一种弹跳式杯盖安全扣自动化装配线
1.本发明属于自动化设备技术领域,具体涉及一种弹跳式杯盖安全扣自动化装配线。
背景技术:
2.弹跳式杯盖的安全扣由按钮、u型锁扣、圆柱插销及弹簧组成,因零件多而小,装配精度要求高,目前国内生产厂家大多采用人工装配方式,存在装配质量不稳定,生产效率较低的问题。随着生产规模的不断扩大以及劳动力短缺之间的矛盾日益加强,原有的手工装配方式已不能满足企业的快速发展需求。
3.目前所采用的弹跳式杯盖安全扣装配工艺,大多需要人工上盖,装配步骤较多,各个环节的装配精度难以保证。在生产量不断增长的情况下,需要实现装配线的自动化。
技术实现要素:
4.针对现有技术的不足,本发明所提出的一种弹跳式杯盖安全扣自动化装配线,解决了现有弹跳式杯盖的人工装配工艺由于人的感知、技艺与熟练程度不同所带来的质量不稳定和生产效率低的问题。
5.为实现上述目的,本发明提供如下技术方案:一种弹跳式杯盖安全扣自动化装配线,包括杯盖输送模块、设于杯盖输送模块下方的装配模块、设于装配模块后侧的按钮输送模块,设于装配模块侧面的推送模块,杯盖输送模块包括上料输送带、设于上料输送带末端的翻转装置,设于装配模块上部的夹持装置。
6.优选的,所述上料输送带两侧固定连接有挡板用以杯盖的定向。
7.优选的,所述翻转装置包括设于上料输送带左侧的用以杯盖翻转的翻转气缸,设于上料输送带右侧的用以将杯盖推送至翻转气缸的杯盖推料杆,翻转气缸上方固定连接有翻转板,翻转板上方设有限位组件用以杯盖的固定,杯盖推料杆设有内螺纹通过螺栓与杯盖推料气缸的活塞杆固定连接,夹持装置包括设置在翻转板左侧的用以抓取翻转后的杯盖的夹持器a,设置在装配模块上方的夹持器b,所述夹持器a通过螺栓与夹持器a气缸的活塞杆固定连接,所述夹持器a气缸的缸体通过内六角螺栓安装在夹持器安装板一侧,所述夹持器安装板的另一侧安装有夹持器c气缸的缸体,所述夹持器c气缸的活塞杆通过螺栓固定连接夹持器c,所述夹持器安装板通过螺栓与无杆气缸的滑块固定连接,无杆气缸的固定端安装在无杆气缸安装板上方,所述夹持器b通过螺栓与夹持器b气缸的活塞杆固定连接,夹持器b气缸的缸体通过螺栓安装在夹持器b安装板上。
8.优选的,杯盖推料杆分为上下两部分,下半部分为弧形凸台,在推料时与杯盖的外轮廓相配合;上半部分为方形凹槽结构,其前端为锥形表面,与杯盖上半部分的方形突出部分进行配合。
9.优选的,翻转板限位组件包括设置在平面前部的限位凸台,限位凸台上半部分表面开有长方形凹槽,凹槽表面为圆角设计,下半部分为圆弧形凸台用于杯盖的限位。
10.优选的,所述夹持器a为圆柱形中空结构,内壁中部沿圆周方向开设有一圈圆形台阶孔,圆形台阶孔内设置有弹性波珠复位弹簧,弹性波珠复位弹簧上方安装有弹性波珠,台阶顶部的孔直径较弹性波珠的直径略小,可将弹性波珠限制在台阶孔内。
11.优选的,所述装配模块包括装配模具、u型锁扣料仓和圆柱插销料仓,所述u型锁扣料仓通过设置在装配模具两侧的u型锁扣料仓固定安装座及u型锁扣固定销安装在装配模具的上方,所述u型锁扣料仓固定安装座可拆卸地安装在安装平台上,所述装配模具分别在u型锁扣料仓及圆柱插销料仓下方开有凹槽,在所述u型锁扣料仓下方开设的凹槽中放置有两排滚珠,在圆柱插销料仓下方的凹槽两侧开有两销孔,使圆柱销将圆柱插销料仓可拆卸地安装在相应的凹槽内。装配模具底部为中空结构,中空结构内部装有复位弹簧,复位弹簧上固定连接有占位模具,占位模具上端插入装配模具中定位装置两侧的凹陷的孔中。
