具有双电极等离子弧炬的等离子切割系统的制作方法
具有双电极等离子弧炬的等离子切割系统
发明背景
发明领域
1.本发明涉及利用等离子弧炬切割穿过工件的切割系统。相关技术的说明
2.等离子弧炬用于从工件切割出零件并在零件和工件中切割出开口或孔。当垂直切割穿过工件时,零件或孔的切割边缘理想地垂直于工件的表面。然而,等离子弧通常将沿着切割边缘留下轻微的斜切部。例如,等离子弧的在工件的顶部处的宽度可能与等离子弧的在工件的底部处的宽度略有不同。等离子切割系统可以将弧竖直地聚焦在工件的中心或中间,并且等离子弧的在工件的顶部处的宽度可能略大于该弧的在工件的底部处的宽度。这样的弧将穿过工件切割出切缝,该切缝在工件的顶部处宽于在底部处,从而沿着切割边缘产生轻微的斜切部。斜切边缘可以通过额外的劳动和/或机加工去除,这是不希望的,或者留在零件上,这也是不希望的。因此,使等离子切割表面上的斜切边缘最小化将是有益的。发明概述
3.下面的
技术实现要素:
呈现了简化的概述,以提供对本文所讨论的装置、系统和/或方法的一些方面的基本理解。本发明内容不是对本文所讨论的装置、系统和/或方法的广泛综述。并不旨在指出关键的元件或划定这类装置、系统和/或方法的范围。唯一的目的是以简化的形式呈现一些概念,作为稍后呈现的更详细说明的序言。
4.根据本发明的一个方面,提供了一种等离子切割系统。该系统包括等离子切割电源,该等离子切割电源同时输出第一等离子切割电流和第二等离子切割电流两者。等离子弧炬操作性地连接到等离子切割电源。等离子弧炬包括接收第一等离子切割电流的第一阴极、电连接到第一阴极的第一电极、围绕第一电极的第一涡流环、接收第二等离子切割电流的第二阴极、电连接到第二阴极并从第一电极径向偏移的第二电极、以及围绕第二电极的第二涡流环。该等离子弧炬在等离子切割操作期间同时从第一电极产生第一等离子弧和从第二电极产生第二等离子弧。气体控制器被配置为分别控制第一等离子气体到第一涡流环的流动和第二等离子气体流到第二涡流环的流动。炬致动器在等离子切割操作期间使等离子弧炬移动。炬致动器包括具有空心轴转子的马达,该马达用于在等离子切割操作期间使等离子弧炬旋转。运动控制器操作性地连接到炬致动器以在等离子切割操作期间控制等离子弧炬的移动。
5.根据本发明的另一个方面,提供了一种等离子切割系统。该系统包括等离子切割电源,该等离子切割电源同时输出第一等离子切割电流和第二等离子切割电流两者。等离子弧炬操作性地连接到等离子切割电源。等离子弧炬包括接收第一等离子切割电流的第一阴极、电连接到第一阴极的第一电极、围绕第一电极的第一涡流环、接收第二等离子切割电流的第二阴极、电连接到第二阴极并从第一电极径向偏移的第二电极、以及围绕第二电极的第二涡流环。该等离子弧炬在等离子切割操作期间同时从第一电极产生第一等离子弧和从第二电极产生第二等离子弧。气体控制器被配置为分别控制第一等离子气体到第一涡流
环的流动和第二等离子气体流到第二涡流环的流动。炬致动器在等离子切割操作期间使等离子弧炬移动。炬致动器被配置为在等离子切割操作期间使等离子弧炬旋转,以控制等离子弧炬相对于穿过工件切割出的切缝的角度取向。运动控制器操作性地连接到炬致动器以在等离子切割操作期间控制等离子弧炬的移动。
