧性却可能降低,但是其应用面却受到极大限制,但如果材料能形成梯度纳米结构,即由表层纳米晶连续增大过渡到到内层粗晶结构,则可实现高强度、高韧性、高硬度耐磨性、良好抗疲劳性能;现阶段多数利用机械方法使材料局部产生强塑性变形,主要形成表层纳米结构的加工方式主要有表面机械研磨处理、表面机械碾压处理、表面机械滚压处理、低塑性抛光技术等,再开展特殊调控方式,可形成梯度纳米结构表层,现有形成梯度纳米结构表层技术主要针对轴类零件外圆面处理,并且,对某些硬度较高的金属材料(如淬硬钢),现有的技术实现梯度纳米表层难度较大。
技术实现要素:
3.为了解决上述技术问题,本发明的目的是提供一种形成梯度纳米结构平面表层的加工装置及加工方法,构建强冷却低温浸润环境使得在高硬度金属材料加工时也能形成梯度纳米组织结构。
4.为实现以上发明目的,本发明的技术方案如下:
5.一种形成梯度纳米结构平面表层的加工装置,包括刀体、加工工件、工件转盘、半封闭空腔和低温射流喷嘴,所述加工工件放置于工件转盘内,所述刀体与加工工件接触,所述半封闭空腔安装于工件转盘的外围,所述低温射流喷嘴与半封闭空腔连接,其中:
6.所述刀体用于对加工工件进行平面切削加工处理;
7.所述加工工件被用于强化生成梯度纳米结构平面表层;
8.所述工件转盘用于放置并固定加工工件;
9.所述半封闭空腔用于存储低温冷却气体形成强冷却低温浸润环境;
10.所述低温射流喷嘴用于喷射低温冷却气体。
11.进一步,所述刀体包括前刀具与后刀面,所述前刀面的截面圆角半径为0.1~1mm,所述后刀面的磨损量调节为0.1~1mm。
12.进一步,所述刀体包括切削用硬质合金刀具、pcbn刀具和涂层刀具。
13.进一步,所述加工工件与刀体之间的接触点线速度为50~800m/min,且每次加工的切削深度范围为10um~3000um。
14.进一步,所述半封闭空腔的形态包括圆柱面和多边形形态。
15.进一步,所述低温射流喷嘴喷射的低温冷却气体成分还可以混合油、水和纳米粒
子。
16.进一步,所述加工工件的材料为金属材料。
17.进一步,所述加工工件的平面表层梯度纳米结构具体包括纳米尺寸晶粒、亚微米尺寸晶粒、变形晶粒和原始晶粒组织。
18.进一步,所述加工工件平面表层的梯度纳米结构厚度为5um~3000um。
19.同时,本发明还提供一种形成梯度纳米结构平面表层的加工方法,具体包括以下步骤:
20.s1、通过刃磨方法对刀体的前刀具半径与后刀面磨损量进行调整;
21.s2、将加工工件安装于工件转盘上,主切削刃一端刃尖贴合工件表面进行“对刀”处理,调整刀体主切刀刃与待加工工件平面之间的夹角介于0~45度;
22.s3、加工工件转盘的中心轴线开始旋转,直至工件转盘与中心轴线处于垂直关系,对刀体及加工工件进行喷射低温冷却气体,喷射时间大于两分钟;
23.s4、喷射后的气体流入半封闭空腔中随加工工件旋转、滞留及浸泡加工工件,用测温传感器测试刀尖及工件附近环境温度,直至形成强冷却低温浸润环境;
24.s5、基于强冷却低温浸润环境,刀具开始对加工工件平面进行进给运动切削处理,直至加工工件平面表层生成梯度纳米结构,完成对加工工件平面的切削处理。
25.本发明方法及其器件的有益效果是:本发明通过调节切削刀具的后刀面磨损及刃圆角半径,可以在加工高硬度金属材料的同时,通过喷射低温液氮或低温二氧化碳气体形成强冷却低温浸润环境,改变加工过程中平面工件表层的塑性变形程度,调节平面工件表层的厚度和晶粒大小等微观结构,在加工工件表面形成梯度纳米结构,使得加工工件具有更高的力学性能,提高了金属材料的强度和塑性,增强材料的综合性能。
