一种高抗弯不锈钢/桥梁钢复合板的轧制装置及方法
1.本发明属于复合板成型技术领域,具体涉及一种铁路桥梁用高抗弯不锈钢/桥梁钢复合板的轧制装置及方法。
背景技术:
2.随着国家“八纵八横”铁路规划的实施,铁路桥梁以及公/铁路两用桥梁建设越来越多,为了增加桥梁的刚度以适应高速行车以及减轻桥梁自身重量,多采用加肋钢板整体桥面作为主要的受力构件。但由于钢桥面与混凝土或道砟会存在局部不贴合,易积水腐蚀的问题;同时受到道砟压轧、冲击作用,钢桥面成为整个桥梁结构耐久性设计的薄弱环节。
3.传统的油漆防腐寿命仅有6~10年,而喷涂工艺(喷涂各种涂料、锌等)防腐寿命约30~50年。因此,目前的桥梁钢不能满足铁路钢桥服役寿命100年的设计要求。而钢桥面防腐维护、修理和重涂势必需要相当长的时间,且需要中断运输,造成经济损失非常巨大。因此,铁路钢桥高可靠性、低维护成本和长寿命的设计对钢桥面结构的抗腐蚀和安全性能提出更高的要求。
4.不锈钢/桥梁钢复合板是在桥梁钢的表面附上一层不锈钢,它具有桥梁钢较强的强度和硬度的特点,又具有耐腐蚀、耐氧化、耐磨等不锈钢所具备的特点,从而显著提高桥面结构的抗腐蚀能力和使用寿命,实现现有防腐工艺方法无法达到的耐久性目标。目前不锈钢/桥梁钢复合板是通过平辊轧制形成冶金结合的整体,但是该方法得到的复合板其抗弯性能较差,尤其是在铁路桥梁中重载、冲击载荷作用下易发生弯曲变形,不利于铁路桥梁的安全。因此,迫切需要提出新型的制备装置和方法,通过成形改变复合板的几何形状,获得高抗弯性能。
技术实现要素:
5.针对平面不锈钢/桥梁钢抗弯性能较低的问题,本发明提供了一种高抗弯不锈钢/桥梁钢复合板的轧制装置及方法。
6.为了达到上述目的,本发明采用了下列技术方案:一种高抗弯不锈钢/桥梁钢复合板的轧制装置,所用装置包括二辊轧机,所述轧机的上轧辊为异形纵波轧辊,下轧辊为平辊;针对异形纵波轧辊以辊面边缘的圆面和异形纵波轧辊轴线相交处的位置o为原点建立直角坐标系,轴线为x轴,辊身半径为y轴(方向垂直向上),所述异形纵波轧辊的辊面分为三部分,中间部分为纵波面段,两侧为圆柱面段;所述纵波面段的辊形曲线为正弦曲线,则异形纵波轧辊的辊面曲线表示为:
其中:a为纵波幅值,ω为纵波周期, 为纵波初相角;所述纵波面段波峰处辊的半径为r1,纵波面段波谷处辊的半径为r2,所述圆柱面段处辊的半径为r3,且r3=(r1+r2)/2;h1为左侧圆柱面段的长度,h2为纵波面段的长度,h3为右侧圆柱面段的长度;(x,y)为该坐标系中任意一点的坐标。
7.进一步,异形纵波轧辊辊面的纵波面段范围为50%~60%,圆柱面段范围为50%~40%。该装置保证复合板轧后仅在中间纵波,两边为平面,便于桥梁施工中将多块不锈钢/桥梁钢复合板焊接在一起。
8.进一步,所述纵波面段的波纹垂直于轧辊的轴线,所述圆柱面段长度相同。
9.进一步,异形纵波轧辊中间段纵波的曲线类型还可以是余弦曲线、样条曲线、圆弧曲线、高次曲线、渐开线曲线。
10.一种利用上述的轧制装置进行铁路桥梁用高抗弯不锈钢/桥梁钢复合板轧制方法,包括以下步骤1)坯料加工:选取桥梁钢为基板、不锈钢为复板,打磨桥梁钢和不锈钢待复合面以见到金属基体;2)不锈钢/桥梁钢复合板制坯:将打磨后的不锈钢板和桥梁钢板的待复合面对扣叠装成两层,将桥梁钢和不锈钢固定好焊合并抽真空密封在一起制成不锈钢/桥梁钢复合板坯料;3)不锈钢/桥梁钢复合板坯料加热:设定好加热炉的加热温度,待炉温达到预定温度,将已准备好的不锈钢/桥梁钢复合板坯料送入加热炉中保温一定时间;4)不锈钢/桥梁钢复合板轧制:调整好轧辊的辊缝,设计好压下率范围为30%~70%,设定上下轧辊的辊速范围为5 r/min~20 r/min,开启轧机,将不锈钢/桥梁钢复合板从加热炉中取出后立即进行轧制,不锈钢一侧对应异形纵波轧辊,桥梁钢一侧对应平辊;轧制后得到不锈钢侧为纵波纹,桥梁钢侧为平面的不锈钢/桥梁钢复合板。