6.根据本发明的另一个方面,提供了一种等离子切割方法。该方法包括提供等离子弧炬。等离子弧炬包括第一输入端电力连接件、第二输入端电力连接件、轴向延伸的炬本体、电连接到第一输入端电力连接件的第一阴极、电连接到第一阴极的第一电极、围绕第一电极的第一涡流环、电连接到第二输入端电力连接件的第二阴极、电连接到第二阴极并从第一电极径向偏移的第二电极、以及围绕第二电极的第二涡流环。该方法进一步包括提供等离子切割电源,该等离子切割电源具有操作性地连接到第一输入端电力连接件的第一等离子切割电流输出端、以及操作性地连接到第二输入端电力连接件的第二等离子切割电流输出端。第一等离子弧从第一电极产生,并且第二等离子弧从第二电极产生。第一等离子弧穿过工件切割出切缝,以形成切割边缘。在第一等离子弧穿过工件切割出切缝的同时,第二等离子弧去除切割边缘的至少一部分。
附图说明
7.在参考附图阅读以下描述后,本发明所涉及的领域的技术人员将明白本发明的上述和其他方面,在附图中:
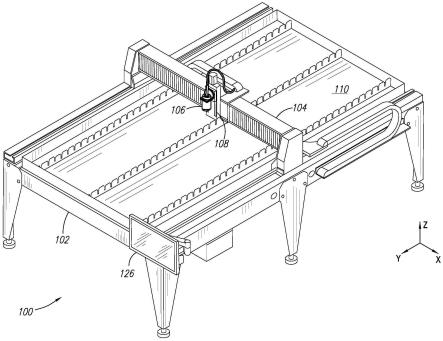
8.图1是等离子切割系统的立体图;
10.图2是等离子切割系统的示意图;
11.图3是等离子切割系统的一部分的立体图;
12.图4是示例等离子弧炬的示意图;
13.图5示出了等离子切割操作;
14.图6示出了等离子切割操作;
15.图7示出了等离子切割操作;
16.图8示出了等离子切割操作;
17.图9示出了等离子切割操作;
18.图10示出了等离子切割操作;以及
19.图11示出了等离子切割操作。
具体实施方式
20.本发明涉及等离子切割系统和方法以及等离子弧炬,这些等离子弧炬用于使用等离子弧切割工件同时使沿切割边缘的任何不希望的斜切最小化,使得切割边缘基本上平滑和平坦。现在将参照附图描述本发明,其中全文中相同的附图标记用来指代相同的要素。将理解的是,这些不同附图不必以彼此按比例的方式来绘制,在给定的附图内也同样是这样,并且特别地,部件的尺寸是任意绘制的,以便于对附图的理解。在以下描述中,出于解释的目的,阐述了多个具体的细节以便提供对本发明的全面理解。然而,可能明显的是,可以在没有这些具体细节的情况下实践本发明。此外,本发明的其他实施例是可能的并且能够以除了如所描述的方式之外的方式来实践和实施本发明。在描述本发明时使用的术语和短语
是出于促进对本发明的理解的目的采用的,并且不应被认为是限制性的。
21.如本文所使用的,“至少一个”、“一个或多个”以及“和/或”为在操作中既是合取性又是析取性的开放式表达。例如,表达“a、b和c中的至少一者”、“a、b或c中的至少一者”、“a、b和c中的一者或多者”、“a、b或c中的一者或多者”以及“a、b和/或c”中的每一者是指单独a、单独b、单独c、a和b一起、a和c一起、b和c一起、或a、b和c一起。给出两个或更多个替代性术语的任何析取性词语和/或短语,无论是在实施例、权利要求还是附图的描述中,都应理解为涵盖以下可能性:包括这些术语中的一者、这些术语中的任一者、或全部术语。例如,短语“a或b”应理解为包括以下可能性:“a”、或“b”、或“a和b”。
22.本文中讨论了等离子弧炬,这些等离子弧炬除了其他以外在炬的上游端处可以具有流体和电连接件以及手柄部分并且在炬的下游端或切割端处具有喷嘴、涡流环和电极。如本文中使用的术语“近侧”是指炬的上游方向,朝向炬的具有手柄部分和任何流体和电连接件的一端。如本文中使用的术语“远侧”是指炬的下游方向,朝向炬的切割端。
23.本文所描述的本发明的实施例是在等离子切割系统、尤其是等离子切割工作台的背景下讨论的。然而,其他实施例不限于等离子切割工作台。例如,实施例可以与等离子切割机器人(比如机械臂)一起使用,并且本文描述的等离子弧炬和炬固持件可以结合到机器人的末端执行器或臂工具的末端中。
