一种半圆随型装夹装置的制作方法
1.本实用新型属于机械或焊接加工过程中辅助制造装置,具体涉及一种半圆随型装夹装置。
背景技术:
2.采用金属板材加工的半圆形弧板/圆筒工件属于典型的机械结构部件,在生产加工过程中,往往需要精准可靠的定位,才能保证加工达到设计要求。定位精度,决定了机械加工或者焊接加工的质量、效率和经济效益。因此,像半圆或圆筒工件这类复杂外形工件的固定的定位精度、装调的便利性、工作可靠性等都是使用和评价考核加工工艺装置最关心的问题。
3.机械加工是指金属毛坯通过去除材料得到设计所需要的几何形状和机械性能的工艺过程。焊接加工是指两种以上材质加热或加压或并用,以达到原子之间的结合而形成永久性连接的工艺过程。金属切削技术和焊接技术作为机械零部件的重要制造方法在机械装备制造业有着广泛的应用。无论机械制造还是焊接过程,外形复杂工件稳定精确的装夹装置的制备都是非常重要的技术措施。
4.本实用新型针对半圆弧板/圆筒产品的生产实际使用过程中存在的定位精度不够、装夹固定费工费时,装夹稳定性不高等缺陷进行结构改进设计。主要解决焊接半圆形工件时,定位夹紧复杂、不稳定、定位精度低的问题。该装置采用双重定位夹紧机构,使半圆形工件在装置上定位找准方便,夹紧稳定可靠操作简单。是一种能够稳定,精确的半圆形工件夹紧装置。
技术实现要素:
5.实用新型目的:针对现有装备的不足,特别是对半圆弧板/圆筒形工件定位夹紧不易实现,定位精度低等问题,实用新型提供一种半圆随型装夹装置,该装置解决圆筒工件在机械、焊接等制造工序工件定位夹紧加工定位精度问题。
6.技术方案:一种半圆随型装夹装置,该装置通过底座固定于机床的工作台上,用于圆弧形板材/圆筒的加工固定,所述的底座上设有弧形支撑板,支撑板上固定有半圆弧形板,半圆弧形板的一侧设有铰座,通过铰座固定压臂,压臂的另一端与半圆弧形板的另一侧固定;
7.所述压臂包括压梁,在压梁上开槽设置有压板,压板中部由固定轴限位,压板的两端与设置在槽内的压脚相抵,且限位在槽的两端。
8.进一步的,所述的压臂可绕铰座旋转,压臂的另一端通过锁紧机构固定,所述的锁紧机构包括设置在弧形支撑板侧壁上的固定座,固定座通过轴连接固定螺栓。
9.所述压臂上的压脚活动连接在槽内,且在压板的作用下具有弹性,可伸缩。进一步的,所述的压脚还包括设置有用于调节其高低的限位螺钉。
10.更进一步,本实用新型所述装置中,所述的弧形支撑板的两侧设有加强板。
11.为了方便该装置的固定,所述的底座的周边设有豁口,用于该装置固定在工作台上。
12.所述的压臂设有两个及以上,且均匀设置于半圆弧形板上。
13.有益效果:与现有的加工机构相比,本实用新型所述装置中压臂通过压梁摆动,可以适应对半圆形工件表面比较大的不规则表面夹紧。与此同时,通过调整与压板上接触的压脚高低,增加了夹紧工件时,对工件表面凸凹不平表面的随形夹紧的适应性,调整夹紧加工效果。
附图说明
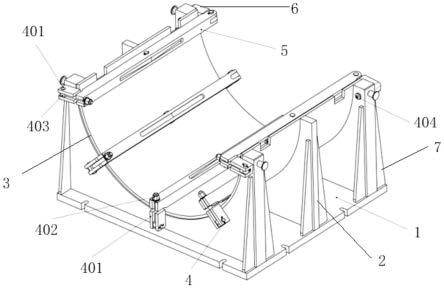
14.图1是本实用新型的结构示意图;
15.图2是本实用新型所述的装置的另一侧面结构;
16.图3是本实用新型所述压臂的俯视图;
17.图4是本实用新型所述压臂的剖视图;
18.图5是本实用新型所述压臂的侧视图;
19.图6是本实用新型所述压臂的工装图。
具体实施方式
20.为详细的说明本实用新型所述的技术方案,下面结合说明书附图做进一步的阐述。
21.本实用新型所提供的是一种半圆随型装夹装置,主要是适用于圆弧形弧板/圆筒工件的加工固定,例如筒体的加工固定,加工包括在筒体上焊接零部件或冲孔等方式。对于本实用新型所述的装置结构,可参考图1和图2所展示的整体工装结构。
22.图1和图2中,该装置在半圆弧形板3上装有5组具有随型调节功能的压臂5组成。将待加工的半圆型弧板/圆筒工件装夹固定,可以实现半圆工件一次装夹后多工序多工位机械或者焊接加工。使用该装置的时候,将安装在弧形支撑板2或半圆弧形板3胎边的五组压臂5打开,把半圆形工件放置于半圆弧形板3上,然后将压臂5组成结构中具有随型调节功能的装夹结构压在半圆形工件表面,用内六角螺丝固定夹紧。可以通过调整压板3上压脚503螺丝高低位置来适应半圆工件不规则表面,做稳定可靠的定位夹紧固定。同时,压臂5上压板501围绕中心轴转动可以夹紧力传递更加均衡也可以得到更大的装夹调整,双重结构的调整结构实现了粗调整和精细调整的功能,使该装置可以实现工件一次装夹,对半圆形工件焊接、铣削、钻孔等多工序的装夹固定。保证加工全过程的稳定性、定位精度。