11.进一步,所述步骤3)中加热温度范围为1000℃~1300℃,保温时间范围为60 min~180 min。
12.进一步,所述步骤4)中轧制后的纵波复合板其波纹平行于复合板的轧制方向,复合板中间为波纹,两侧为平面。
13.进一步,所述步骤2)中复合板抽完真空后的真空度要小于10 pa,焊接良好且在轧制前无漏气现象。
14.上述高抗弯不锈钢/桥梁钢复合板轧制方法制得的高抗弯不锈钢/桥梁钢复合板用于铁路桥梁建造。
15.与现有技术相比本发明具有以下优点:本发明采用纵波轧制不锈钢/桥梁钢复合板,得到一侧为纵波面,一侧为平面的不锈钢/桥梁钢复合板材,通过纵波轧制也可以协调异种金属因变形抗力不同引起金属塑性变形的差异,使轧制出的板材更平直。结合界面为波纹界面,加速结合界面硬化层和氧化层破裂,其结合强度得到了较大的提升。相比较于普通的平轧的平面不锈钢/桥梁钢复合板,抗弯性能提升了25%以上,抗冲击、抗震、耐疲劳等性能也得到了一定程度的提升,在实际使用过程中能满足复杂环境的要求,减少了加强肋使用,减轻了构件的自重,是实现结构轻质
化的重要途径。
附图说明
16.为了更有效地说明本发明实施例中的技术方案,下面将对实施例中所需要使用的附图进行详细的介绍。
17.图1是本发明高抗弯不锈钢/桥梁钢复合板制备流程图;图2是本发明轧辊辊系配置图;图3是本发明异形纵波轧辊纵截面剖视图;图4是本发明轧后板材示意图;图5是本发明高抗弯不锈钢/桥梁钢复合板铁路桥梁应用示意图;图6是本发明高抗弯不锈钢/桥梁钢复合板不锈钢侧与桥梁钢侧实物图;图7是本发明纵波轧制后的纵波复合板与传统平辊轧制的平面波复合板弯曲试验结果对比图;图8是本发明高抗弯不锈钢/桥梁钢复合板沿宽度方向截面的轮廓图;图9是本发明纵波轧制波峰处eds线扫图;图10是本发明纵波轧制波谷处eds线扫图;图11是传统平辊轧制界面处eds线扫图。
18.其中:1为基板,2为复板,3为钢刷,4为焊接,5为加热炉,6为异形纵波轧辊,7为平辊,8为钢轨,9为枕木,10为道砟。
具体实施方式
19.下面将结合本发明附图对实施例中的技术方案进行清楚、详细、完整地描述,所描述的实施例仅仅为本发明的一部分实施例。基于本发明的实施例,在本技术领域人员没有进行创造性劳动前提下所获得的实施例都属于本发明范围内。
20.实施例1一种高抗弯不锈钢/桥梁钢复合板的轧制装置,包括二辊轧机,轧机的上轧辊为异形纵波轧辊,下轧辊为平辊,如图2所示,针对异形纵波轧辊以辊面边缘的圆面和异形纵波轧辊轴线相交处的位置o为原点建立直角坐标系,轴线为x轴,辊身半径为y轴,所述异形纵波轧辊的辊面分为三部分,中间部分为纵波面段,两侧为圆柱面段;所述纵波面段的辊形曲线为正弦曲线,则异形纵波轧辊的辊面曲线表示为:其中:a为纵波幅值,ω为纵波周期,为纵波初相角;所述纵波面段波峰处辊的半径为r1,纵波面段波谷处辊的半径为r2,所述圆柱面段处辊的半径为r3,且r3=(r1+r2)/2;h1为左侧圆柱面段的长度,h2为纵波面段的长度,h3