12.优选的,所述按钮输送模块包括按钮输送带、按钮顶料杆,按钮输送带设置在装配模具后侧,所述按钮输送带两侧的螺纹孔与定向挡边通过螺栓固定连接,所述按钮顶料杆设置在按钮输送带的固定部分的末端,所述按钮顶料杆通过螺纹与按钮顶料气缸的活塞杆固定连接。
13.优选的,所述推送模块包括u型锁扣推送装置、圆柱插销推送装置和按钮推送装置,所述u型锁扣推送装置包括u型锁扣顶料杆和u型锁扣推料杆,所述u型锁扣顶料杆与u型锁扣顶料气缸的活塞杆通过螺纹连接,所述u型锁扣顶料气缸的缸体固定连接在u型锁扣推送装置安装座上,所述u型锁扣推料杆与u型锁扣推料气缸的活塞杆通过螺纹连接,所述u型锁扣推料气缸的缸体固定连接在u型锁扣推送装置安装座上,所述u型锁扣推送装置安装座通过螺栓可拆卸地安装在安装平台上,所述圆柱插销推送装置包括圆柱插销推料杆,所述圆柱插销推料杆前部为撞针结构,所述圆柱插销推料杆的尾部设有内螺纹与圆柱插销推料气缸的活塞杆通过螺纹连接,圆柱插销推料气缸的缸体通过螺纹连接在圆柱插销推送装置安装座上,所述安装平台上可拆卸地安装有圆柱插销推送装置安装座,所述按钮推送装置包括按钮推料杆,所述按钮推料杆通过内螺纹与按钮推料气缸的活塞杆固定连接在一起,按钮推料气缸的缸体通过螺纹固定安装在按钮推送装置安装座上,按钮推送装置安装座安装在位于装配模具的后侧的安装平台上,上述推送模块分别用于将u型锁扣、圆柱插销和按钮推送至装配模具中进行装配。
14.优选的,所述u型锁扣顶料杆为双层u型凸台设计,在凸台的前部进行倒角处理以减少顶料时的摩擦力,两层凸台的间隙仅可容纳一个u型锁扣。所述u型锁扣推料杆的形状与u型锁扣的外轮廓相同,u型锁扣推料杆底部与装配模具凹槽中的滚珠相接触。
15.与现有技术相比,本发明的有益效果如下:
16.本发明通过运用装配模具的定位结构及自动装配线,提高了安全扣装配的生产效率及装配精度,通过夹持装置实现了杯盖的同步上下料,缩短了产品装配周期,避免了因人工装配所产生的装配质量不一致及效率低下问题。
附图说明
17.图1是一种弹跳式杯盖安全扣自动化装配线的装配工艺流程图;
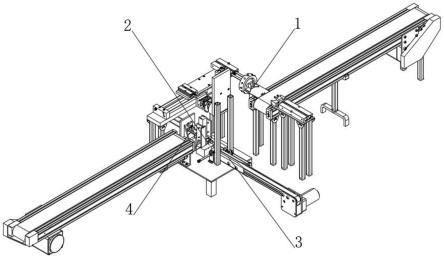
18.图2是一种弹跳式杯盖安全扣自动化装配线的结构示意图;
19.图3是一种弹跳式杯盖安全扣自动化装配线杯盖输送模块结构示意图;
20.图4是一种弹跳式杯盖安全扣自动化装配线杯盖输送模块局部放大结构示意图;
21.图5是一种弹跳式杯盖安全扣自动化装配线的夹持器a的主视图;
22.图6是一种弹跳式杯盖安全扣自动化装配线的夹持器a的剖视图;
23.图7是一种弹跳式杯盖安全扣自动化装配线装配模块的结构示意图;
24.图8是一种弹跳式杯盖安全扣自动化装配线装配模块的占位模具2.3和复位弹簧2.5组装结构图;
25.图9是一种弹跳式杯盖安全扣自动化装配线装配模块的装配模具2.6的结构图;
26.图10是一种弹跳式杯盖安全扣自动化装配线按钮输送模块的结构示意图;