24.图1示出了示例等离子切割系统。等离子切割系统包括等离子切割工作台100。等离子切割工作台100具有主体102,工件(比如,金属片或金属板)被放置在主体上。等离子切割工作台100包括龙门104,该龙门可以沿着切割工作台的主体102的长度在第一方向(例如,y方向)上来回移动。龙门104可以在沿着工作台侧面延伸的轨道或导轨上移动。等离子弧炬106附接至安装在龙门104上的可移动炬滑架108。炬滑架108可以沿着龙门104在与第一方向垂直的第二方向(例如,在x方向)上来回移动。等离子切割工作台100可以被编程为通过控制炬滑架108和龙门104分别在x方向和y方向上的移动来在工件中进行精确的切割。在某些实施例中,炬滑架108可以朝向和背离工件(例如,在z方向)竖直地移动等离子切割炬106,从而使得炬可以在三个垂直的方向上移动。在某些实施例中,炬滑架108还可以使炬106在与工作台的平面垂直的平面中(例如,在x-z平面中)旋转或倾斜,以进行斜切。
25.如本领域已知的,等离子切割工作台100包括邻近工件定位的水盘110。在等离子切割操作期间,水盘110充满水,并且水可以被排出以允许水室被清洁,从而去除积聚的浮渣和熔渣。
26.图2示意性地示出了示例等离子切割系统112的各部件。等离子切割系统112包括等离子切割工作台100和等离子弧炬106。等离子切割工作台100包括在切割操作期间使炬移动的炬致动器,比如龙门104和炬滑架108。系统112可以包括矩高度控制器114,该矩高度控制器可以安装至龙门104。系统112还可以包括驱动系统116,该驱动系统用于为炬106提供相对于定位在工作台100上的工件w的运动。等离子切割电源118联接至炬106,以提供用来在等离子切割操作期间产生两个等离子弧的第一等离子切割电流和第二等离子切割电流。等离子切割电源118具有第一等离子切割电流输出端和第二等离子切割电流输出端,该第一等离子切割电流输出端和第二等离子切割电流输出端操作性地连接到等离子弧炬106上的相应输入端电力连接件以产生两个等离子弧。系统112还可以包括气体控制台或气体控制器120,该气体控制台或气体控制器可以分别控制在切割操作期间使用的两种等离子
气体和保护气体的气体流率和/或压力。气体控制台120还可以用来根据所执行的切割操作来选择不同的气体。也就是,某些气体可以用于某些切割操作、但不会用于其他的操作。各种气体可以用作这两种等离子气体和保护气体,比如空气、氮气、氧气等。
27.等离子切割系统112还可以包括计算机数字控制器(cnc)122,该计算机数字控制器可以包括用户输入/显示屏幕或用户接口124。用户使用用户接口124和控制器122来输入和读取切割操作参数和数据、并允许系统112作为自动化的可编程的切割系统来操作。用户可以经由用户接口124(或其他器件)将各种输入参数输入控制器122,这些输入参数包括:炬电流、材料类型、材料厚度、切割速度、炬高度、等离子体和保护气体成分等。工作台100还可以包括用户接口126,该用户接口操作性地连接到cnc和/或等离子切割电源118。在采用机械臂(比如炬致动器)而不是龙门和炬滑架的实施例中,cnc可以是控制机械臂移动的机器人控制器。等离子切割系统112可以具有许多不同的构型,并且实施例不限于图2中所示的,该图仅旨在是示例性的。