为右侧圆柱面段的长度。如图3本实施例异形纵波轧辊纵截面剖视图所示。
21.本实施例中平辊的尺寸:辊面长为150 mm,轧辊直径为150 mm。异形纵波轧辊的尺寸:轧辊直径为150 mm,辊面总长为150 mm,异形纵波轧辊纵波区域宽度h2为75 mm,异形纵波轧辊两侧圆柱面区域长度h1、h3各为37.5 mm,且图3中r1=74.5 mm,r2=75.5 mm,r3=75 mm。其中纵波波形为正弦曲线,纵波幅值a为0.5 mm,周期ω为π/2,=h1*ω=18.75π。异形纵波轧辊辊面的纵波面段范围为50%,圆柱面段范围为50%。所述纵波面段的波纹垂直于轧辊的轴线,所述圆柱面段长度相同。
22.一种铁路桥梁用高抗弯不锈钢/桥梁钢复合板的轧制方法,如图1高抗弯不锈钢/桥梁钢复合板制备流程图所示,具体包括如下步骤:1)首先选取长
×
宽
×
厚为150 mm
×
90 mm
×
1 mm的316l不锈钢作为复板,长宽
×
厚为150 mm
×
90 mm
×
8 mm的q370qd桥梁钢作为基板,采用钢刷对其待复合面进行打磨直至露出金属基体;2)将打磨后的316l和q370qd待复合面对扣叠装成两层,将打磨后的316l/q370qd复合板四周进行焊接并抽真空至10 pa以下密封在一起制成不锈钢/桥梁钢复合板坯料;3)设定好加热炉的加热温度1100℃,待炉温达到预定温度将已准备好的316l/q370qd复合板坯料送入加热炉中保温60 min;4)调整好轧辊的辊缝4.5 mm,设计好压下率范围为50%,设定上下轧辊的辊速范围为15 r/min,开启轧机,待316l/q370qd复合板受热均匀后取出后立即进行轧制,不锈钢侧对应异形纵波轧辊,桥梁钢侧对应平辊。最后得到不锈钢侧为纵波纹,桥梁钢侧为平面的不锈钢/桥梁钢复合板。
23.本实施例的纵波轧制后的纵波复合板与传统平辊轧制的平面复合板弯曲试验结果对比如图7所示,纵波轧制出的316l/q370qd复合板的抗弯强度为1289.91 mpa,而平辊轧制出的316l/q370qd复合板的抗弯强度为1007.67mpa,纵波轧较平轧抗弯强度增长28%。因此纵波轧制出的316l/q370qd复合板具有高抗弯性能。
24.本实施例的轧后板材示意图、316l/q370qd复合板不锈钢侧与桥梁钢侧实物图和316l/q370qd复合板沿宽度方向截面的轮廓图如图4、图6和图8所示,(图6中上图为不锈钢下图为桥梁钢)波纹沿复合板不锈钢侧的长度方向,所以在316l/q370qd复合板的长度方向具有高抗弯性能;316l/q370qd 复合板铁路桥梁应用示意图如图5所示,在应用过程中316l/q370qd复合板的长度方向垂直于铁轨方向,所以在316l/q370qd复合板使用过程中可以保证两条铁轨的稳定性,增加桥梁铁路的安全性。
25.本实施例的异形纵波轧辊轧制316l/q370qd复合板的波峰、波谷eds线扫图和传统平辊轧制316l/q370qd复合板eds线扫图如图9、10、11所示,在传统平辊轧制和异形纵波轧辊轧制出的316l/q370qd复合板的结合界面上都有扩散层,其中波峰处的扩散层约为2.1 μm,波谷处的扩散层约为4.4 μm,传统平辊轧制出316l/q370qd复合板的扩散层为2.7 μm。从扩散层出现可以看出两种工艺轧制出的316l/q370qd复合板都发生了冶金结合,但通过异形纵波轧辊轧制出的316l/q370qd复合板的扩散层较厚,因此通过异形纵波轧辊轧制出的316l/q370qd复合板的结合性能较好。