27.图11是一种弹跳式杯盖安全扣自动化装配线推送模块的结构示意图;
28.图12是一种弹跳式杯盖安全扣自动化装配线在杯盖装配时的作用示意图;
29.图中,1.杯盖输送模块,2.装配模块,3.按钮输送模块,4.推送模块,1.1.杯盖上料输送带,1.2.杯盖定向挡板,1.3.杯盖推料杆,1.4.杯盖推料杆气缸,1.5.翻转板,1.6.翻转板限位组件,1.7.翻转气缸,1.8.夹持器a,1.9.夹持器a气缸,1.10.夹持器安装板,1.11.无杆气缸,1.12.夹持器c气缸,1.13.夹持器c,1.14.无杆气缸安装板,1.15.内六角螺栓,1.16.夹持器b,1.17.夹持器b气缸,1.18夹持器b安装板,1.19弹性波珠,1.20弹性波珠复位弹簧,2安装板,2.1.圆柱插销料仓,2.2.定位装置,2.3.占位模具,2.4.圆柱销,2.5.复位弹簧,2.6.装配模具,2.7.u型锁扣料仓固定安装座,2.8.滚珠,2.9.u型锁扣固定销,2.10.u型锁扣料仓,3.1.按钮输送带,3.2.按钮定向挡板,3.3.按钮顶料气缸,3.4.按钮顶料杆,4.1.u型锁扣推料气缸,4.2.u型锁扣顶料气缸,4.3.u型锁扣推料杆,4.4.u型锁扣推送装置安装座,4.5.u型锁扣顶料杆,4.6.按钮推料杆,4.7.按钮推料气缸,4.8.按钮推送装置安装座,4.9.圆柱插销推送装置安装座,4.10.内六角螺栓,4.11.圆柱插销推料气缸,4.12.圆柱插销推料杆,4.13.安装平台。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.如图1-12所示,本发明一种弹跳式杯盖安全扣自动化装配线,包括杯盖输送模块1、设于杯盖输送模块1下方的装配模块2、设于装配模块2后侧的按钮输送模块3,设于装配模块2侧面的推送模块4,杯盖输送模块1包括上料输送带1.1、设于上料输送带1.1末端的翻转装置,设于装配模块2上部的夹持装置。
32.进一步的,所述上料输送带1.1两侧固定连接有挡板1.2用以杯盖的定向。
33.进一步的,所述翻转装置包括设于上料输送带1.1左侧的用以杯盖翻转的翻转气缸1.7,设于上料输送带1.1右侧的用以将杯盖推送至翻转气缸1.7的杯盖推料杆1.3,翻转气缸1.7上方固定连接有翻转板1.5,翻转板1.5上方设有限位组件1.6用以杯盖的固定,杯盖推料杆1.3设有内螺纹通过螺栓与杯盖推料气缸1.4的活塞杆固定连接,夹持装置包括设置在翻转板1.5左侧的用以抓取翻转后的杯盖的夹持器a1.8,夹持器a1.8为圆柱形中空结构,夹持器a1.8内壁中部沿圆周方向开设有一圈圆形台阶孔,圆形台阶孔内设置有弹性波
珠复位弹簧1.20,弹性波珠复位弹簧1.20上方安装有弹性波珠1.19,台阶顶部的孔直径较弹性波珠1.19的直径略小,可将弹性波珠1.19限制在台阶孔内,如图5,6所示。设置在装配模块2上方的夹持器b1.16,所述夹持器a1.8通过螺栓与夹持器a气缸1.9的活塞杆固定连接,所述夹持器a气缸1.9的缸体通过内六角螺栓安装在夹持器安装板1.10一侧,所述夹持器安装板1.10的另一侧安装有夹持器c气缸1.12的缸体,所述夹持器c气缸1.12的活塞杆通过螺栓固定连接夹持器c(1.13),所述夹持器安装板1.10通过螺栓与无杆气缸1.11的滑块固定连接,无杆气缸1.11的固定端安装在无杆气缸安装板1.14上方,所述夹持器b1.16通过螺栓与夹持器b气缸1.17的活塞杆固定连接,夹持器b气缸1.17的缸体通过螺栓安装在夹持器b安装板1.18上。