28.运动控制器122、气体控制器120、或等离子切割电源118可以利用电子控制器并且可以包括一个或多个处理器。例如,控制器可以包括微处理器、微控制器、数字信号处理器(dsp)、专用集成电路(asic)、现场可编程门阵列(fpga)、离散逻辑电路等中的一者或多者。控制器可以进一步包括存储器并且可以存储程序指令,这些程序指令使得控制器提供本文中赋予它的功能。存储器可以包括一个或多个易失的、非易失的、磁性的、光学的、或者电气的媒体,比如只读存储器(rom)、随机存取存储器(ram)、电可擦可编程rom(eeprom)、闪存等等。控制器可以进一步包括一个或多个模拟数字(a/d)转换器,以用于处理给控制器的多个不同的模拟输入。用于运动控制器122的程序指令可以包括切割图或嵌套软件。这样的指令典型地包括切割信息,该信息包括针对系统112的在切出各种孔或轮廓时的指令,考虑了孔/轮廓的大小和形状以及所切割的材料。普遍理解的是,控制器可以允许用户在一个工件中切出众多相继的孔、轮廓或孔与轮廓的组合,而在切割之间不停止。例如,操作者可以选择切割程序,该切割程序包括孔和轮廓切割指令两者,并且运动控制器122将基于用户输入信息来确定切割的顺序和定位、以及切割的各种参数。
29.控制器可以在使用到一个或多个远程计算机的逻辑和/或物理连接的网络环境中操作。远程计算机的示例包括工作站、服务器计算机、路由器、个人计算机等。网络环境可以包括局域网(lan)和/或广域网(wan)。这种联网环境在办公室、企业范围的计算机网络、内部网以及互联网中是司空见惯的。当用于lan联网环境中时,控制器通过网络接口或适配器连接到局部网络。当在wan联网环境下使用时,控制器典型地包括调制解调器或网络接口,或连接到在lan上的通信服务器,或者具有用于在wan(比如互联网)上建立通信的其他器件。在联网的环境下,由控制器实现的程序模块或者其部分可以存储在远程存储器存储装置中。应理解,本文描述的网络连接是示例性的,并且可以使用在装置之间建立通信链接的其他手段。
30.图3更详细地示出了等离子切割炬106和炬滑架108。当改变切割方向时,本发明的等离子切割炬106旋转,以保持炬相对于切割边缘和穿过工件切割出的切缝的恒定角度取向。如下文进一步讨论的,炬106使用较高功率的主弧来穿过工件切割出切缝,并且使用跟随的较低功率的副弧来去除由主弧产生的切割边缘的至少一部分(例如,从切割边缘去除材料,比如斜切部)。较低功率的副弧的目的是跟随主弧并且使由主弧产生的切割边缘方正
和细化;这可以通过去除切割边缘的一部分或在由主弧产生的切割边缘内部切出新的切割边缘来实现。炬106在切割操作期间旋转以沿着切割边缘保持副弧的位置。cnc被编程为当切割弯曲部分或改变切割方向时,控制炬106在x方向和y方向上的移动,同时使炬围绕炬的纵向轴线128进行旋转。炬106根据切割方向旋转,以控制炬相对于切缝和切割边缘的角度取向,这使得沿着工件的切割边缘保持由炬106产生的两个等离子弧的共同取向和“弧切割边缘”。
31.炬滑架108包括炬固持件130,炬106固定至该炬固持件。炬固持件130附接至炬滑架108,并且能够在等离子切割期间旋转炬106。在所示的示例实施例中,炬固持件130包括使炬106旋转的马达132。在某些实施例中,马达132可以将炬106旋转经过至少360
°