26.实施例2
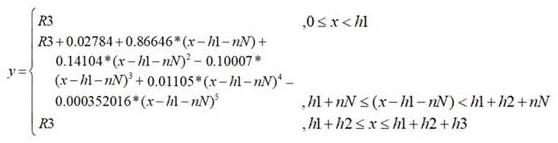
一种高抗弯不锈钢/桥梁钢复合板的轧制装置,包括二辊轧机,轧机的上轧辊为异形纵波轧辊,下轧辊为平辊,如图2所示,针对异形纵波轧辊以辊面边缘的圆面和异形纵波轧辊轴线相交处的位置o为原点建立直角坐标系,轴线为x轴,辊身半径为y轴,所述异形纵波轧辊的辊面分为三部分,中间部分为纵波面段,两侧为圆柱面段;所述纵波面段的辊形曲线为三次的高次曲线,则异形纵波轧辊的辊面曲线表示为:其中:n为周期,n=0,1,2,3,4,5,6,7,8;所述纵波面段波峰处辊的半径为r1,纵波面段波谷处辊的半径为r2,所述圆柱面段处辊的半径为r3,且r3=(r1+r2)/2;h1为左侧圆柱面段的长度,h2为纵波面段的长度,h3为右侧圆柱面段的长度。
27.本实施例中平辊的尺寸:辊面长为150 mm,轧辊直径为150 mm。异形纵波轧辊的尺寸:轧辊直径为150 mm,辊面总长为150 mm,异形纵波轧辊纵波区域宽度h2为90 mm,异形纵波轧辊两侧圆柱面区域长度h1、h3各为30 mm,且r1=73 mm,r2=77 mm,r3=75 mm。表达式中的周期n=12mm。异形纵波轧辊辊面的纵波面段范围为60%,圆柱面段范围为40%。所述纵波面段的波纹垂直于轧辊的轴线,所述圆柱面段长度相同。
28.一种铁路桥梁用高抗弯不锈钢/桥梁钢复合板的轧制方法,如图1高抗弯不锈钢/桥梁钢复合板制备流程图所示,具体包括如下步骤:1)首先选取长
×
宽
×
厚为150 mm
×
100 mm
×
2 mm的316l不锈钢作为复板,长宽
×
厚为150 mm
×
100 mm
×
7 mm的q370qd桥梁钢作为基板,采用钢刷对其待复合面进行打磨直至露出金属基体;2)将打磨后的316l和q370qd待复合面对扣叠装成两层,将打磨后的316l/q370qd复合板四周进行焊接并抽真空至10 pa以下密封在一起制成不锈钢/桥梁钢复合板坯料;3)设定好加热炉的加热温度1000℃,待炉温达到预定温度将已准备好的316l/q370qd复合板坯料送入加热炉中保温180 min;4)调整好轧辊的辊缝7.2mm,设计好压下率范围为30%,设定上下轧辊的辊速范围为5 r/min,开启轧机,待316l/q370qd复合板受热均匀后取出后立即进行轧制,不锈钢侧对应异形纵波轧辊,桥梁钢侧对应平辊。最后得到不锈钢侧为纵波纹,桥梁钢侧为平面的不锈钢/桥梁钢复合板。
29.实施例3一种高抗弯不锈钢/桥梁钢复合板的轧制装置,包括二辊轧机,轧机的上轧辊为异形纵波轧辊,下轧辊为平辊,如图2所示,针对异形纵波轧辊以辊面边缘的圆面和异形纵波轧辊轴线相交处的位置o为原点建立直角坐标系,轴线为x轴,辊身半径为y轴,
所述异形纵波轧辊的辊面分为三部分,中间部分为纵波面段,两侧为圆柱面段;所述纵波面段的辊形曲线为五次的高次曲线,则异形纵波轧辊的辊面曲线表示为:其中:n为周期,n=0,1,2,3,4,5,6,7,8;所述纵波面段波峰处辊的半径为r1,纵波面段波谷处辊的半径为r2,所述圆柱面段处辊的半径为r3,且r3=(r1+r2)/2;h1为左侧圆柱面段的长度,h2为纵波面段的长度,h3为右侧圆柱面段的长度。