34.进一步的,所述装配模块2包括装配模具2.6、u型锁扣料仓2.10和圆柱插销料仓2.1,所述u型锁扣料仓2.10通过设置在装配模具2.6两侧的u型锁扣料仓固定安装座2.7及u型锁扣固定销2.9安装在装配模具2.6的上方,所述u型锁扣料仓固定安装座2.7可拆卸地安装在安装平台4.13上,所述装配模具2.6分别在u型锁扣料仓2.10及圆柱插销料仓2.1下方开有凹槽,在所述u型锁扣料仓2.10下方开设的凹槽中放置有两排滚珠2.8,在圆柱插销料仓2.1下方的凹槽两侧开有两销孔,使圆柱销2.4将圆柱插销料仓2.1可拆卸地安装在相应的凹槽内。装配模具2.6底部为中空结构,中空结构内部装有复位弹簧2.5,复位弹簧2.5上固定连接有占位模具2.3,占位模具2.3上端插入装配模具2.6中定位装置2.2两侧的凹陷的孔中。
35.进一步的,所述按钮输送模块3包括按钮输送带3.1、按钮顶料杆3.4,按钮输送带3.1设置在装配模具2.6后侧,所述按钮输送带3.1两侧的螺纹孔与定向挡边3.3通过螺栓固定连接,所述按钮顶料杆3.4设置在按钮输送带3.1的固定部分的末端,所述按钮顶料杆3.4通过螺纹与按钮顶料气缸3.5的活塞杆固定连接。
36.进一步的,所述推送模块4包括u型锁扣推送装置、圆柱插销推送装置和按钮推送装置,所述u型锁扣推送装置包括u型锁扣顶料杆4.5和u型锁扣推料杆4.6,所述u型锁扣顶料杆4.5与u型锁扣顶料气缸4.2的活塞杆通过螺纹连接,所述u型锁扣顶料气缸4.2的缸体固定连接在u型锁扣推送装置安装座4.4上,所述u型锁扣推料杆4.6与u型锁扣推料气缸4.1的活塞杆通过螺纹连接,所述u型锁扣推料气缸4.1的缸体固定连接在u型锁扣推送装置安装座4.4上,所述u型锁扣推送装置安装座4.4通过螺栓可拆卸地安装在安装平台4.13上,所述圆柱插销推送装置包括圆柱插销推料杆4.12,所述圆柱插销推料杆4.12设有内螺纹与圆柱插销推料气缸4.11的活塞杆通过螺纹连接,圆柱插销推料气缸4.11的缸体通过螺纹连接在圆柱插销推送装置安装座4.9上,所述安装平台4.13上可拆卸地安装有圆柱插销推送装置安装座4.9,所述按钮推送装置包括按钮推料杆4.6,所述按钮推料杆4.6通过内螺纹与按钮推料气缸4.7的活塞杆固定连接在一起,按钮推料气缸4.7的缸体通过螺纹固定安装在按钮推送装置安装座4.8上,按钮推送装置安装座4.8安装在位于装配模具2.6的后侧的安装平台4.13上,上述推送模块4分别用于将u型锁扣、圆柱插销和按钮推送至装配模具2.6中进行装配。
37.本发明在弹跳式杯盖安全扣的装配过程如下:在使用本装置的时候对气缸进行通气并进行简单的控制,便可以实现如下功能,将杯盖放置在杯盖上料输送带1.1上,杯盖在运输过程中通过杯盖上料输送带1.1的定向挡板1.2对杯盖进行定向。当杯盖运输至杯盖上