,使得炬可以在切割期间完全旋转。马达132可以具有空心轴转子134,炬106附接至该空心轴转子。在某些实施例中,炬106与转子同轴地安装在空心轴转子134内,使得转子与炬一起围绕炬的轴线128旋转。用于旋转炬106的示例马达132包括永磁体、空心轴力矩马达、空心轴伺服马达、空心轴步进马达等。在经由马达132进行等离子切割期间,cnc可以根据需要控制炬106的旋转角度。特别地,cnc可以控制马达132和炬106的旋转角度,使得炬相对于工件w的切缝和切割边缘的角度取向在切割期间保持基本上恒定。马达132可以包括位置反馈装置,比如编码器,其将角度位置数据传输至cnc。炬固持件130可以包括从炬滑架108悬臂伸出的支架,并且马达132的定子可以固定至该支架的上表面。在其他实施例中,定子本身从炬滑架108悬臂伸出,马达132起炬固持件的作用。空心轴转子134和/或炬106可以包括夹紧装置或紧固件,这些夹紧装置或紧固件将炬固定并轴向对齐在转子内。
32.在某些实施例中,炬106可以包括将炬连接到电源、气体控制台等的旋转连接器136(图2),从而可以旋转炬而不扭曲其供应线缆和/或软管。如果期望炬旋转超过360
°
,旋转连接器可能是特别有用的。
33.图4是能够同时产生两个等离子弧的示例等离子弧炬106的示意图。炬106具有用于相应地从等离子切割电源接收第一等离子切割电流的第一输入端电力连接件138和接收第二等离子切割电流的第二输入端电力连接件140。炬106产生主等离子弧142和副等离子弧144。第一等离子切割电流的电流水平大于第二等离子切割电流的电流水平,并且主等离子弧142的能量水平大于副等离子弧144的能量水平。例如,第一等离子切割电流可以大于第二切割电流的两倍或三倍。第一等离子切割电流和第二等离子切割电流的示例电流水平相应地为300a和80a。然而,可以在本发明的范围内使用第一等离子切割电流和第二等离子切割电流的各种电流水平。
34.可以看出,炬具有轴向延伸的炬本体。在炬本体的径向内侧,炬106包括接收第一等离子切割电流的第一阴极146。第一电极148电连接到第一阴极146并且用于产生主等离子弧142。炬106还具有接收第二等离子切割电流的第二阴极150。第二电极152电连接到第二阴极150以产生副等离子弧144。第二阴极150和第二电极152从第一阴极146和第一电极148径向偏移。在所示实施例中,第一阴极146和第一电极148以炬的轴线128为中心并沿该轴线延伸。在其他示例实施例中,第一阴极146和第一电极148以及第二阴极150和第二电极152均从炬的轴线128径向偏移。替代性地,第二阴极150和第二电极152可以以轴线128为中心并沿该轴线延伸。在某些实施例中,第一阴极146和第一电极148平行于第二阴极150和第二电极152。
35.炬进一步包括围绕第一电极148的第一涡流环154、以及围绕第二电极152的第二涡流环156。涡流环154、156使相应的等离子气体流158、160涡旋以产生等离子弧142、144。等离子切割系统中的气体控制器可以分别或单独控制提供给第一涡流环154的第一等离子气体和提供给第二涡流环156的第二等离子气体的流率和/或压力。第一等离子气体的成分可以与第二等离子气体相同,或者这些气体也可以彼此不同。在示例实施例中,第一等离子气体是氮气,并且第二等离子气体是氧气。考虑到几乎没有氧化,将氮气用作第一等离子气体将延长第一电极148的寿命。延长第一电极148的寿命将使其使用寿命更接近第二电极152的使用寿命,该第二电极鉴于其较低的电流强度而使用寿命将较长。