30.本实施例中平辊的尺寸:辊面长为150 mm,轧辊直径为150 mm。异形纵波轧辊的尺寸:轧辊直径为150 mm,辊面总长为150 mm,异形纵波轧辊纵波区域宽度h2为90 mm,异形纵波轧辊两侧圆柱面区域长度h1、h3各为30 mm,且r1=74.5 mm,r2=75.5 mm,r3=75 mm。表达式中的周期n=12mm。
31.异形纵波轧辊辊面的纵波面段范围为60%,圆柱面段范围为40%。所述纵波面段的波纹垂直于轧辊的轴线,所述圆柱面段长度相同。
32.一种铁路桥梁用高抗弯不锈钢/桥梁钢复合板的轧制方法,如图1高抗弯不锈钢/桥梁钢复合板制备流程图所示,具体包括如下步骤:1)首先选取长
×
宽
×
厚为150 mm
×
100 mm
×
3 mm的316l不锈钢作为复板,长宽
×
厚为150 mm
×
100 mm
×
6 mm的q370qd桥梁钢作为基板,采用钢刷对其待复合面进行打磨直至露出金属基体;2)将打磨后的316l和q370qd待复合面对扣叠装成两层,将打磨后的316l/q370qd复合板四周进行焊接并抽真空至10 pa以下密封在一起制成不锈钢/桥梁钢复合板坯料;3)设定好加热炉的加热温度1200℃,待炉温达到预定温度将已准备好的316l/q370qd复合板坯料送入加热炉中保温100 min;4)调整好轧辊的辊缝5.4 mm,设计好压下率范围为40%,设定上下轧辊的辊速范围为10 r/min,开启轧机,待316l/q370qd复合板受热均匀后取出后立即进行轧制,不锈钢侧对应异形纵波轧辊,桥梁钢侧对应平辊。最后得到不锈钢侧为纵波纹,桥梁钢侧为平面的不锈钢/桥梁钢复合板。
33.实施例4一种高抗弯不锈钢/桥梁钢复合板的轧制装置,包括二辊轧机,轧机的上轧辊为异形纵波轧辊,下轧辊为平辊,如图2所示,针对异形纵波轧辊以辊面边缘的圆面和异形纵波轧辊轴线相交处的位置o为原点建立直角坐标系,轴线为x轴,辊身半径为y轴,所述异形纵波轧辊的辊面分为三部分,中间部分为纵波面段,两侧为圆柱面段;所述纵波面段的辊形曲线为七次的高次曲线,则异形纵波轧辊的辊面曲线表示
为:其中:n为周期,n=0,1,2,3,4,5,6,7,8;所述纵波面段波峰处辊的半径为r1,纵波面段波谷处辊的半径为r2,所述圆柱面段处辊的半径为r3,且r3=(r1+r2)/2;h1为左侧圆柱面段的长度,h2为纵波面段的长度,h3为右侧圆柱面段的长度。
34.本实施例中平辊的尺寸:辊面长为150 mm,轧辊直径为150 mm。异形纵波轧辊的尺寸:轧辊直径为150 mm,辊面总长为150 mm,异形纵波轧辊纵波区域宽度h2为90 mm,异形纵波轧辊两侧圆柱面区域长度h1、h3各为30 mm,且r1=74.5 mm,r2=75.5 mm,r3=75 mm。表达式中周期n=12mm。
35.异形纵波轧辊辊面的纵波面段范围为60%,圆柱面段范围为40%。所述纵波面段的波纹垂直于轧辊的轴线,所述圆柱面段长度相同。
36.一种铁路桥梁用高抗弯不锈钢/桥梁钢复合板的轧制方法,如图1高抗弯不锈钢/桥梁钢复合板制备流程图所示,具体包括如下步骤:1)首先选取长
×
宽
×
厚为150 mm
×
100 mm
×
4.5 mm的316l不锈钢作为复板,长宽
×
厚为150 mm
×
100 mm
×