附图说明
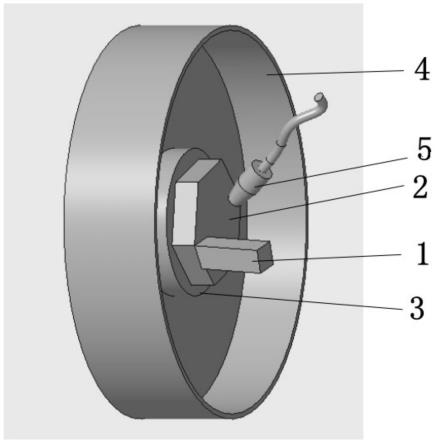
26.图1是本发明一种形成梯度纳米结构平面表层的加工装置的结构示意图;
27.图2是本发明一种形成梯度纳米结构平面表层的加工装置的加工方法的步骤流程图;
28.图3是本发明具体实施例加工工件的截面扫描电镜图;
29.图4是本发明具体实施例加工工件的梯度纳米表层的外部结构的透射电镜图;
30.图5是本发明具体实施例加工工件的梯度纳米表层的外部结构中液氮条件下外层的晶粒大小示意图;
31.图6是本发明具体实施例加工工件的梯度纳米表层的中部结构的透射电镜图;
32.图7是本发明具体实施例加工工件的梯度纳米表层的内部结构的透射电镜图;
33.图8是本发明加工工件在不同切削速度情况下对应的切削温度变化示意图;
34.图9是本发明加工工件在不同切削磨损调整下对应的切削温度变化示意图;
35.图10是本发明加工工件在切削磨损量固定时,不同切削速度对应的不同应变情况示意图;
36.图11是本发明加工工件在切削速度固定时,不同切削磨损量对应的不同应变情况示意图。
37.附图标记:1、刀体;2、加工工件;3、工件转盘;4、半封闭空腔;5、低温射流喷嘴。
具体实施方式
38.下面结合附图和具体实施例对本发明做进一步的详细说明。对于以下实施例中的步骤编号,其仅为了便于阐述说明而设置,对步骤之间的顺序不做任何限定,实施例中的各步骤的执行顺序均可根据本领域技术人员的理解来进行适应性调整。
39.参照图1,本发明提供了一种形成梯度纳米结构平面表层的加工装置,包括刀体1、加工工件2、工件转盘3、半封闭空腔4和低温射流喷嘴5,所述加工工件2放置于工件转盘3内,所述刀体1与加工工件2接触,所述半封闭空腔4安装于工件转盘3的外围,所述低温射流喷嘴5与半封闭空腔4连接。
40.刀体1用于对加工工件2进行切削加工处理,其中,刀体1包括前刀具与后刀面,所述前刀面的截面圆角半径为0.1~1mm,所述后刀面的磨损量调节为0.1~1mm;刀体1包括切削用硬质合金刀具、pcbn刀具和涂层刀具。
41.加工工件2用于强化生成梯度纳米结构,其中,加工工件2与刀体1之间的接触点线速度为50~800m/min,且每次加工的切削深度范围为10um~3000um;加工工件2的材料为金属材料,可选的包括铜合金、镁合金、铝合金、钛合金、钢和不锈钢等;加工工件2的表层梯度纳米结构的形成顺序从纳米尺寸晶粒、亚微米尺寸晶粒、变形晶粒再过渡到原始晶粒组织;加工工件2表层的梯度纳米结构厚度为5um~3000um。
42.工件转盘3用于放置并固定加工工件2。
43.半封闭空腔4用于存储气体形成强冷却低温浸润环境,其中,半封闭空腔4的形态可以是圆柱面或其它多边形形态,在特殊场合下,可以增大低温气体使用量而不使用半封闭空腔4包围加工工件2。
44.低温射流喷嘴5用于喷射低温冷却气体,其中,低温射流喷嘴5喷射的低温液氮或低温二氧化碳成分还可以混合油、水、纳米粒子。
45.同时,参照图2,本发明还提供一种形成梯度纳米结构平面表层的加工方法,具体包括以下步骤:
46.s1、通过刃磨方法对刀体1的前刀具半径与后刀面磨损量进行调整;
47.s2、将加工工件2安装于工件转盘3上,主切削刃一端刃尖贴合工件表面进行“对刀”处理,调整刀体1主切刀刃与待加工工件2平面之间的夹角介于0~45度;
48.s3、加工工件转盘3的中心轴线开始旋转,直至工件转盘3与中心轴线处于垂直关系,对刀体1及加工工件2进行喷射低温冷却气体,喷射时间大于两分钟;