36.图5示出了示例等离子切割操作。主等离子弧142的目的是穿过工件w切割出切缝。主等离子弧142用于大量材料去除。副等离子弧144在切割操作期间跟随主等离子弧142并且去除由主等离子弧产生的切割边缘的至少一部分。副等离子弧144细化由主等离子弧142进行的切割。主等离子弧142聚焦在工件w的竖直中心并且在切割出切缝时可能留下斜切边缘。副等离子弧144聚焦在工件w的中心下方,以通过削去斜切部并对由主等离子弧142形成的切割表面进行抛光来使切割边缘方正。如图4中可以看出的,主等离子弧142具有在第一电极148远侧的第一焦点深度d1,并且副等离子弧144具有在第二电极152远侧的第二焦点深度d2。第二焦点深度d2与第二电极152之间的距离大于第一焦点深度d1与第一电极148之间的距离。第一焦点深度d1典型地在工件的竖直中心处,而第二焦点深度d2正好在工件的竖直中心下方。等离子弧142、144的焦点深度d1、d2可以通过等离子气体流率来调整。
37.在等离子切割操作期间,炬致动器使等离子弧炬106旋转,使得第二电极152和副等离子弧144在切割零件轮廓或孔时跟随第一电极148和主等离子弧142。关于切割方向(例如,炬移动的x-y方向),副等离子弧144稍微跟踪在主等离子弧142的后方和一侧。副弧144跟踪到主弧142一侧的程度通过经由空心轴转子使炬106旋转来控制。副等离子弧144是在主弧的左侧还是右侧跟踪将取决于炬移动的方向(例如,在x-y平面中顺时针还是逆时针)以及正在切割零件轮廓还是孔。在某些实施例中,等离子切割系统沿x-y炬移动的特定方向(例如,顺时针或逆时针)切割零件轮廓和穿过零件的孔。使用逆时针x-y炬移动作为示例,当切割零件轮廓时,当从跟随的弧朝向主弧观察两个弧时,跟随的副弧144将跟踪到前导的主弧142的左侧,如图5中可以看出的。当炬106在x-y平面中沿逆时针方向移动时,这允许副弧144从零件轮廓的外边缘去除斜切部。当切割穿过零件的孔时,炬固持件将使炬106围绕炬轴线略微逆时针旋转,从而跟随的副弧144将跟踪到前导的主弧142的右侧。当炬106在x-y平面中逆时针移动以切割孔时,这允许副弧144从孔的边缘去除斜切部。
38.图6至图11示出了示例等离子切割操作,在该操作期间,旋转炬106以保持炬相对于穿过工件w切割出的切缝162的角度取向。切缝162在图6至图11中以实线示出。要从工件w切割的零件166的剩余未切割部分164以虚线示出。炬106包括切缝162附近的取向标记,以帮助说明炬的角度取向如何沿着切割路径变化。在图6至图8中可以看到,当炬106从切割零件166的笔直部分过渡到切割零件的曲线部分时,炬沿第一方向(例如,逆时针方向)旋转。在图9与图10之间,炬106沿第二方向(例如,顺时针方向)旋转,以切割零件166的另一个曲线部分。当炬106沿着零件166的轮廓移动时,由于炬被炬固持件上的空心轴转子旋转,炬106上的取向标记保持邻近切缝162。基于要进行的切割的形状,并且基于正在切割的是零件还是孔,炬106可以根据需要顺时针和逆时针旋转。在等离子切割操作期间使炬106旋转
保持了沿着切割轨迹副等离子弧相对于主等离子弧的正确跟踪。使炬106旋转,以保持两个弧均与切割方向相切。运动控制器可以基于副弧进行轨迹规划,而且还可以使用主弧来检查潜在的干扰。
39.应清楚的是,本披露内容是通过举例的方式,并且在不脱离本披露内容中所包含的传授内容的合理范围的情况下,可以通过添加、修改或去除细节来作出各种改变。因此,本发明不限于本披露内容的具体细节,除非所附权利要求被必要地如此限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1