4.5 mm的q370qd桥梁钢作为基板,采用钢刷对其待复合面进行打磨直至露出金属基体;2)将打磨后的316l和q370qd待复合面对扣叠装成两层,将打磨后的316l/q370qd复合板四周进行焊接并抽真空至10 pa以下密封在一起制成不锈钢/桥梁钢复合板坯料;3)设定好加热炉的加热温度1300℃,待炉温达到预定温度将已准备好的316l/q370qd复合板坯料送入加热炉中保温180 min;4)调整好轧辊的辊缝2.7mm,设计好压下率范围为70%,设定上下轧辊的辊速范围为20 r/min,开启轧机,待316l/q370qd复合板受热均匀后取出后立即进行轧制,不锈钢侧对应异形纵波轧辊,桥梁钢侧对应平辊。最后得到不锈钢侧为纵波纹,桥梁钢侧为平面的不锈钢/桥梁钢复合板。
37.四种厚度比的不锈钢/桥梁钢的抗弯数据如表1所示,表1抗弯数据表
实施例5一种高抗弯不锈钢/桥梁钢复合板的轧制装置,包括二辊轧机,轧机的上轧辊为异形纵波轧辊,下轧辊为平辊,如图2所示,针对异形纵波轧辊以辊面边缘的圆面和异形纵波轧辊轴线相交处的位置o为原点建立直角坐标系,轴线为x轴,辊身半径为y轴,所述异形纵波轧辊的辊面分为三部分,中间部分为纵波面段,两侧为圆柱面段;所述纵波面段的辊形曲线为余弦曲线,则异形纵波轧辊的辊面曲线表示为:其中:a为纵波幅值,ω为纵波周期,为纵波初相角;所述纵波面段波峰处辊的半径为r1,纵波面段波谷处辊的半径为r2,所述圆柱面段处辊的半径为r3,且r3=(r1+r2)/2;h1为左侧圆柱面段的长度,h2为纵波面段的长度,h3为右侧圆柱面段的长度。
38.本实施例中平辊的尺寸:辊面长为150 mm,轧辊直径为150 mm。异形纵波轧辊的尺寸:轧辊直径为150 mm,辊面总长为150 mm,异形纵波轧辊纵波区域宽度h2为90 mm,异形纵波轧辊两侧圆柱面区域长度h1、h3各为30 mm,且r1=74.5 mm,r2=75.5 mm,r3=75 mm。其中纵波波形为余弦曲线,纵波幅值a为0.5 mm,周期ω为π/2,=h1*ω=15π。
39.异形纵波轧辊辊面的纵波面段范围为60%,圆柱面段范围为40%。所述纵波面段的波纹垂直于轧辊的轴线,所述圆柱面段长度相同。
40.一种铁路桥梁用高抗弯不锈钢/桥梁钢复合板的轧制方法,如图1高抗弯不锈钢/桥梁钢复合板制备流程图所示,具体包括如下步骤:1)首先选取长
×
宽
×
厚为150 mm
×
100 mm
×
1 mm的316l不锈钢作为复板,长宽
×
厚为150 mm
×
100 mm
×
8 mm的q370qd桥梁钢作为基板,采用钢刷对其待复合面进行打磨直至露出金属基体;2)将打磨后的316l和q370qd待复合面对扣叠装成两层,将打磨后的316l/q370qd
复合板四周进行焊接并抽真空至10 pa以下密封在一起制成不锈钢/桥梁钢复合板坯料;3)设定好加热炉的加热温度1000℃,待炉温达到预定温度将已准备好的316l/q370qd复合板坯料送入加热炉中保温60 min;4)调整好轧辊的辊缝4.5mm,设计好压下率范围为50%,设定上下轧辊的辊速范围为15 r/min,开启轧机,待316l/q370qd复合板受热均匀后取出后立即进行轧制,不锈钢侧对应异形纵波轧辊,桥梁钢侧对应平辊。最后得到不锈钢侧为纵波纹,桥梁钢侧为平面的不锈钢/桥梁钢复合板。
41.实施例6一种高抗弯不锈钢/桥梁钢复合板的轧制装置,包括二辊轧机,轧机的上轧辊为异形纵波轧辊,下轧辊为平辊,如图2所示,针对异形纵波轧辊以辊面边缘的圆面和异形纵波轧辊轴线相交处的位置o为原点建立直角坐标系,轴线为x轴,辊身半径为y轴,所述异形纵波轧辊的辊面分为三部分,中间部分为纵波面段,两侧为圆柱面段;所述纵波面段的辊形曲线为样条曲线;所述纵波面段波峰处辊的半径为r1,纵波面段波谷处辊的半径为r2,所述圆柱面段处辊的半径为r3,且r3=(r1+r2)/2;h1为左侧圆柱面段的长度,h2为纵波面段的长度,h3为右侧圆柱面段的长度。