23.下面具体的介绍本实用新型所述装置的结构。
24.本实用新型所述装置首先是包括一个底座1,底座1上面垂直安装有护弧形支撑板2,为了提高支撑稳定性,弧形支撑板2的两侧面可以设置加强板7。底座1可用螺钉连接固定在机床工作平台或者焊接工作平台的t型槽上。图1和图2所示的三组弧形支撑板2的弧形为半圆形,同直径大小,配合设置一块半圆弧形板3,即构成一个半圆弧形的定位面,且用于支撑工件。在弧形支撑板2的侧面,或通过半圆形弧形板3的一侧胎边固定铰座6,可参见图2。铰座6通过螺栓601固定,然后前端通过轴连接压臂5,压臂5可沿着轴转动,即向上掀起,实现工件安放、夹紧。为了避免工件与铰座6之间形成卡死,铰座6还设有挡板602辅助。工件安
放好后,压臂5的另一端通过锁紧机构4固定。锁紧机构4包括固定座401,固定在弧形支撑板2的侧面或半圆弧形板3的边缘处,并且通过转轴403连接固定螺栓402,固定螺栓402可转动,方便与压臂5的一端锁紧。固定座401的固定方式包括通过螺栓404固定。
25.对于压臂5,可结合图3-图6所示。压臂5由压梁构成,压梁上开槽安装压板501,压板501的两端限位在压梁的两端的槽内,其中部设有一个固定轴502,固定轴502和开口销504配合,压板501可一定程度的转轴,压板501的两端与压脚503接触,压脚503用于工件的第二道紧固,压脚503通过限位螺丝安装,且具有一定小范围的活动,工件安放后,压脚503与其相抵,受到的力通过压板501分散传递,压板501优选为一定的刚性板材,起到压板两端受力均匀,且力度很好的消散到压梁上,进而实现压臂5的紧固效果更好。压梁的一端开有通孔8用于安装固定。
26.实施例
27.机械与焊接加工复杂形面工件时,需要从工艺上考虑如何果夹紧定位,而是设计与之相匹配的,适用、方便、定位精准的夹紧装置,以便加工这些工件的各项指标能够达到设计的技术要求。对于复杂形状、精密微细的特殊零件,类似于半圆形筒类工件的加工也是必须要做的重要工作内容。现有工件夹紧方法由于专业性不强,适用的范围小、操作复杂、定位不可靠等等有很大的局限性和不稳定性。
28.本实用新型在深入研究消化理解现有圆形弧板工件的夹紧过程存在的问题和缺陷,在全面学习和调研基础上,设计提供的是一种半圆随形装夹加工装置。本实用新型固定在机床工作平台或者焊接工作平台的装夹结构上,然后将需要加工的半圆形工件通过本装夹装置的5个压臂压向半圆形工件圆弧表面,机床工作台的移动或者操作者的操作实现多工位连续定位加工。本实用新型具有双重调节机构,通过2套不同的调整机构随形夹紧半圆工件加工要求。具有双重灵活调整定位夹紧功能,可以可靠快速夹紧工件的特征。能够通过机床工作台移动,连续定位加工位置,实现不同工位的部件加工,双重夹紧调节组合,高效快速更换、定位可靠的特征。
29.下面对本实用新型所涉及到的相关的工作原理和连接结构做简单说明,该方式作为一种基础实施方式或可改进替换结构的说明。
30.1、底座上半圆弧面上均匀分布着5支压臂组成,夹紧工件是通过压臂的压梁压紧半圆表面,5支压臂的一端采用铰链结构与基座连接成为一体,另外一端用六角螺钉与圆筒底座螺孔拧紧固定。
31.2、在压梁上装有一个压板,上面分布了4组压脚。压脚高低可以通过调整螺钉进行调节,以适应半圆工件表面凹凸不平的粗糙的几何外形。
32.3、装置通过底座与机床或工作平台固定进行加工作业。待夹紧固定的半圆/圆筒工件外形与使用的半圆随型装夹装置的半圆弧形板相匹配。其中,压梁上的压板可以绕固定轴一定程度旋转,因此可以随工件外形通过压板上分布的压脚均匀传递夹紧压力。同时通过压板分布4组可调节高低的压脚来调整局部较小偏移工件外的夹紧。通过双重调整架构安全、稳定、精确地实现半圆随形装夹。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1