料输送带1.1末端时,杯盖上料输送带1.1右侧的杯盖推料杆气缸1.4的活塞杆伸出,使与其固定连接的输送带推料杆1.3运动,杯盖推料杆气缸1.4的型号为tn16x100s双轴气缸,将杯盖推送至左侧翻转板1.5上方。当杯盖接触到翻转板1.5上方固定连接的限位组件1.6时,推料杆1.3收回,翻转气缸1.7动作对杯盖进行90
°
翻转,翻转气缸1.7的型号为dhr2c侧姿气缸。夹持器a气缸1.9动作,将夹持器a1.8向前推送抓取杯盖,夹持器a1.8抓取动作完成后夹持器a气缸1.9缩回,夹持器a气缸1.9的型号为tn16x60s双轴气缸,下方无杆气缸1.11的滑块动作,无杆气缸1.11的型号为rmtl10x240磁耦合无杆气缸,将夹持器a1.8移动至夹持器b1.16前方,随后夹持器a气缸1.9伸出,将杯盖放置于夹持器b1.16的外部,夹持器b1.16动作将杯盖夹紧,夹持器a气缸1.9缩回。夹持器b气缸1.17伸出将杯盖推送至装配模具2.6处,夹持器b气缸1.17的型号为hfcy25气动卡盘。
38.在杯盖上料过程中,u型锁扣顶料气缸4.2动作,u型锁扣顶料气缸4.2的型号为mti16x15迷你气缸,使u型锁扣顶料杆4.5缩回,使一个u型锁扣落下,随后u型锁扣推料气缸4.1动作,u型锁扣推料气缸4.1的型号为mi16x50迷你气缸,与其固定连接的推料杆4.3伸出,将u型锁扣推送至装配模具2.6中弧形定位装置2.2的外圆处,且u型锁扣的两侧被占位模具2.3撑开。同时按钮在按钮输送带3.1的运输下抵达至按钮顶料气缸3.3右侧,按钮顶料气缸3.3的型号为psb6x30r笔型气缸,随后按钮顶料气缸3.3动作将按钮顶出至按钮推料杆4.6前方。按钮推料气缸4.7的型号为pbr8x80u笔型气缸,按钮推料气缸4.7动作使按钮推料杆4.6伸出,将按钮推送至装配模具2.6弧形定位装置2.2的内圆处,如图7所示。
39.在夹持器b1.16将杯盖推送至装配模具2.6处时,杯盖外部u型突起外缘将装配模具2.6中的占位模具2.3向下挤压,占位模具2.6下方固定连接的复位弹簧2.5收缩。
40.此时,杯盖、u型锁扣、按钮中的安装孔均位于同一轴心,圆柱插销推料气缸4.11的型号为msi16x50迷你气缸,圆柱插销推料杆4.12在圆柱插销推料气缸4.11的动作下伸出,将圆柱插销推送至杯盖、u型锁扣、按钮中的安装孔内完成弹跳式杯盖安全扣的装配工作。
41.安全扣的装配工作完成后,夹持器b气缸1.17缩回原位。夹持器c气缸1.12伸出,夹持器c气缸1.12的型号为tn10x30s双轴气缸,夹持器c1.13将夹持器b1.16上装配好的杯盖抓取,随后夹持器c气缸1.12缩回,下方无杆气缸1.11滑块运动,将夹持器c1.13向右移动,使夹持器c1.13将杯盖放置在运往下一工位或包装箱的输送带上。随后夹持器a、c返回进行下一次装配任务。
42.本发明提高了安全扣装配的生产效率及装配精度,通过应用装配模具对装配零件的定位,避免了人工装配产生的误差,在单次装配作业完成后可立刻开始下次装配的准备工作,防止了因某个安装环节的故障造成的停机修理及对杯盖整体的损坏,同时也简化了装配的步骤,缩短了产品装配周期。
43.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1