42.本实施例中平辊的尺寸:辊面长为150 mm,轧辊直径为150 mm。异形纵波轧辊的尺寸:轧辊直径为150 mm,辊面总长为150 mm,异形纵波轧辊纵波区域宽度h2为90 mm,异形纵波轧辊两侧圆柱面区域长度h1、h3各为30 mm,且r1=74.5 mm,r2=75.5 mm,r3=75 mm。
43.异形纵波轧辊辊面的纵波面段范围为60%,圆柱面段范围为40%。所述纵波面段的波纹垂直于轧辊的轴线,所述圆柱面段长度相同。
44.一种铁路桥梁用高抗弯不锈钢/桥梁钢复合板的轧制方法,如图1高抗弯不锈钢/桥梁钢复合板制备流程图所示,具体包括如下步骤:1)首先选取长
×
宽
×
厚为150 mm
×
100 mm
×
1 mm的316l不锈钢作为复板,长宽
×
厚为150 mm
×
100 mm
×
8 mm的q370qd桥梁钢作为基板,采用钢刷对其待复合面进行打磨直至露出金属基体;2)将打磨后的316l和q370qd待复合面对扣叠装成两层,将打磨后的316l/q370qd复合板四周进行焊接并抽真空至10 pa以下密封在一起制成不锈钢/桥梁钢复合板坯料;3)设定好加热炉的加热温度1100℃,待炉温达到预定温度将已准备好的316l/q370qd复合板坯料送入加热炉中保温60 min;4)调整好轧辊的辊缝4.5mm,设计好压下率范围为50%,设定上下轧辊的辊速范围为15 r/min,开启轧机,待316l/q370qd复合板受热均匀后取出后立即进行轧制,不锈钢侧对应异形纵波轧辊,桥梁钢侧对应平辊。最后得到不锈钢侧为纵波纹,桥梁钢侧为平面的不锈钢/桥梁钢复合板。
45.实施例7一种高抗弯不锈钢/桥梁钢复合板的轧制装置,包括二辊轧机,轧机的上轧辊为异形纵波轧辊,下轧辊为平辊,如图2所示,针对异形纵波轧辊以辊面边缘的圆面和异形纵波轧辊轴线相交处的位置o为原点
建立直角坐标系,轴线为x轴,辊身半径为y轴,所述异形纵波轧辊的辊面分为三部分,中间部分为纵波面段,两侧为圆柱面段;所述纵波面段的辊形曲线为圆弧曲线,则异形纵波轧辊的辊面曲线表示为:其中:n为周期,n=1,2,3,4,5,6,7,8,9,10,11,12;所述纵波面段波峰处辊的半径为r1,纵波面段波谷处辊的半径为r2,所述圆柱面段处辊的半径为r3,且r3=(r1+r2)/2;h1为左侧圆柱面段的长度,h2为纵波面段的长度,h3为右侧圆柱面段的长度。
46.本实施例中平辊的尺寸:辊面长为150 mm,轧辊直径为150 mm。异形纵波轧辊的尺寸:轧辊直径为150 mm,辊面总长为150 mm,异形纵波轧辊纵波区域宽度h2为90 mm,异形纵波轧辊两侧圆柱面区域长度h1、h3各为30 mm,且r1=73 mm,r2=77 mm,r3=75 mm。表达式中的周期n=12 mm。
47.异形纵波轧辊辊面的纵波面段范围为60%,圆柱面段范围为40%。所述纵波面段的波纹垂直于轧辊的轴线,所述圆柱面段长度相同。
48.一种铁路桥梁用高抗弯不锈钢/桥梁钢复合板的轧制方法,如图1高抗弯不锈钢/桥梁钢复合板制备流程图所示,具体包括如下步骤:1)首先选取长
×
宽
×
厚为150 mm
×
100 mm
×
1 mm的316l不锈钢作为复板,长宽