49.s4、喷射后的气体流入半封闭空腔4中随加工工件2旋转、滞留及浸泡加工工件2,用测温传感器测试刀尖及工件附近环境温度,直至形成强冷却低温浸润环境;
50.s5、基于强冷却低温浸润环境,刀具开始对加工工件2平面进行进给运动切削处理,直至加工工件2平面表层生成梯度纳米结构,完成对加工工件2平面的切削处理。
51.具体地,切削加工前刀具通过刃磨等方式将主切削刃的截面圆角半径调整为0.1mm~1mm,将后刀面磨损量调整为0.1~1mm,将金属工件安装于转盘,将半封闭空腔4安装在转盘周围,装夹刀具并将刀具主切削刃调整到与已加工平面的夹角介于0~45度,待加工的金属工件及转盘开始绕一轴线旋转,待加工平面与该轴线垂直,将低温液氮或低温二氧化碳喷射切削刃前、后刀面,持续2分钟以上,气体在半封闭空腔4中随工件旋转、滞留及浸泡工件,形成强冷却低温浸润环境;持续喷射低温液氮或低温二氧化碳,开始工件平面切
削加工,即刀具由转盘外朝着中心做进给运动,切削加工工件2平面,同时工件平面以下表层材料在切削中被强化并形成梯度纳米结构。
52.本发明的具体实施案例一:
53.加工工件2为淬火钢材料,切削加工前刀具通过刃磨等方式将主切削刃的截面圆角半径调整为0.15mm,将后刀面磨损量调整为0.15mm;将淬火钢材料的工件安装于转盘,将半封闭空腔4安装在转盘周围;装夹刀具并将刀具主切削刃调整到与已加工平面的夹角介于5度;待加工的金属工件及转盘开始绕一轴线旋转,旋转线速度或切削速度430米/分钟,待加工平面与该轴线垂直;将低温液氮喷射切削刃前、后刀面,气体在半封闭空腔4中随工件旋转、滞留及浸泡工件,切削加工前此过程持续10分钟以上,形成刀具及工件环境周围浸润式强冷却;持续喷射低温液氮,开始工件平面切削加工,切削用硬质合金刀具由转盘外朝着中心做进给运动,切削加工工件2平面,同时工件平面以下表层材料在切削中被强化并形成梯度纳米结构;
54.如图3所示,为加工工件2的截面电镜图,可以看出工件表层的纳米晶-亚纳米晶-原始晶的过渡情况,形成明显的梯度变化;
55.如图4所示,为加工工件2的梯度纳米表层的外部结构的透射电镜图,可以看到纳米晶粒和电子衍射图谱,其中衍射图谱呈半连续的环状;
56.如图5所示,液氮条件下外层的晶粒大小约为100nm;
57.如图6所示,为加工工件2的梯度纳米表层的中部结构的透射电镜图,从图中电子衍射图谱可以看出中部的衍射环没有最表层的衍射完整,这表明白层中部的晶粒尺寸更大;
58.如图7所示,为加工工件2的梯度纳米表层的内部结构的透射电镜图,从图中电子衍射图谱可以看出内部的衍射环的连续性或完整性进一步降低,这表明内部的晶粒尺寸进一步增大;
59.如图8所示,为加工工件在不同切削速度情况下对应的切削温度变化;
60.如图9所示,为加工工件在不同切削磨损调整下对应的切削温度变化;
61.如图10所示,为加工工件在切削磨损量固定时,不同切削速度对应的不同应变情况;
62.如图11所示,为加工工件在切削速度固定时,不同切削磨损量对应的不同应变情况。
63.上述方法实施例中的内容均适用于本系统实施例中,本系统实施例所具体实现的功能与上述方法实施例相同,并且达到的有益效果与上述方法实施例所达到的有益效果也相同。
64.以上是对本发明的较佳实施进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可做作出种种的等同变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1