×
厚为150 mm
×
100 mm
×
8 mm的q370qd桥梁钢作为基板,采用钢刷对其待复合面进行打磨直至露出金属基体;2)将打磨后的316l和q370qd待复合面对扣叠装成两层,将打磨后的316l/q370qd复合板四周进行焊接并抽真空至10 pa以下密封在一起制成不锈钢/桥梁钢复合板坯料;3)设定好加热炉的加热温度1100℃,待炉温达到预定温度将已准备好的316l/q370qd复合板坯料送入加热炉中保温60 min;4)调整好轧辊的辊缝4.5 mm,设计好压下率范围为50%,设定上下轧辊的辊速范围为15 r/min,开启轧机,待316l/q370qd复合板受热均匀后取出后立即进行轧制,不锈钢侧对应异形纵波轧辊,桥梁钢侧对应平辊。最后得到不锈钢侧为纵波纹,桥梁钢侧为平面的不锈钢/桥梁钢复合板。
49.实施例8一种高抗弯不锈钢/桥梁钢复合板的轧制装置,包括二辊轧机,轧机的上轧辊为异形纵波轧辊,下轧辊为平辊,如图2所示,针对异形纵波轧辊以辊面边缘的圆面和异形纵波轧辊轴线相交处的位置o为原点建立直角坐标系,轴线为x轴,辊身半径为y轴,所述异形纵波轧辊的辊面分为三部分,中间部分为纵波面段,两侧为圆柱面段;所述纵波面段的辊形曲线为渐开线曲线;
所述纵波面段波峰处辊的半径为r1,纵波面段波谷处辊的半径为r2,所述圆柱面段处辊的半径为r3,且r3=(r1+r2)/2;h1为左侧圆柱面段的长度,h2为纵波面段的长度,h3为右侧圆柱面段的长度。
50.本实施例中平辊的尺寸:辊面长为150 mm,轧辊直径为150 mm。异形纵波轧辊的尺寸:轧辊直径为150 mm,辊面总长为150 mm,异形纵波轧辊纵波区域宽度h2为90 mm,异形纵波轧辊两侧圆柱面区域长度h1、h3各为30 mm,且r1=74.5 mm,r2=75.5 mm,r3=75 mm。
51.异形纵波轧辊辊面的纵波面段范围为60%,圆柱面段范围为40%。所述纵波面段的波纹垂直于轧辊的轴线,所述圆柱面段长度相同。
52.一种铁路桥梁用高抗弯不锈钢/桥梁钢复合板的轧制方法,如图1高抗弯不锈钢/桥梁钢复合板制备流程图所示,具体包括如下步骤:1)首先选取长
×
宽
×
厚为150 mm
×
100 mm
×
1 mm的316l不锈钢作为复板,长宽
×
厚为150 mm
×
100 mm
×
8 mm的q370qd桥梁钢作为基板,采用钢刷对其待复合面进行打磨直至露出金属基体;2)将打磨后的316l和q370qd待复合面对扣叠装成两层,将打磨后的316l/q370qd复合板四周进行焊接并抽真空至10 pa以下密封在一起制成不锈钢/桥梁钢复合板坯料;3)设定好加热炉的加热温度1100℃,待炉温达到预定温度将已准备好的316l/q370qd复合板坯料送入加热炉中保温60 min;4)调整好轧辊的辊缝4.5 mm,设计好压下率范围为50%,设定上下轧辊的辊速范围为15 r/min,开启轧机,待316l/q370qd复合板受热均匀后取出后立即进行轧制,不锈钢侧对应异形纵波轧辊,桥梁钢侧对应平辊。最后得到不锈钢侧为纵波纹,桥梁钢侧为平面的不锈钢/桥梁钢复合板。
53.本发明说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。尽管上面对本发明说明性的具体实施方式进行了描述,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1